TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025160948
公報種別
公開特許公報(A)
公開日
2025-10-24
出願番号
2024063702
出願日
2024-04-11
発明の名称
プレス加工システム及びプレス加工装置
出願人
日伸工業株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B30B
13/00 20060101AFI20251017BHJP(プレス)
要約
【課題】プレス加工装置及び搬送装置に関連してシステム全体の構成を簡単に且つ小型化することができるプレス加工システムを提供すること。
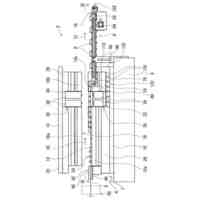
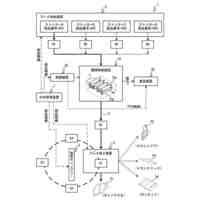
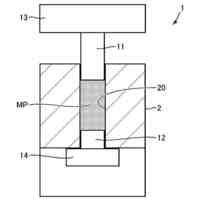
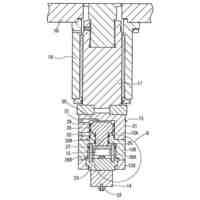
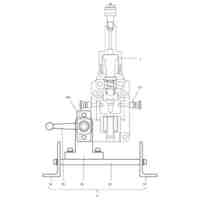
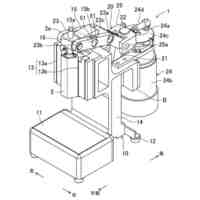
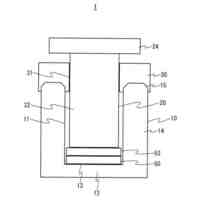
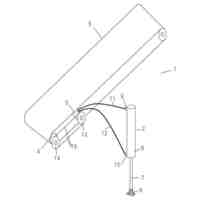
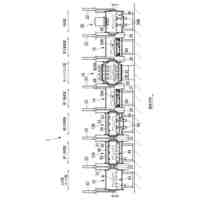
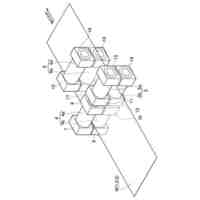
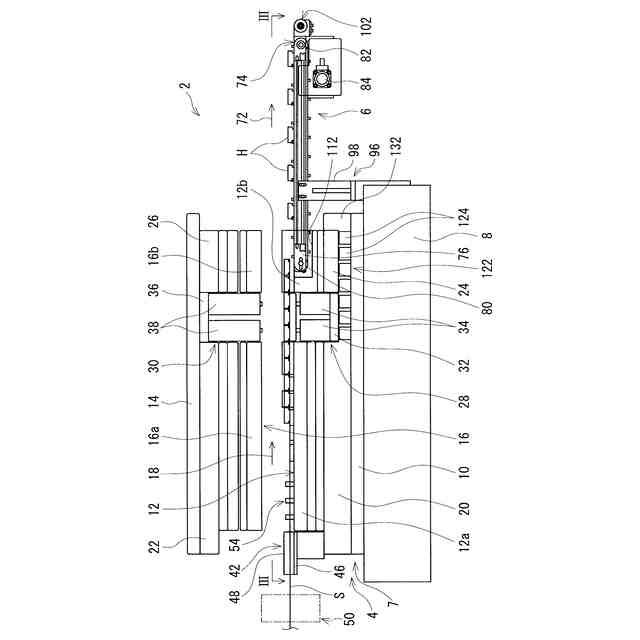
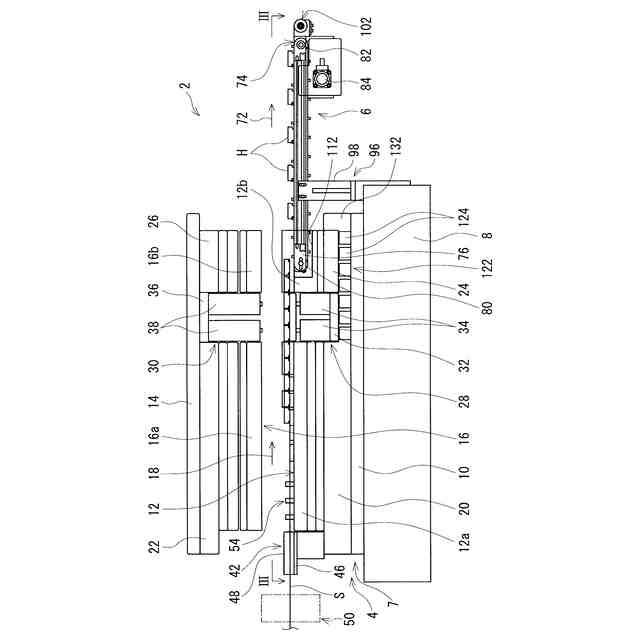
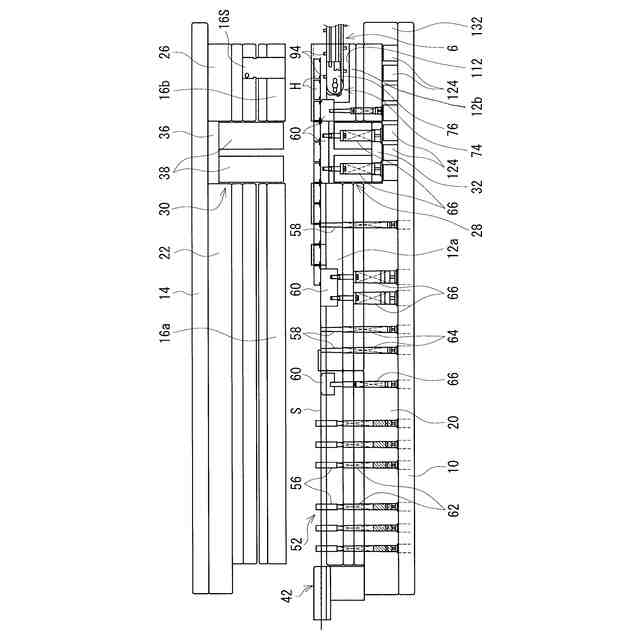
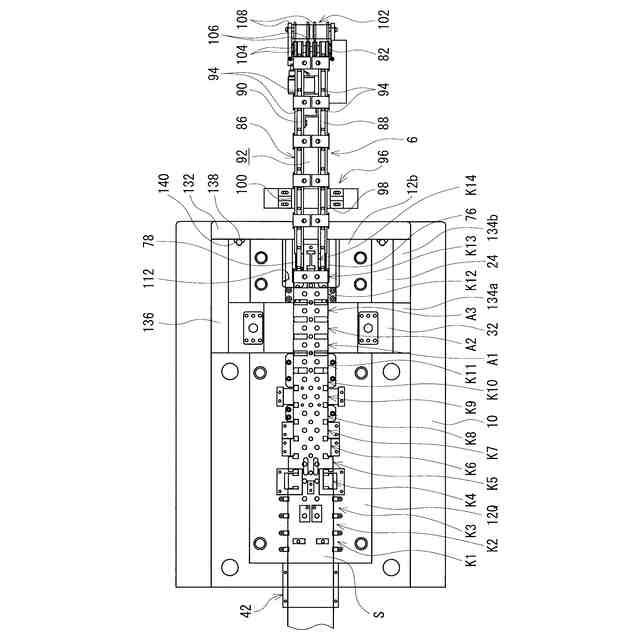
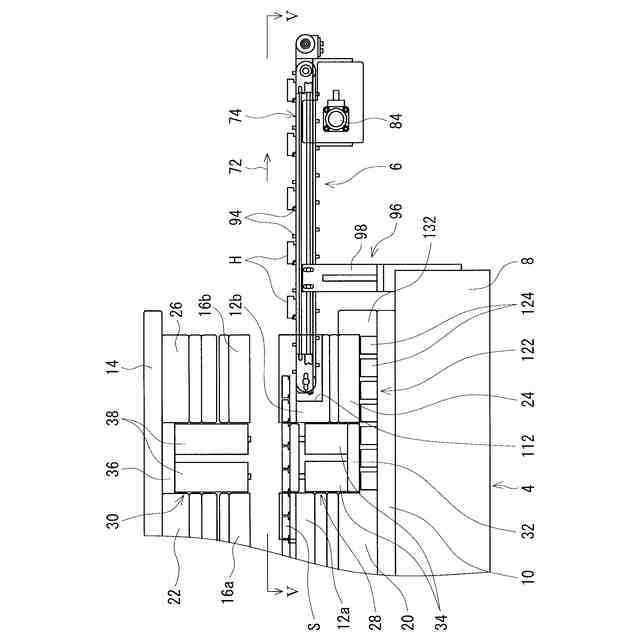
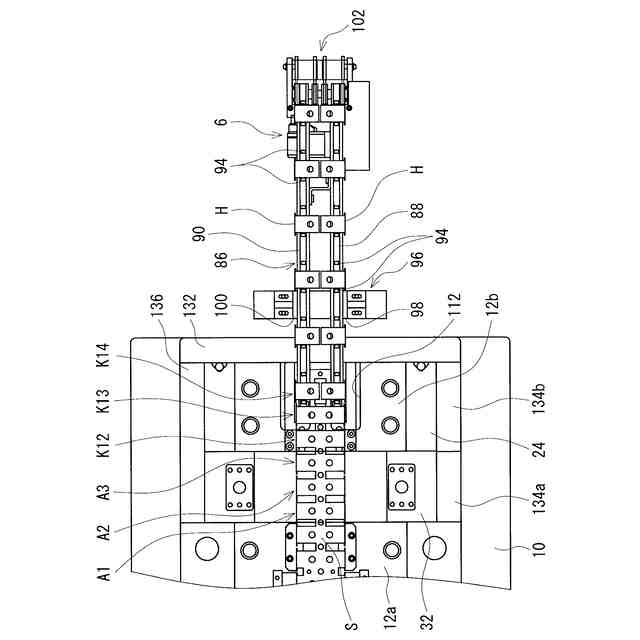
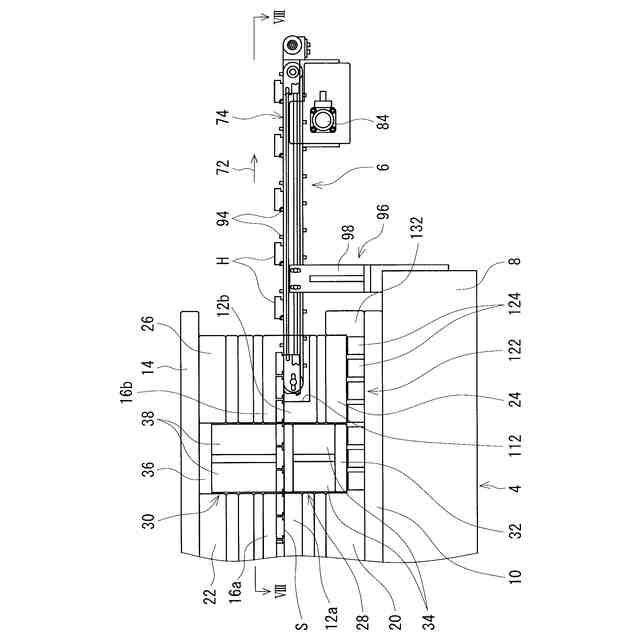
【解決手段】シート状部材Sにプレス加工を施すプレス加工装置4と、加工された加工品Hを下流側に搬送する搬送装置6とを備えたプレス加工システム。プレス加工装置4は、ボルスタ10と、このボルスタ10に対して往復移動するスライド14とを備え、ボルスタ10には複数の固定金型12が設けられ、スライド14には複数の可動金型16が設けられている。最終加工域に対応して、ボルスタ10側に最終加工用固定金型が設けられ、少なくともこの最終加工用固定金型には、プレス加工装置4の外側から最終加工域を超えて延びる挿入凹部112が設けられ、搬送装置6の上流側部がこの挿入凹部112に挿入され、搬送ベルトは少なくとも最終加工域まで延びている。
