TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025164382
公報種別
公開特許公報(A)
公開日
2025-10-30
出願番号
2024068330
出願日
2024-04-19
発明の名称
制御装置
出願人
相源株式会社
代理人
個人
,
個人
主分類
B30B
15/26 20060101AFI20251023BHJP(プレス)
要約
【課題】ワークの油膜層の膜厚をより厚くする為に設定真空圧を低くしても、真空装置の安定した流量制御が可能な制御装置を提供する。
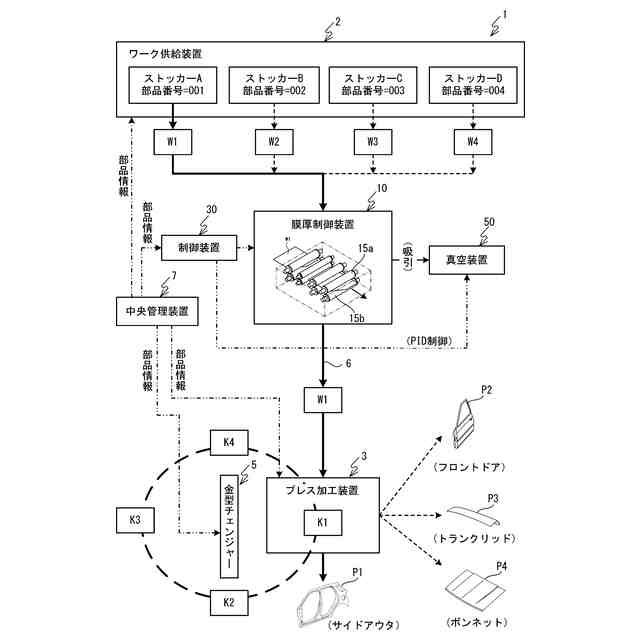
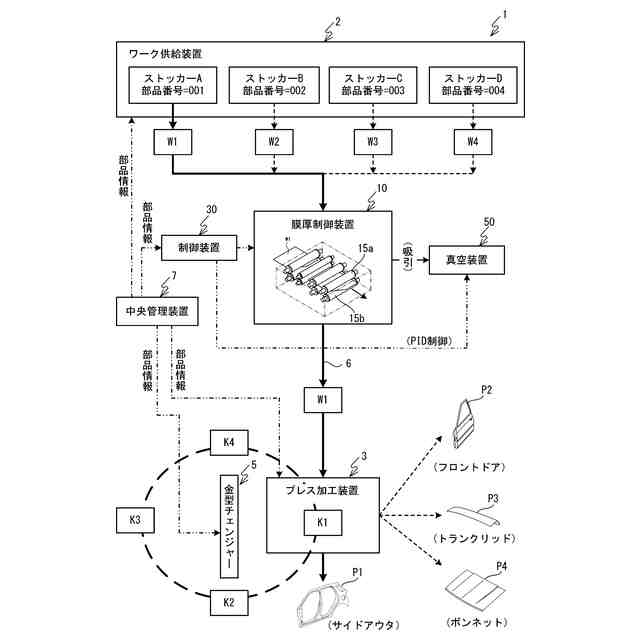
【解決手段】制御装置30は、中央管理装置7から送信される部品情報を受信し、プレス加工装置3に送るワークWの表裏面に形成された油分を吸引する吸引ロール15a,15bに接続された真空装置50の吸引圧を、インバータで真空装置50が備える2台の真空ポンプのモータの周波数をPID制御することにより、部品情報が指定する設定真空圧に収束させ、表裏面に形成された油膜層の膜厚を制御する。制御装置30のPLCは、中央管理装置7から送信された部品情報に含まれる設定真空圧に応じて2台の真空ポンプのうち駆動させる真空ポンプの台数を切り替える。
【選択図】図1
特許請求の範囲
【請求項1】
外部装置から送信される部品情報を受信し、プレス加工装置に送るワークの表裏面に形成された油分を吸引する吸引ロールに接続された真空装置の吸引圧を、インバータで前記真空装置が備える真空ポンプのモータの周波数をPID制御することにより、前記部品情報が指定する設定真空圧に収束させ、前記表裏面に形成された油膜層の膜厚を制御する制御装置であって、
前記真空装置は複数の真空ポンプを備え、
前記設定真空圧に応じて前記複数の真空ポンプのうち駆動させる真空ポンプの台数を切り替える駆動制御部を備えたこと
を特徴とする制御装置。
続きを表示(約 780 文字)
【請求項2】
前記駆動制御部は、
前記設定真空圧が高ければ高いほど、前記駆動させる真空ポンプの台数を多くし、
前記設定真空圧が低ければ低いほど、前記駆動させる真空ポンプの台数を少なくすることを特徴とする請求項1に記載の制御装置。
【請求項3】
前記真空装置は、
第1真空ポンプと、
