TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025105259
公報種別
公開特許公報(A)
公開日
2025-07-10
出願番号
2023223696
出願日
2023-12-28
発明の名称
加工油供給方法及び装置
出願人
日本発條株式会社
代理人
個人
,
個人
主分類
B30B
15/00 20060101AFI20250703BHJP(プレス)
要約
【課題】カシメ部に残留する加工油による隣接する鉄心片間の隙間の拡大を抑制可能とする加工油供給方法を提供する。
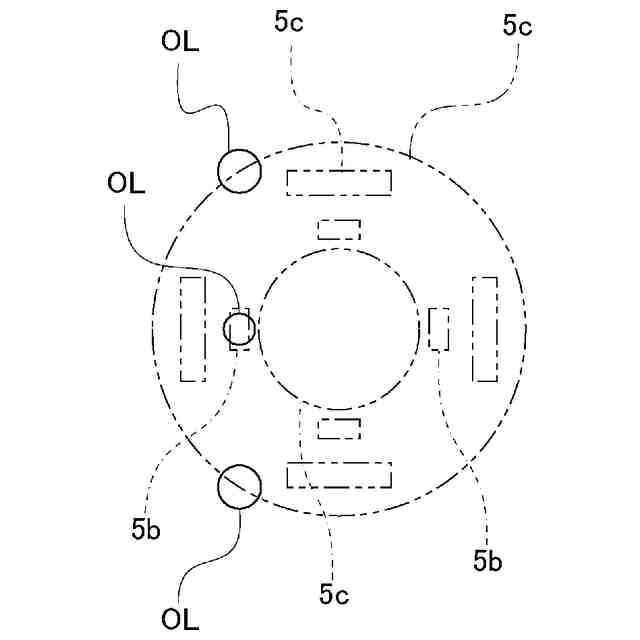
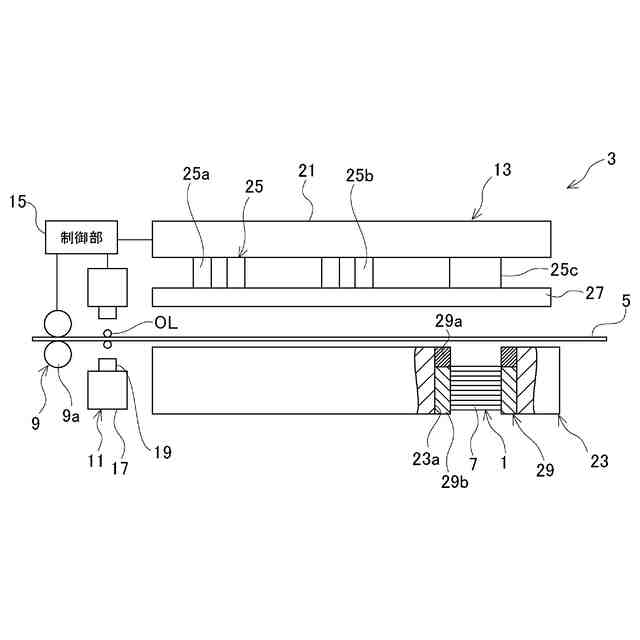
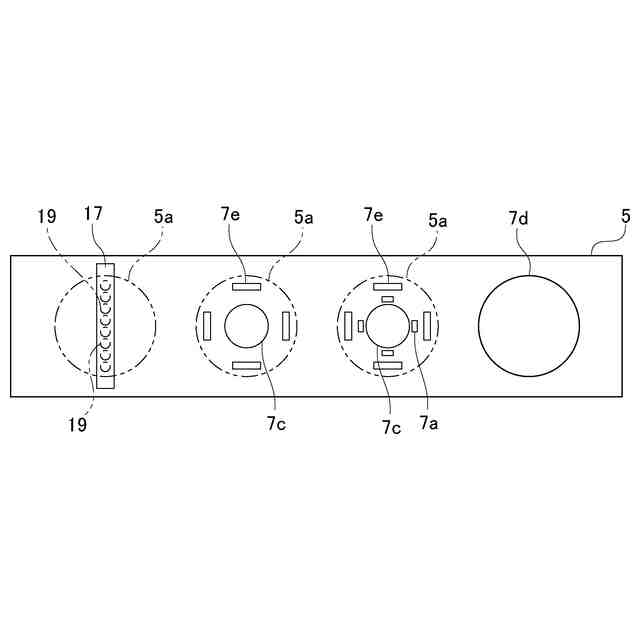
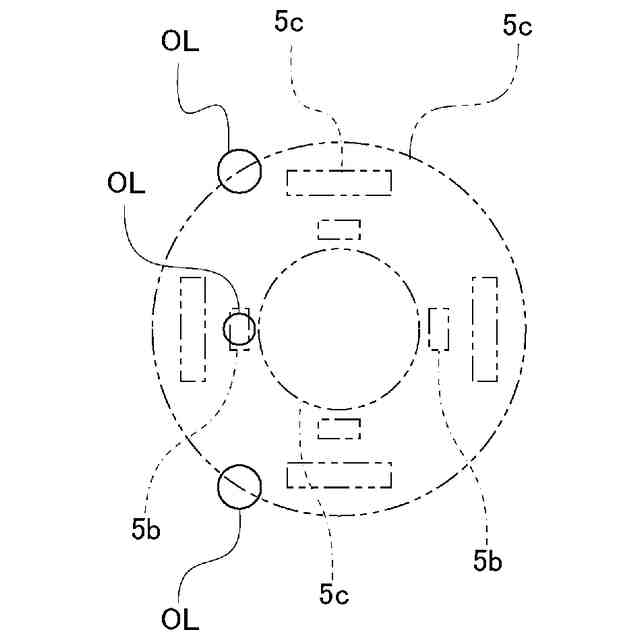
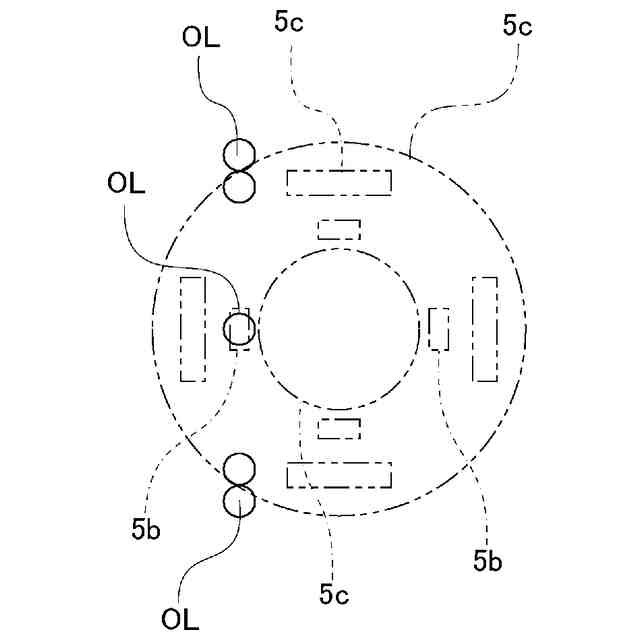
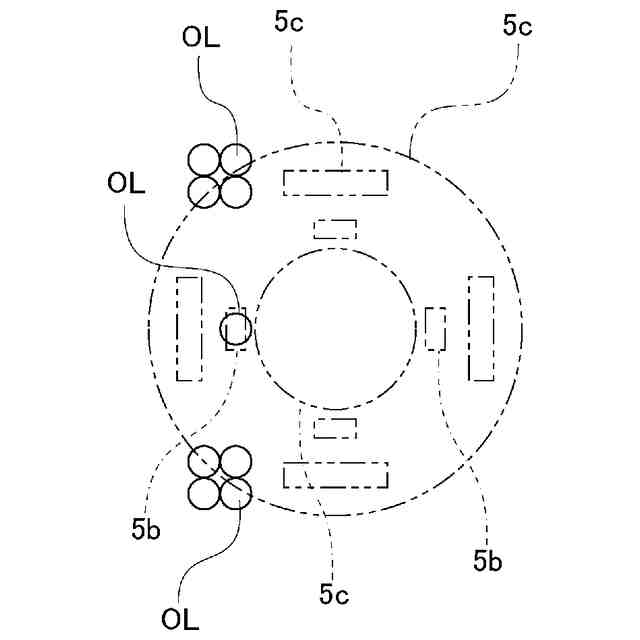
【解決手段】加工油OLを鋼板5のカシメ部7aとなるカシメ予定部5b及び抜き加工部7c、7d、及び7eとなる抜き予定部5cに噴射し、加工油OLは、噴射量及び粘度の少なくとも一方をカシメ予定部5bと抜き予定部5cとで異ならせ、加工油OLの噴射量の場合、カシメ予定部5bで相対的に少なくなるように異ならせ、加工油OLの粘度の場合、カシメ予定部5bで相対的に低くなるように異ならせる。
【選択図】図5
特許請求の範囲
【請求項1】
一側が凹部であり他側が凸部であるカシメ部及び抜き加工による抜き加工部を備えた鉄心片を鋼板から形成する際に加工油を供給する加工油供給方法であって、
前記加工油を前記鋼板の前記カシメ部となるカシメ予定部及び前記抜き加工部となる抜き予定部に噴射し、
前記加工油の噴射量及び粘度の少なくとも一方を前記カシメ予定部と前記抜き予定部とで異ならせ、前記加工油の噴射量の場合は、前記カシメ予定部で相対的に少なくなるように異ならせ、前記加工油の粘度の場合は、前記カシメ予定部で相対的に低くなるように異ならせる、