【選択図】図1
特許請求の範囲
【請求項1】
シート状部材にプレス加工を施すプレス加工装置と、前記プレス加工装置により加工された加工品を下流側に搬送する搬送装置とを備えたプレス加工システムであって、
前記プレス加工装置は、加工装置本体のベース部材に取り付けられたボルスタと、前記ボルスタに対して近接及び離隔する方向に往復移動されるスライドとを備え、前記ボルスタには、シート状部材を加工する複数の加工域に対応して複数の固定金型が設けられ、前記スライドには、前記ボルスタ側の前記複数の固定金型に対応して複数の可動金型が設けられ、シート状部材が前記複数の加工域を通して搬送される間に、前記ボルスタ側の前記複数の固定金型及び前記スライド側の前記複数の可動金型によりプレス加工が施されて加工品が形成され、
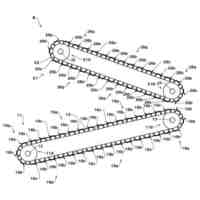
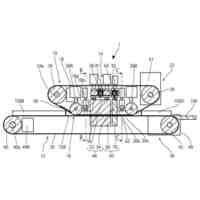
また、前記搬送装置は、搬送方向に間隔をおいて配設された一対のローラと、前記一対のローラ間に巻き掛けられた搬送ベルトと、前記一対のローラの一方を駆動するための駆動手段とを備えており、
シート状部材に最終プレス加工を施す最終加工域に対応して、前記ボルスタ側には最終加工用固定金型が設けられるとともに、前記スライド側には最終加工用可動金型が設けられ、少なくとも前記最終加工用固定金型には、前記プレス加工装置の外側から前記最終加工域を超えて延びる挿入凹部が設けられ、前記搬送装置の上流側部が前記最終加工用固定金型の前記挿入凹部に挿入され、前記搬送装置の前記搬送ベルトの上走行部の上流側部は、少なくとも前記最終加工域まで延びていることを特徴とするプレス加工システム。
続きを表示(約 2,600 文字)
【請求項2】
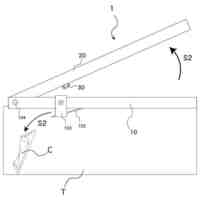
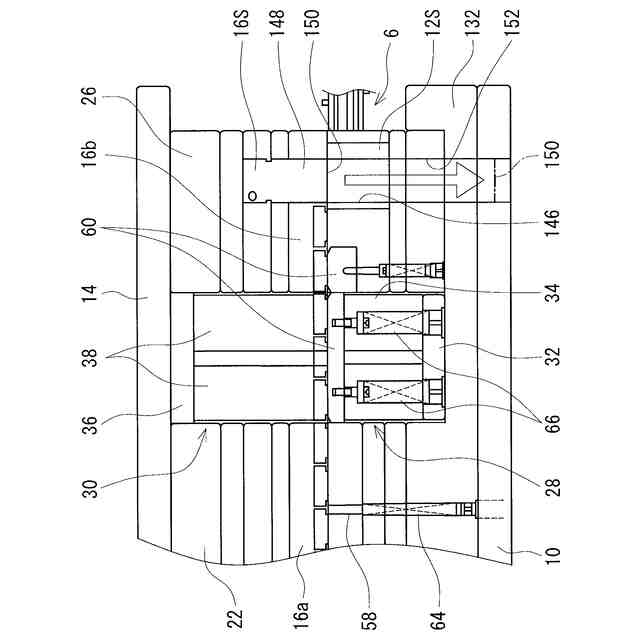
前記複数の加工域に関連して、前記ボルスタ側にはシート状部材を上方に持ち上げるリフター機構が設けられており、シート状部材を下流側に送給するときには、シート状部材は、前記リフター機構によって上昇位置に保持され、前記ボルスタ側の前記複数の固定金型の上方にて下流側に移動され、またシート状部材に加工を施すときには、シート状部材は、前記リフター機構が押し下げられることによって下降位置に位置付けられ、前記ボルスタ側の前記複数の固定金型の上面に載置支持され、前記搬送ベルトの前記上走行部の上流側部は、前記ボルスタ側の前記最終加工用固定金型の上面と同一レベル又はこれよりも幾分低いレベルに位置することを特徴とする請求項1に記載のプレス加工システム。
