TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025125629
公報種別
公開特許公報(A)
公開日
2025-08-28
出願番号
2024021671
出願日
2024-02-16
発明の名称
成形装置
出願人
いすゞ自動車株式会社
代理人
弁理士法人創光国際特許事務所
主分類
B30B
11/00 20060101AFI20250821BHJP(プレス)
要約
【課題】電池材料である粉体を適切に加圧する。
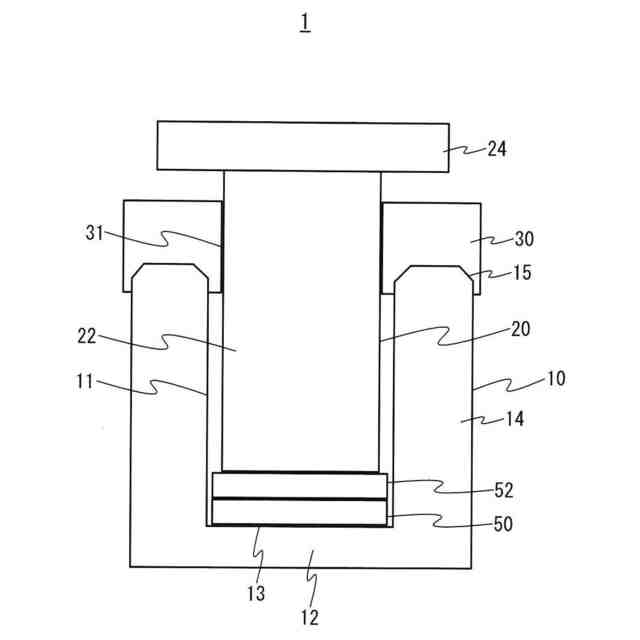
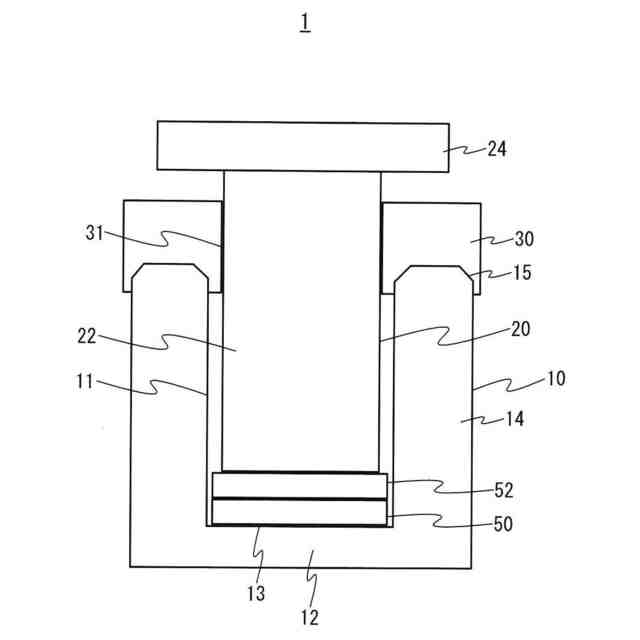
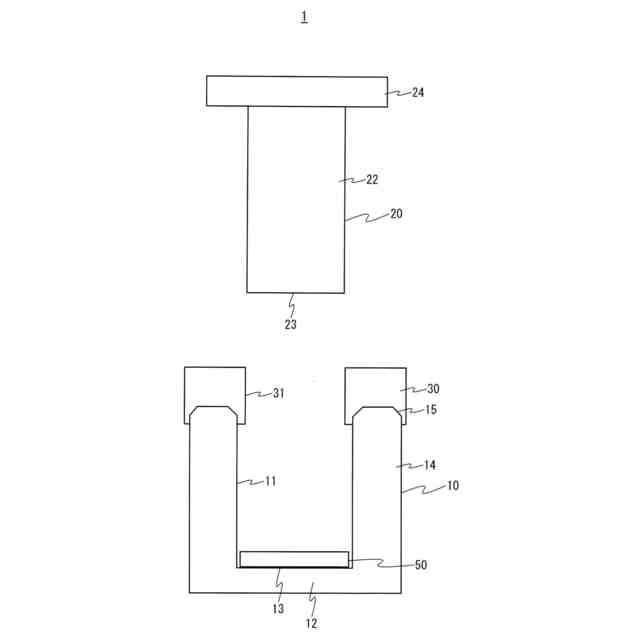
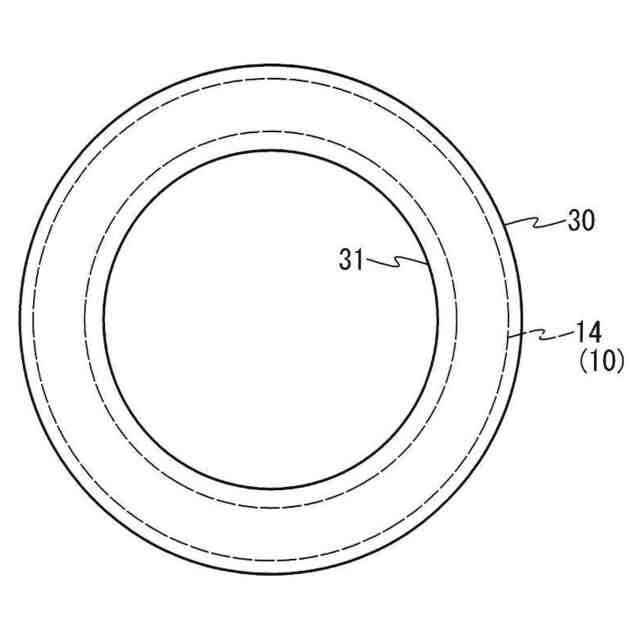
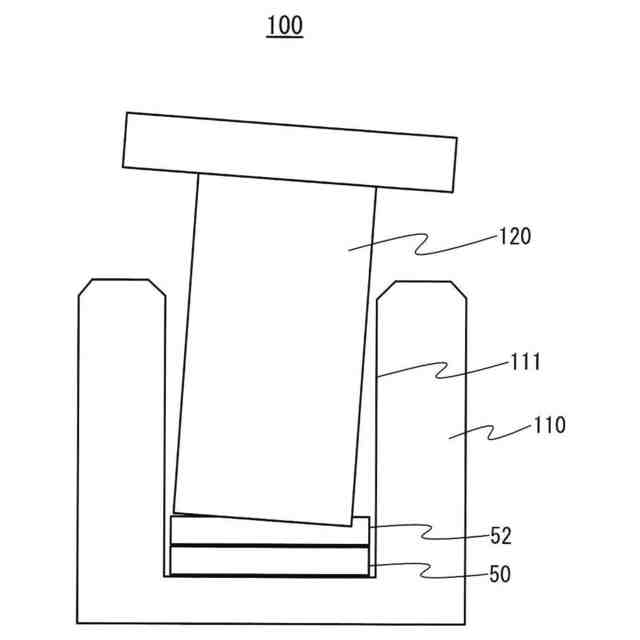
【解決手段】成形装置1は、底部に全固体電池の電池材料である粉体が充填される筒部材10と、筒部材10の内周面11に沿って底部へ向かって移動し、粉体の層を加圧する加圧部材20と、筒部材10の上部に、内周面11よりも筒部材10の半径方向の中心へ突出するように設けられ、加圧部材20を摺動可能にガイドする筒状のガイド部30を備える。
【選択図】図1
特許請求の範囲
【請求項1】
底部に全固体電池の電池材料である粉体が充填される筒部材と、
前記筒部材の内周面に沿って前記底部へ向かって移動し、前記粉体の層を加圧する加圧部材と、
前記筒部材の上部に、前記内周面よりも前記筒部材の半径方向の中心へ突出するように設けられ、前記加圧部材を摺動可能にガイドする筒状のガイド部と、
を備える、成形装置。
続きを表示(約 570 文字)
【請求項2】
前記ガイド部の軸方向の長さは、前記筒部材の前記軸方向の長さよりも小さい、
請求項1に記載の成形装置。
【請求項3】
前記ガイド部の前記加圧部材が摺動する摺動面には、格子状に形成された溝が周方向に沿って形成されている、
請求項1に記載の成形装置。
【請求項4】
前記溝は、前記摺動面の周方向の全体に亘って形成されている、
請求項3に記載の成形装置。
【請求項5】
前記ガイド部の前記加圧部材が摺動する摺動面には、前記筒部材内を浮遊する前記粉体を捕集可能な凹部が周方向に沿って形成されている、
請求項1に記載の成形装置。
【請求項6】
前記凹部は、前記ガイド部の軸方向の両端部に形成されている、
請求項5に記載の成形装置。
【請求項7】
前記加圧部材は、前記粉体が前記底部に充填された直後に、前記粉体の層を加圧する、
請求項3から6のいずれか1項に記載の成形装置。
【請求項8】