加工油供給方法。
続きを表示(約 1,300 文字)
【請求項2】
請求項1の加工油供給方法であって、
前記加工油を複数の噴射部から選択的に噴射し、
前記加工油の噴射量を、前記噴射部の数によって設定する、
加工油供給方法。
【請求項3】
請求項1の加工油供給方法であって、
前記加工油の噴射は、前記鋼板を送りながら前記鋼板の幅方向に沿った列状の複数の第1噴射部と前記幅方向に沿った列状の複数の第2噴射部を前記鋼板の送り方向及び前記幅方向にずらした状態で行う、
加工油供給方法。
【請求項4】
請求項1の加工油供給方法であって、
前記加工油の噴射は、前記鋼板を送りながら前記鋼板の幅方向に沿った列状の複数の第1噴射部と前記幅方向に沿った列状の複数の第2噴射部から前記カシメ予定部及び前記抜き予定部にそれぞれ前記加工油を噴射する、
加工油供給方法。
【請求項5】
請求項1の加工油供給方法であって、
前記カシメ予定部及び前記抜き予定部の表面及び裏面に前記加工油を噴射する、
加工油供給方法。
【請求項6】
一側が凹部であり他側が凸部であるカシメ部及び抜き加工による抜き加工部を備えた鉄心片を鋼板から形成する際に加工油を供給する加工油供給装置であって、
前記加工油を前記鋼板の前記カシメ部となるカシメ予定部及び前記抜き加工部となる抜き予定部に噴射する噴射装置を備え、
前記噴射装置は、前記加工油の噴射量及び粘度の少なくとも一方を前記カシメ予定部と前記抜き予定部とで異ならせ、前記加工油の噴射量の場合、前記カシメ予定部で相対的に少なくなるように異ならせ、前記加工油の粘度の場合、前記カシメ予定部に相対的に低くするように異ならせる、
加工油供給装置。
【請求項7】
請求項6の加工油供給装置であって、
前記噴射装置は、前記加工油を選択的に噴射する複数の噴射部を備え、
前記加工油の噴射量を、前記噴射部の数によって設定する、
加工油供給装置。
【請求項8】
請求項6の加工油供給装置であって、
前記加工油の噴射は、前記鋼板を送りながら行われ、
前記噴射装置は、前記鋼板の幅方向に沿った列状の複数の第1噴射部と、前記第1噴射部に対して前記鋼板の送り方向及び前記幅方向にずらされ前記幅方向に沿った列状の複数の第2噴射部とを備えた、