【請求項3】
前記搬送装置の前記搬送ベルトは、前記搬送方向に対して垂直な方向に間隔をおいて配設された一対のベルト部材を備え、前記一対のベルト部材の表面には長手方向に間隔をおいて複数の当接片が設けられ、前記ボルスタ側の前記最終加工用固定金型は前記搬送ベルトの前記一対のベルト部材間に配設されていることを特徴とする請求項1に記載のプレス加工システム。
【請求項4】
シート状部材は、前記プレス加工装置の前記複数の加工域を通して搬送される間はシート状の状態で移動され、前記最終加工域にて前記ボルスタ側の前記最終加工用固定金型及び前記スライド側の前記最終加工用可動金型により最終加工が施されることにより一対の加工品が形成され、前記一対の加工品の一方は、前記搬送ベルトの一方のベルト部材に載置されて下流側に搬送され、前記一対の加工品の他方は、前記搬送ベルトの他方のベルト部材に載置されて下流側に搬送されることを特徴とする請求項3に記載のプレス加工システム。
【請求項5】
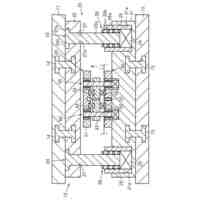
前記プレス加工装置の前記最終加工域を含む下流側加工域の上流側にアイドル域が設けられ、前記ボルスタには前記アイドル域に対応して固定アイドルユニットが取り付けられ、前記スライド側には前記アイドル域に対応して可動アイドルユニットが取り付けられており、前記ボルスタに対して前記スライドが往復移動されると、前記ボルスタ側の前記複数の固定金型及び前記固定アイドルユニットに対して前記スライド側の前記複数の可動金型及び前記可動アイドルユニットが往復移動されることを特徴とする請求項1に記載のプレス加工システム。
【請求項6】
前記プレス加工装置の前記ボルスタには、前記下流側加工域に対応して下流側固定金型取付部材が取り付けられ、前記下流側固定金型取付部材に前記最終加工用固定金型を含む下流側固定金型が取り付けられ、また前記プレス加工装置の前記スライドには、前記下流側加工域に対応して下流側可動金型取付部材が取り付けられ、前記下流側可動金型取付部材に前記最終加工用可動金型を含む下流側可動金型が取り付けられており、前記下流側固定金型取付部材は前記下流側加工域と前記アイドル域との間をスライド移動可能に支持されていることを特徴とする請求項5に記載のプレス加工システム。
【請求項7】