前記筒部材には、第1粉体が充填された後に、前記第1粉体とは異なる第2粉体が充填され、
前記加圧部材は、前記第1粉体の層及び前記第2粉体の層を加圧する、
請求項1に記載の成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、全固体電池の成形装置に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
全固体電池の正極層、負極層及び固体電解質層の各々は、電池材料である粉体を加圧することで成形される(下記の特許文献1を参照)。具体的には、筒部材の底部に粉体を充填し、筒部材に対して摺動する加圧部材で粉体の層を加圧することで、正極層等が成形される。
【先行技術文献】
【特許文献】
【0003】
特開2022-61434号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、充填された粉体の一部が筒部材内を浮遊するが、粉体が加圧部材に付着することで加圧部材が筒部材に対して摺動不良になるおそれがある。摺動不良を抑制するために、加圧部材と筒部材の内周面との間には大きなクリアランスが設定されている。しかし、クリアランスが大きく設定されていると、加圧部材が筒部材に対して斜めに摺動することがあり、加圧部材が粉体の層を適切に加圧できない。具体的には、粉体の層の一部が加圧されなかったり、粉体の層の一部が過大に加圧されたりする。
【0005】
そこで、本発明はこれらの点に鑑みてなされたものであり、電池材料である粉体を適切に加圧することを目的とする。
【課題を解決するための手段】
【0006】
本発明の一の態様においては、底部に全固体電池の電池材料である粉体が充填される筒部材と、前記筒部材の内周面に沿って前記底部へ向かって移動し、前記粉体の層を加圧する加圧部材と、前記筒部材の上部に、前記内周面よりも前記筒部材の半径方向の中心へ突出するように設けられ、前記加圧部材を摺動可能にガイドする筒状のガイド部と、を備える、成形装置を提供する。
【0007】
また、前記ガイド部の軸方向の長さは、前記筒部材の前記軸方向の長さよりも小さいこととしてもよい。
【0008】
また、前記ガイド部の前記加圧部材が摺動する摺動面には、格子状に形成された溝が周方向に沿って形成されていることとしてもよい。
【0009】
また、前記溝は、前記摺動面の周方向の全体に亘って形成されていることとしてもよい。
【0010】
また、前記ガイド部の前記加圧部材が摺動する摺動面には、前記筒部材内を浮遊する前記粉体を捕集可能な凹部が周方向に沿って形成されていることとしてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