TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025085533
公報種別
公開特許公報(A)
公開日
2025-06-05
出願番号
2023199481
出願日
2023-11-24
発明の名称
コイルセグメントの製造装置及び方法
出願人
日本発條株式会社
代理人
個人
,
個人
主分類
H02K
15/0414 20250101AFI20250529BHJP(電力の発電,変換,配電)
要約
【課題】より精度の高いコイルセグメントの形状の設定を可能にするコイルセグメントの製造方法を提供する。
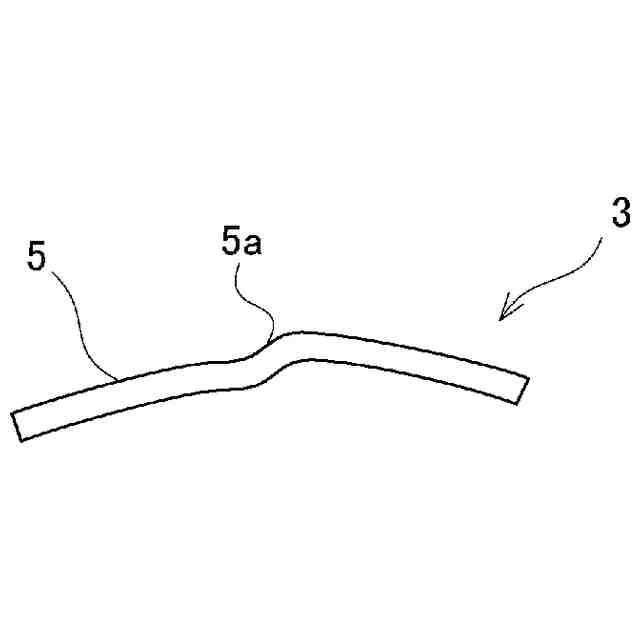
【解決手段】線材Wを折り曲げて成形されるコイルセグメント3の製造方法であって、線材Wの一側Waに対して他側Wcを相対的に第1方向に変位させて線材Wの一側Wa及び他側Wc間を折り曲げ、線材Wの一側Waに対して他側Wcを相対的に第1方向とは逆向きの第2方向に変位させて線材Wの一側Wa及び他側Wc間を曲げ戻す。
【選択図】図7
特許請求の範囲
【請求項1】
線材を折り曲げて成形されるコイルセグメントの製造方法であって、
前記線材の一側に対して他側を相対的に第1方向に変位させて前記線材の前記一側及び前記他側間を折り曲げ、
前記線材の前記一側に対して前記他側を相対的に前記第1方向とは逆向きの第2方向に変位させて、前記線材の前記一側及び前記他側間を曲げ戻す、
コイルセグメントの製造方法。
続きを表示(約 1,600 文字)
【請求項2】
請求項1のコイルセグメントの製造方法であって、
前記曲げ戻しの変位量は、前記折り曲げの変位量よりも小さい、
コイルセグメントの製造方法。
【請求項3】
請求項1又は2のコイルセグメントの製造方法であって、
前記コイルセグメントは、折返部を介して一対の脚部が並んで配置され、
前記線材の前記一側は、前記折返部及び前記脚部の一方となる一側部であり、前記線材の前記他側は、前記折返部及び前記脚部の他方となる他側部である、
コイルセグメントの製造方法。
【請求項4】
請求項3のコイルセグメントの製造方法であって、
前記折返部となる前記線材の中間部を把持し、
前記線材の前記中間部よりも端部側に位置する前記脚部となる端部側部分を前記第1方向に押圧して前記折り曲げを行い、
前記端部側部分を前記第2方向に押圧して前記曲げ戻しを行う、
コイルセグメントの製造方法。
【請求項5】
請求項1又は2のコイルセグメントの製造方法であって、
前記コイルセグメントは、折返部を介して一対の脚部が並んで配置され、
前記線材の一側は、前記折返部となる部分における一側部であり、前記線材の他側は、前記折返部となる部分における他側部である、
コイルセグメントの製造方法。
【請求項6】
請求項5のコイルセグメントの製造方法であって、
前記折返部となる前記線材の中間部をプレスして前記中間部の前記一側部と前記他側部との間で前記折り曲げを行い、
前記プレス後に前記一側部及び前記他側部の一方を把持して前記一側部又は前記他側部の他方を曲げ戻す、
コイルセグメントの製造方法。
【請求項7】
線材を折り曲げて成形されるコイルセグメントの製造装置であって、
前記線材の一側に対して他側を相対的に第1方向に変位させる変位部と、
前記線材の前記一側に対して前記他側を相対的に前記第1方向とは逆向きの第2方向に変位させる曲げ戻し部と、を備え、
前記変位部は、前記線材の前記他側を前記第1方向に変位させて前記線材の前記一側及び前記他側間を折り曲げ、