前記ボルスタの表面には、前記アイドル域及び前記下流側加工域に対応してスライド支持機構が設けられ、前記スライド支持機構における前記アイドル域に対応する部位に前記固定アイドルユニットがスライド取外し可能に取り付けられ、前記スライド機構における前記下流側加工域に対応する部位に前記下流側固定金型取付部材が前記アイドル域に向けてスライド移動可能に取り付けられることを特徴とする請求項6に記載のプレス加工システム。
【請求項8】
前記ボルスタの下流側端部には当接ブロックが取り付けられ、前記当接ブロックの内側に一対の係合突部又は係合凹部が設けられ、また前記下流側固定金型取付部材に、前記当接ブロック側の前記一対の係合突部又は係合凹部に対応して一対の係合凹部又は係合突部が設けられており、前記下流側固定金型取付部材を前記アイドル域から前記下流側加工域にスライド移動させると、前記下流側固定金型取付部材側の前記一対の係合凹部又は係合突部と前記当接ブロック側の前記一対の係合突部又は係合凹部とが係合することを特徴とする請求項7に記載のプレス加工システム。
【請求項9】
加工装置本体のベース部材に取り付けられたボルスタと、前記ボルスタに対して近接及び離隔する方向に往復移動されるスライドとを備え、前記ボルスタには、シート状部材を加工する複数の加工域に対応して複数の固定金型が設けられ、前記スライドには、前記ボルスタ側の前記複数の固定金型に対応して複数の可動金型が設けられ、シート状部材が前記複数の加工域を通して搬送される間に、前記ボルスタ側の前記複数の固定金型及び前記スライド側の前記複数の可動金型によりプレス加工が施されるプレス加工装置であって、
前記複数の加工域は、搬送方向上流側に位置する上流側加工域と、前記上流側加工域の下流側に位置する下流側加工域とを含み、前記上流側加工域と前記下流側加工域との間にアイドル域が設けられており、
前記ボルスタには前記アイドル域に対応して固定アイドルユニットが取外し可能に取り付けられ、また前記下流側加工域に対応して下流側固定金型取付部材がスライド移動可能に取り付けられ、前記下流側固定金型取付部材に前記下流側加工域に対応する下流側固定金型が取り付けられており、
更に前記スライド側には前記アイドル域に対応して可動アイドルユニットが取外し可能に取り付けられ、また前記下流側加工域に対応して下流側可動金型取付部材が取り付けられ、前記下流側可動金型取付部材に前記下流側加工域に対応する下流側固可動金型が取り付けられていることを特徴とするプレス加工装置。
【請求項10】