第2真空ポンプと
を備え、
前記駆動制御部は、
前記設定真空圧が閾値以上の場合は、前記第1真空ポンプと前記第2真空ポンプの両方を駆動させ、前記設定真空圧が前記閾値未満の場合は、前記第1真空ポンプと前記第2真空ポンプのうち片方のみを駆動させること
を特徴とする請求項1に記載の制御装置。
【請求項4】
前記第1真空ポンプと前記第2真空ポンプは吸い込み能力が互いに同等であって、
前記駆動制御部は、
前記設定真空圧が閾値以上の場合は、前記第1真空ポンプと前記第2真空ポンプとを同時に且つ同じ吸引圧で駆動させること
を特徴とする請求項3に記載の制御装置。
【請求項5】
前記第2真空ポンプの吸い込み能力は、前記第1真空ポンプの吸い込み能力よりも低く、
前記駆動制御部は、
前記設定真空圧が前記閾値未満の場合は、前記第2真空ポンプのみを駆動させること
を特徴とする請求項3に記載の制御装置。
【請求項6】
前記設定真空圧の変更を受け付ける受付部を備え、
前記駆動制御部は、
前記受付部が前記設定真空圧の変更を受け付けた場合、変更後の前記設定真空圧に応じて前記駆動させる前記真空ポンプの台数を再度切り替える変更後駆動制御部を備えたこと
を特徴とする請求項1に記載の制御装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、制御装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
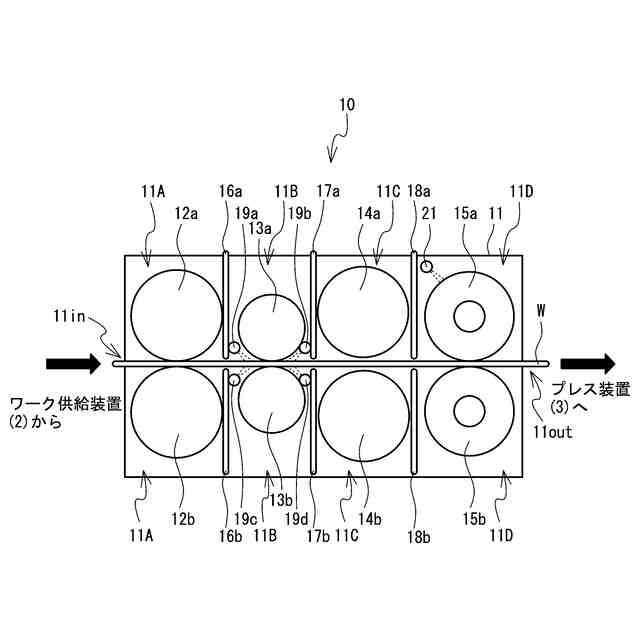
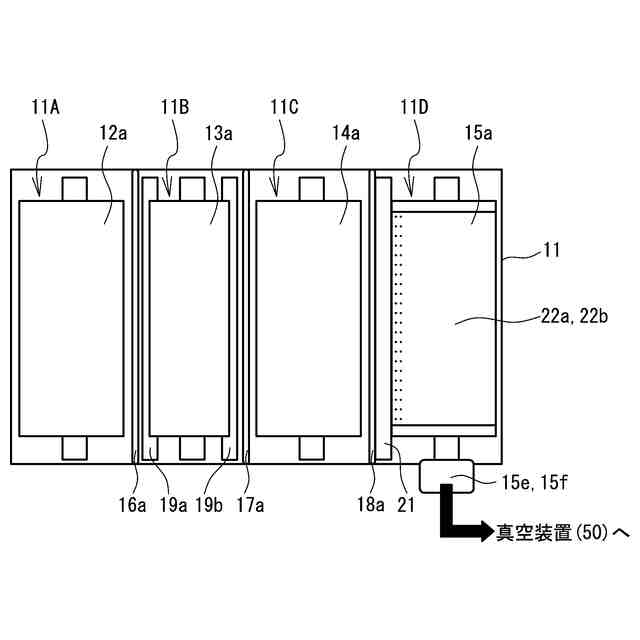
従来、ワークを加工装置に送る搬送路に設置したチャンバー内に、搬送路上流側にワークの送り動作を実行するピンチロールを配設した前室と、該前室に隣接した搬送路下流側にワークの表裏面に洗浄油が供給された状態で接触回転するブラシロールとを配設した洗浄室と、該洗浄室に隣接した搬送路下流側にロール周面の接触でワークの表裏面の油分を拭き取るオイルカットロールとワーク表裏面の油分を吸引する吸引ロールとを配設した後室と、を区画形成し、洗浄後のワークに形成すべき油膜層の膜厚を所定範囲に制御する膜厚制御装置が知られている(例えば特許文献1参照)。
【0003】