加工油供給装置。
【請求項9】
請求項6の加工油供給装置であって、
前記加工油の噴射は、前記鋼板を送りながら行われ、
前記噴射装置は、前記鋼板の幅方向に沿った列状の複数の第1噴射部と、前記幅方向に沿った列状の複数の第2噴射部とを備え、前記第1噴射部及び前記第2噴射部が前記カシメ予定部及び前記抜き予定部にそれぞれ前記加工油を噴射する、
加工油供給装置。
【請求項10】
請求項6~9の何れか一項の加工油供給装置であって、
前記噴射装置は、インクジェット方式で前記加工油の噴射を行う、
加工油供給装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転電機の積層鉄心に用いられる鉄心片を鋼板から形成する際に加工油を供給する加工油供給方法及び装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
回転電機の積層鉄心としては、例えば特許文献1のように、複数の円板状の鉄心片をそれぞれ鋼板からプレスにより打ち抜き、これら鉄心片を積層してカシメにより一体化するものがある。
【0003】
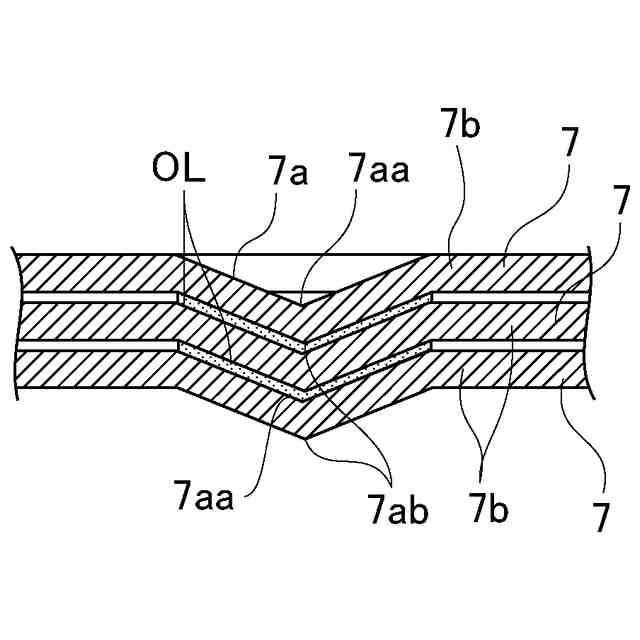
カシメは、各鉄心片に設けられたカシメ部により行われる。カシメ部は、プレスによって形成され、一側が凹部であり他側が凸部となっている。このカシメ部により、隣接する鉄心片が相互にカシメられる。すなわち、一方の鉄心片のカシメ部の凹部に他方の鉄心片のカシメ部の凸部が嵌合する。
【0004】
かかる鉄心片の打ち抜きやカシメ部の形成時には、プレス金型の保護等の観点から鋼板に加工油が供給されるのが一般的である。この加工油の供給は、噴霧等によって鉄心片となる部分全体に対して行われている。
【0005】
しかし、かかる加工油供給方法では、カシメ部に残留する加工油が隣接する鉄心片のカシメ時に凹部及び凸部間に油膜を形成することから、油膜の厚みに応じて隣接する鉄心片間の隙間が拡大するという問題がある。
【先行技術文献】
【特許文献】
【0006】
特開2010-035328号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