前記ボルスタの表面には、前記アイドル域及び前記下流側加工域に対応してスライド支持機構が設けられ、前記スライド支持機構における前記アイドル域に対応する部位に前記固定アイドルユニットがスライド取外し可能に取り付けられ、前記スライド機構における前記下流側加工域に対応する部位に前記下流側固定金型取付部材が前記アイドル域に向けてスライド移動可能に取り付けられていることを特徴とする請求項9に記載のプレス加工システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シート状材料にプレス加工を施して加工品を形成し、その後にこの加工品を下流側に搬送するプレス加工システム及びこのプレス加工システムなどに用いるプレス加工装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
例えば、プレス加工システムとして、ワークに第1プレス加工を施す第1プレス装置と、第1プレス加工を施したワークに第2プレス加工を施す第2プレス装置と、第1プレス装置と第2プレス装置との間に配設された搬送装置とを備えたプレス加工システムが知られている(例えば、特許文献1参照)。搬送装置は第1プレス装置から第2プレス装置に延びる搬送ベルトを備え、この搬送ベルトの上走行部は第1プレス装置から第2プレス装置に向けて下流側に移動する。また、第1プレス装置の排出側には、第1プレス加工されたワークを取り出すワーク取出ハンドが設けられ、第2プレス装置の投入側には、第2プレス加工を施すワークを投入するワーク投入ハンドが設けられている。
【0003】
このようなプレス加工システムでは、加工すべきワークは、第1プレス装置により第1プレス加工され、加工されたワークは、ワーク取出ハンドにより第1プレス装置から取り出されて搬送装置の搬送ベルトに載置される。載置されたワークは、搬送ベルトの移動により下流側に搬送され、ワーク投入ハンドにより第2プレス装置に投入され、挿入されたワークは第2プレス装置により第2プレス加工され、このように第1プレス加工されたワークは、搬送装置により搬送されて第2プレス加工される。
【先行技術文献】
【特許文献】
【0004】
特開2008-105093号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、このようなプレス加工システムでは、第1プレス装置により第1プレス加工されたワークを搬送装置を用いて下流側に搬送するには、この第1プレス装置の排出側にワーク取出ハンドを設け、このワーク取出ハンドによりワークを掴んで搬送装置まで移送させる必要がある。それ故に、ワークを搬送する搬送装置に加えてワーク取出ハンドを必要とするために、プレス加工システム全体の構成が大型化且つ複雑化し、更にはその制御も複雑になるという問題がある。
【0006】
本発明の目的は、プレス加工装置及び搬送装置に関連してシステム全体の構成を簡単に且つ小型化することができるプレス加工システムを提供することである。