この装置では、吸引ロールに接続された真空ポンプの吸引圧を、インバータでモータの周波数をPID制御することにより、設定真空圧に収束させる真空装置と、洗浄済ワークに形成すべき油膜層の所望膜厚と、真空ポンプの設定圧、及びモータの適正周波数範囲との対応関係を記憶した設定テーブルを備える。そして、膜厚設定手段により設定した所望膜厚と設定テーブルの記憶内容に基づいて、真空ポンプの設定真空圧、及び適正周波数範囲を制御条件記憶領域に設定し、該制御条件記憶領域の設定内容に基づいて機器を作動させる。
【0004】
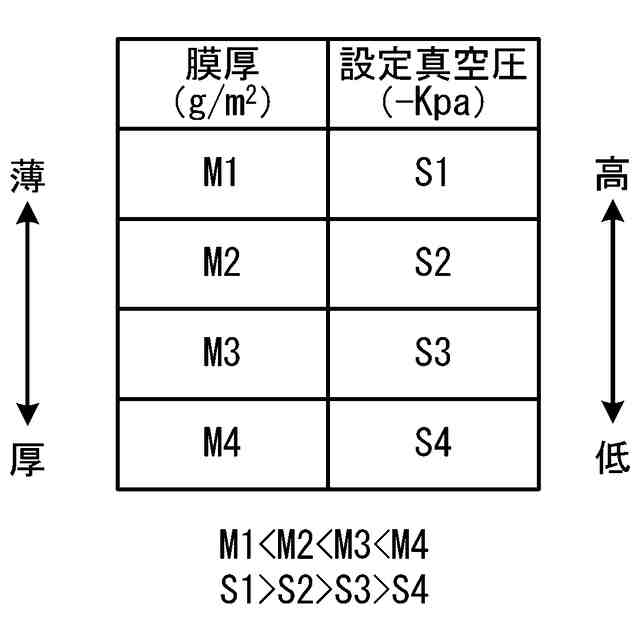
真空ポンプの設定真空圧を高くすると、ワークの表裏面に形成される油膜層の膜厚は薄くなる。その反対に、設定新空圧を低くすると、ワークの表裏面に形成される油膜層の膜厚は厚くなる。プレス加工によるワークの変形量はプレス加工するパーツに応じて異なる。一般的にプレス加工によるワークの変形量が大きいほど、ワークの表裏面に形成する油膜層の膜厚を厚くすることが求められる。例えば自動車のサイドアウタのようなパーツはプレス加工によるワークの変形量が他のパーツと比較して大きい。この場合、膜厚を厚くする為に、他のパーツを製造するときの設定真空圧よりも低くすることが必要である。
【先行技術文献】
【特許文献】
【0005】
特許第6340603号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
設定真空圧を低くするには、真空ポンプの吸引圧を低くする必要がある。真空ポンプの吸引圧はインバータでモータの周波数をPID制御することによって調節できる。しかしながら、周波数が低くなりモータの回転数が低くなり過ぎると、真空ポンプの流量制御が不安定になるという問題点があった。例えばモータの回転が肉眼で確認できるほどの低い回転数であったり、ハンチング(カクカクする動き)を起こすほどの低い回転数であると、流量制御が不安定になる。よって、ワークの変形量がより大きいものを扱う為には、設定真空圧が低くても真空装置の安定した流量制御ができる制御装置の開発が求められていた。
【0007】
本発明の目的は、ワークの油膜層の膜厚をより厚くする為に設定真空圧を低くしても、真空装置の安定した流量制御が可能な制御装置を提供することである。
【課題を解決するための手段】
【0008】