解決しようとする問題点は、カシメ部に残留する加工油による隣接する鉄心片間の隙間の拡大を抑制できない点である。
【課題を解決するための手段】
【0008】
本発明は、一側が凹部であり他側が凸部であるカシメ部及び抜き加工による抜き加工部を備えた鉄心片を鋼板から形成する際に加工油を供給する加工油供給方法であって、前記加工油を前記鋼板の前記カシメ部となるカシメ予定部及び前記抜き加工部となる抜き予定部に噴射し、前記加工油の噴射量及び粘度の少なくとも一方を前記カシメ予定部と前記抜き予定部とで異ならせ、前記加工油の噴射量の場合は、前記カシメ予定部で相対的に少なくなるように異ならせ、前記加工油の粘度の場合は、前記カシメ予定部で相対的に低くなるように異ならせる、加工油供給方法を提供する。
【0009】
また、本発明は、一側が凹部であり他側が凸部であるカシメ部及び抜き加工による抜き加工部を備えた鉄心片を鋼板から形成する際に加工油を供給する加工油供給装置であって、前記加工油を前記鋼板の前記カシメ部となるカシメ予定部及び前記抜き加工部となる抜き予定部に噴射する噴射装置を備え、前記噴射装置は、前記加工油の噴射量及び粘度の少なくとも一方を前記カシメ予定部と前記抜き予定部とで異ならせ、前記加工油の噴射量の場合、前記カシメ予定部で相対的に少なくなるように異ならせ、前記加工油の粘度の場合、前記カシメ予定部に相対的に低くするように異ならせる、加工油供給装置を提供する。
【発明の効果】
【0010】
本発明によれば、カシメ部に残留する加工油による隣接する鉄心片間の隙間の拡大を抑制できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本発條株式会社
車両用シート
13日前
日本発條株式会社
リッド開閉装置
8日前
日本発條株式会社
グリップパッド
14日前
日本発條株式会社
車両の運転席用シート
13日前
日本発條株式会社
コアの製造方法及び装置
6日前
日本発條株式会社
機械式駐車設備用充電システム
6日前
日本発條株式会社
シートトリム及び車両用シート
7日前
日本発條株式会社
シートバック及び車両用シート
8日前
日本発條株式会社
回転式フック及び車両用シート