【0007】
また、本発明の他の目的は、下流側加工域に関連してメンテナンスなどを容易に行うことができるプレス加工装置を提供することである。
【課題を解決するための手段】
【0008】
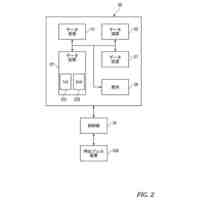
本発明のプレス加工システムは、シート状部材にプレス加工を施すプレス加工装置と、前記プレス加工装置により加工された加工品を下流側に搬送する搬送装置とを備えたプレス加工システムであって、
前記プレス加工装置は、加工装置本体のベース部材に取り付けられたボルスタと、前記ボルスタに対して近接及び離隔する方向に往復移動されるスライドとを備え、前記ボルスタには、シート状部材を加工する複数の加工域に対応して複数の固定金型が設けられ、前記スライドには、前記ボルスタ側の前記複数の固定金型に対応して複数の可動金型が設けられ、シート状部材が前記複数の加工域を通して搬送される間に、前記ボルスタ側の前記複数の固定金型及び前記スライド側の前記複数の可動金型によりプレス加工が施されて加工品が形成され、
また、前記搬送装置は、搬送方向に間隔をおいて配設された一対のローラと、前記一対のローラ間に巻き掛けられた搬送ベルトと、前記一対のローラの一方を駆動するための駆動手段とを備えており、
シート状部材に最終プレス加工を施す最終加工域に対応して、前記ボルスタ側には最終加工用固定金型が設けられるとともに、前記スライド側には最終加工用可動金型が設けられ、少なくとも前記最終加工用固定金型には、前記プレス加工装置の外側から前記最終加工域を超えて延びる挿入凹部が設けられ、前記搬送装置の上流側部が前記最終加工用固定金型の前記挿入凹部に挿入され、前記搬送装置の前記搬送ベルトの上走行部の上流側部は、少なくとも前記最終加工域まで延びていることを特徴とする。
【0009】
このようなプレス加工システムでは、複数の加工域に関連して、ボルスタ側にシート状部材を上方に持ち上げるリフター機構を設け、シート状部材を下流側に搬送するときには、リフター機構によりシート状部材を上昇位置に位置付けて複数の固定金型の上方にて下流側に移動するようにすることができ、このようにすることにより、複数の固定金型の構造の影響を受けずにシート状部材を下流側に移動させることができる。また、シート状部材に加工を施すときには、リフター機構を押し下げてシート状部材を下降位置に位置付けて複数の固定金型の上面に載置支持するようになり、このようにすることにより、このシート状部材に加工を施すことができる。
【0010】