前記曲げ戻し部は、前記線材の前記他側を前記第2方向に変位させて前記一側及び前記他側間を曲げ戻す、
コイルセグメントの製造装置。
【請求項8】
請求項7のコイルセグメントの製造装置であって、
前記コイルセグメントは、折返部を介して一対の脚部が並んで配置され、
前記線材の前記一側は、前記折返部及び前記脚部の一方となる一側部であり、前記線材の前記他側は、前記折返部及び前記脚部の他方となる他側部である、
コイルセグメントの製造装置。
【請求項9】
請求項8のコイルセグメントの製造装置であって、
前記折返部となる前記線材の中間部を把持する把持部を備え、
前記変位部は、前記線材の前記中間部よりも端部側に位置する前記脚部となる端部側部分を前記第1方向に押圧して前記折り曲げを行い、
前記曲げ戻し部は、前記端部側部分を前記第2方向に押圧して前記曲げ戻しを行う、
コイルセグメントの製造装置。
【請求項10】
請求項7のコイルセグメントの製造装置であって、
前記コイルセグメントは、折返部を介して一対の脚部が並んで配置され、
前記線材の一側は、前記折返部となる部分における一側部であり、前記線材の他側は、前記折返部となる部分における他側部である、
コイルセグメントの製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
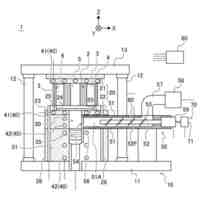
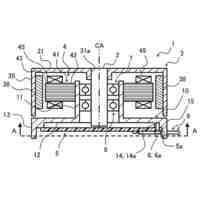
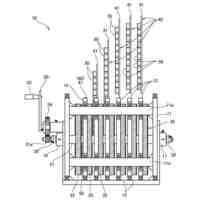
本発明は、回転電機のステーターのコイルに用いられるコイルセグメントの製造装置及び方法に関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
従来のコイルセグメントの製造装置としては、特許文献1に記載のものがある。
【0003】
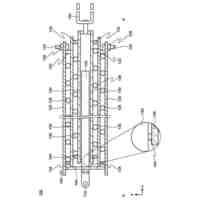
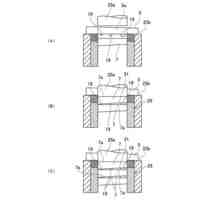
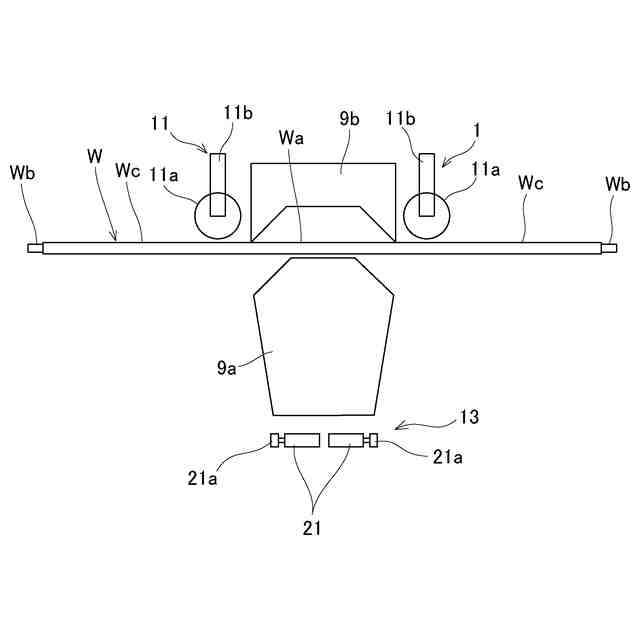
この製造装置は、図11のように、成形型105及び107により線材Wの中間部を保持し、成形ローラー109及び111を成形型105の側面105aに沿って降下させ、折返し形状のコイルセグメントを成形する。
【0004】
かかる成形では、コイルセグメントのスプリングバックを考慮して、線材Wの端部に向けて漸次近接するようにコイルセグメントの形状を設定する。コイルセグメントの形状の設定は、成形型105の斜面からなる側面105aに成形ローラー109及び111で線材Wを押し付けることで行うことができる。
【0005】
しかし、コイルセグメントのスプリングバック量が一定ではないため、コイルセグメントの形状にばらつきが生じるおそれがある。従って、より精度の高いコイルセグメントの形状の設定が望まれていた。
【先行技術文献】
【特許文献】
【0006】
特開2004-297863号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
解決しようとする問題点は、より精度の高いコイルセグメントの形状の設定が望まれていた点である。
【課題を解決するための手段】
【0008】