8日前
日本発條株式会社
鋼線材および鋼線材の製造方法
13日前
日本発條株式会社
アームレスト及び車両用シート
21日前
日本発條株式会社
インサイドフィニッシャ及び車両用シート
1日前
日本発條株式会社
車両用シートのシートクッション及び車両用シート
8日前
日本発條株式会社
モータの製造方法
1か月前
日機装株式会社
加圧装置
1か月前
相源株式会社
制御装置
1か月前
有限会社ダイルクラブ
空き缶潰し器
13日前
株式会社菊水製作所
成形品製造用機械の監視システム
22日前
マクセル株式会社
粉体成型体の製造方法及び製造装置
29日前
パナソニックIPマネジメント株式会社
プレス成形金型
1日前
日伸工業株式会社
プレス加工システム及びプレス加工装置
1か月前
ノリタケ株式会社
ロールコンパクション成形装置およびロールコンパクション成形用搬送装置
2か月前
アピックヤマダ株式会社
プレス装置、プレス方法、樹脂封止装置及び樹脂封止方法
1か月前
株式会社放電精密加工研究所
機械学習装置、情報処理装置、推論装置、機械学習方法、情報処理方法、及び、推論方法
1か月前
フェッテ コンパクティング ゲーエムベーハー
回転式錠剤プレス機および回転式錠剤プレス機を用いたプレスパンチの潤滑方法
27日前
日本精工株式会社
サーボプレス機構、プレス加工方法、軸受の製造方法、機械装置の製造方法、及び車両の製造方法
8日前
トヨタ自動車株式会社
車両および車両制御インターフェース
6日前
ローム株式会社
時間測定回路
2か月前
シプルメット・ゲーエムベーハー
治療用ペプチド及び治療用タンパク質の経粘膜送達のための薬学的組成物
2日前
甘李薬業股フン有限公司
インスリン誘導体
1か月前
セラ セラピューティクス エルエルシー
眼圧降下剤、神経栄養剤、C型ナトリウム利尿ペプチド、ナトリウム利尿ペプチド受容体B、アポトーシスシグナリング断片化阻害剤またはFASリガンド阻害剤を含む、緑内障または高眼圧症を治療するための薬剤送達系
1か月前
ミルウォーキー エレクトリック ツール コーポレイション
バッテリパック
1か月前
キヤノン株式会社
モジュール
2か月前
他の特許を見る

 特許ウォッチ
特許ウォッチ