この加工を施すとき、搬送ベルトの上走行部の上流側部をボルスタ側の最終加工用固定金型の上面と同一レベル又はこれよりも幾分低いレベルに位置するようにするのが好ましく、このように構成することにより、最終加工域にて加工された加工品をそのままの状態で搬送ベルトの上走行部に載せて搬送することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日伸工業株式会社
プレス加工装置
5か月前
日伸工業株式会社
プレス加工システム及びプレス加工装置
1か月前
日機装株式会社
加圧装置
7か月前
株式会社ヨコオ
製造装置
7か月前
日機装株式会社
加圧装置
1か月前
日機装株式会社
加圧システム
7か月前
相源株式会社
制御装置
1か月前
株式会社ササキコーポレーション
圧縮装置
8か月前
有限会社ダイルクラブ
空き缶潰し器
10日前
株式会社ササキコーポレーション
圧縮装置
8か月前
トヨタ紡織株式会社
プレス装置
8か月前
大同工業株式会社
高温成形用金型
5か月前
住友重機械工業株式会社
プレス装置
6か月前
住友重機械工業株式会社
プレス装置
6か月前
日本発條株式会社
加工油供給方法及び装置
5か月前
株式会社石垣
スクリュープレスの外筒スクリーン洗浄方法
5か月前
株式会社ジェイテクトフルードパワーシステム
加圧パンチ装置
6か月前
株式会社西田製作所
工具ヘッドと据置台との組み合わせ
7か月前
シージーケー株式会社
プレス装置
9か月前
いすゞ自動車株式会社
成形装置
3か月前
個人
プレス機械の往復運動を利用したスクラップ搬送装置
9か月前
マクセル株式会社
粉体成型体の製造方法及び製造装置
26日前
株式会社菊水製作所
成形品製造用機械の監視システム
19日前
株式会社合同資源
金属ヨウ化物錠剤の製造方法
8か月前
株式会社金陽社
熱プレス用緩衝材
3か月前
大同特殊鋼株式会社
連続式真空ホットプレス装置
3か月前
株式会社ディムコ
ガイドユニットを備えるダブルベルトプレス装置
6か月前
トヨタ紡織株式会社
金型装置の下死点把握方法及び金型装置
9か月前
住友重機械工業株式会社
プレス装置及びプレス装置の配管工程
5か月前
トヨタ自動車株式会社
ロールプレス装置
2か月前
冨士発條株式会社
プレスシステム、およびトランスファ装置
4か月前
株式会社SGIC
加熱ブロック及びダブルベルトプレス
6か月前
株式会社SGIC
冷却ブロック及びダブルベルトプレス
9か月前
UBEマシナリー株式会社
押出プレス装置の支援システム
5か月前
日伸工業株式会社
プレス加工システム及びプレス加工装置
1か月前
株式会社石垣
スクリュープレスにおける目詰まり防止機構及びそれを用いた目詰まり防止方法
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