本発明は、線材を折り曲げて成形されるコイルセグメントの製造方法であって、前記線材の一側に対して他側を相対的に第1方向に変位させて前記線材の前記一側及び前記他側間を折り曲げ、前記線材の前記一側に対して前記他側を相対的に前記第1方向とは逆向きの第2方向に変位させて、前記線材の前記一側及び前記他側間を曲げ戻す、コイルセグメントの製造方法を提供する。
【0009】
また、本発明は、線材を折り曲げて成形されるコイルセグメントの製造装置であって、前記線材の一側に対して他側を相対的に第1方向に変位させる変位部と、前記線材の前記一側に対して前記他側を相対的に前記第1方向とは逆向きの第2方向に変位させる曲げ戻し部と、を備え、前記変位部は、前記線材の前記他側を前記第1方向に変位させて前記線材の前記一側及び前記他側間を折り曲げ、前記曲げ戻し部は、前記線材の前記他側を前記第2方向に変位させて前記一側及び前記他側間を曲げ戻す、コイルセグメントの製造装置を提供する。
【発明の効果】
【0010】
本発明は、より精度の高いコイルセグメントの形状の設定が可能となる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本発條株式会社
車両用シート
今日
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
10日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
シートバック
25日前
日本発條株式会社
アームレスト装置
今日
日本発條株式会社
車両用シート装置
3日前
日本発條株式会社
テンションバランサ
4日前
日本発條株式会社
クリップセット装置
12日前
日本発條株式会社
搬送装置および搬送方法
1か月前
日本発條株式会社
加工油供給方法及び装置
25日前
日本発條株式会社
押圧部材および保持装置
26日前
日本発條株式会社
シート部品及び車両用シート
1か月前
日本発條株式会社
積層鉄心の製造方法及び装置
7日前
日本発條株式会社
シートパッド及び車両用シート
1か月前
日本発條株式会社
バックパッド及びシートバック
6日前
日本発條株式会社
シートクッションパッド固定構造
1か月前
日本発條株式会社
情報処理装置、方法およびプログラム
19日前
日本発條株式会社
サスペンションマット及び車両用シート
3日前
日本発條株式会社
交流通電加熱装置およびコイルばねの製造方法
1か月前
日本発條株式会社
パーソナルウォータクラフトと、その制御方法
1か月前
日本発條株式会社
シート表皮構造、車両用シート、及びシート表皮の製造方法
1か月前
日本発條株式会社
シート表皮構造、車両用シート、及びシート表皮の製造方法
1か月前
日本発條株式会社
車両用シートの樹脂カバー、シート調節機構の操作ノブ及び車両用シート
13日前
日本発條株式会社
シート表皮の吊り込み構造、車両用シート、及び吊り込み構造部の製造方法
1か月前
日本発條株式会社
シートヒータおよび移動体用シート
1か月前
日本発條株式会社
パワーシート制御装置及びパワーシート
1か月前
日本発條株式会社
モータコアの製造装置及びモータコアの製造方法
1か月前
ニデック株式会社
モータ
11日前
個人
発電装置
5日前
個人
電流制御形AC-DC電源
4日前
個人
ステッピングモータ実習装置
18日前
キヤノン株式会社
電源装置
1か月前
キヤノン株式会社
電源装置
5日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