請求項1の制御装置は、外部装置から送信される部品情報を受信し、プレス加工装置に送るワークの表裏面に形成された油分を吸引する吸引ロールに接続された真空装置の吸引圧を、インバータで前記真空装置が備える真空ポンプのモータの周波数をPID制御することにより、前記部品情報が指定する設定真空圧に収束させ、前記表裏面に形成された油膜層の膜厚を制御する制御装置であって、前記真空装置は複数の真空ポンプを備え、前記設定真空圧に応じて前記複数の真空ポンプのうち駆動させる真空ポンプの台数を切り替える駆動制御部を備えたことを特徴とする。制御装置は、設定真空圧に応じて駆動させる真空ポンプの台数を自動で切り替えることができるので、低い設定真空圧であってもインバータでモータの安定した回転を維持できる。これにより制御装置は真空装置を安定して動作させることができるので、油膜層の膜厚を安定して制御できる。また複数の真空ポンプのうち駆動させない真空ポンプを生じさせることによって、駆動させる真空ポンプの吸引能力を最大限に発揮させることができる。
【0009】
請求項2の制御装置の前記駆動制御部は、前記設定真空圧が高ければ高いほど、前記駆動させる真空ポンプの台数を多くし、前記設定真空圧が低ければ低いほど、前記駆動させる真空ポンプの台数を少なくしてもよい。設定真空圧が高いほど、駆動させる真空ポンプの台数を多くするので、設定真空圧が高いレベルであっても安定して収束させることができる。その一方、設定真空圧が高いほど、駆動させる真空ポンプの台数を少なくするので、設定真空圧が低いレベルであっても安定して収束させることができる。
【0010】
請求項3の制御装置において、前記真空装置は、第1真空ポンプと、第2真空ポンプとを備え、前記駆動制御部は、前記設定真空圧が閾値以上の場合は、前記第1真空ポンプと前記第2真空ポンプの両方を駆動させ、前記設定真空圧が前記閾値未満の場合は、前記第1真空ポンプと前記第2真空ポンプのうち片方のみを駆動させてもよい。制御装置は、設定真空圧が閾値以上と未満で、2台の真空ポンプのうち駆動させる真空ポンプを2台と1台に自動で切り替えることができる。設定真空圧が前記閾値未満の場合は1台の真空ポンプのみを駆動させるので、低い設定真空圧でも安定した制御が可能となる。また、片方のみを駆動させる場合、もう片方は駆動を停止させるので、駆動させる片方の吸引能力を最大限に発揮させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
他の特許を見る




 特許ウォッチ
特許ウォッチ