TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025098640
公報種別
公開特許公報(A)
公開日
2025-07-02
出願番号
2023214908
出願日
2023-12-20
発明の名称
搬送装置および搬送方法
出願人
日本発條株式会社
代理人
弁理士法人スズエ国際特許事務所
主分類
B65G
51/02 20060101AFI20250625BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】 部品を安定して搬送することができる搬送装置を提供する。
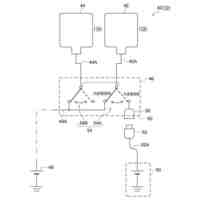
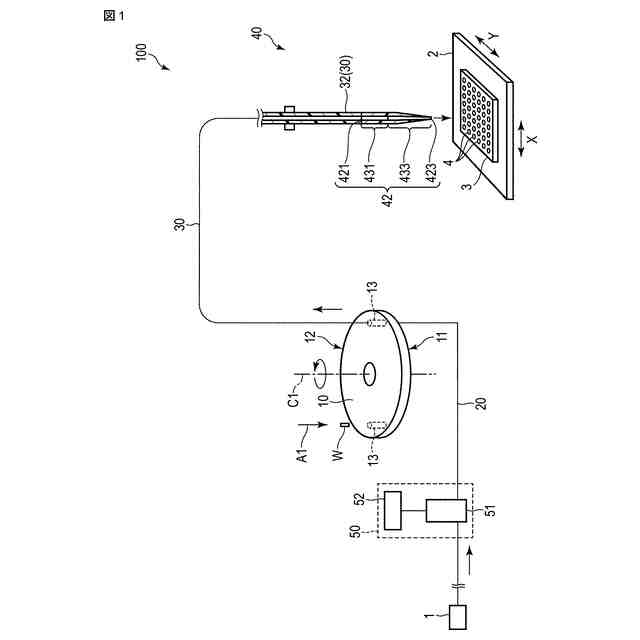
【解決手段】 一実施形態に係る搬送装置は、エアによって部品を搬送する搬送装置である。前記搬送装置は、第1端部と第2端部とを有し、前記第1端部から前記第2端部に向けて前記部品が搬送される搬送チューブと、前記第1端部から供給される前記エアの供給と前記エアの供給の停止とを制御し、前記部品が搬送される間において、前記エアの供給を少なくとも1度は停止する制御手段と、を備える。
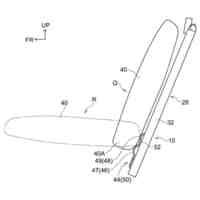
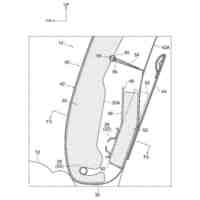
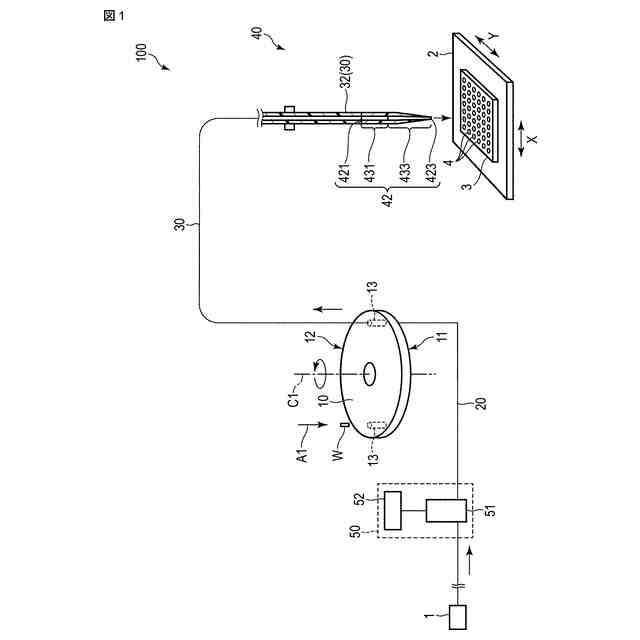
【選択図】 図1
特許請求の範囲
【請求項1】
エアによって部品を搬送する搬送装置であって、
第1端部と第2端部とを有し、前記第1端部から前記第2端部に向けて前記部品が搬送される搬送チューブと、
前記第1端部から供給される前記エアの供給と前記エアの供給の停止とを制御し、前記部品が搬送される間において、前記エアの供給を少なくとも1度は停止する制御手段と、を備える、
搬送装置。
続きを表示(約 1,000 文字)
【請求項2】
前記制御手段は、前記第1端部から前記第2端部までを前記部品が搬送される間において、前記エアを供給する回数が前記エアの供給を停止する回数よりも多くなるように前記エアの供給の停止を制御する、
請求項1に記載の搬送装置。
【請求項3】
前記制御手段は、1回あたりの前記エアを供給する時間と1回あたりの前記エアの供給を停止する時間とが等しくなるように前記エアの供給の停止を制御する、
請求項2に記載の搬送装置。
【請求項4】
前記制御手段は、1回あたりの前記エアを供給する時間が1回あたりの前記エアの供給を停止する時間よりも短くなるように前記エアの供給の停止を制御する、
請求項2に記載の搬送装置。
【請求項5】
供給される前記エアの圧力は、前記部品が前記搬送チューブ内を動き出すのに必要な圧力以上である、
請求項2に記載の搬送装置。
【請求項6】
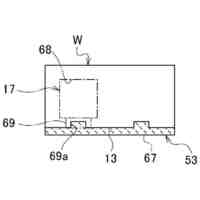
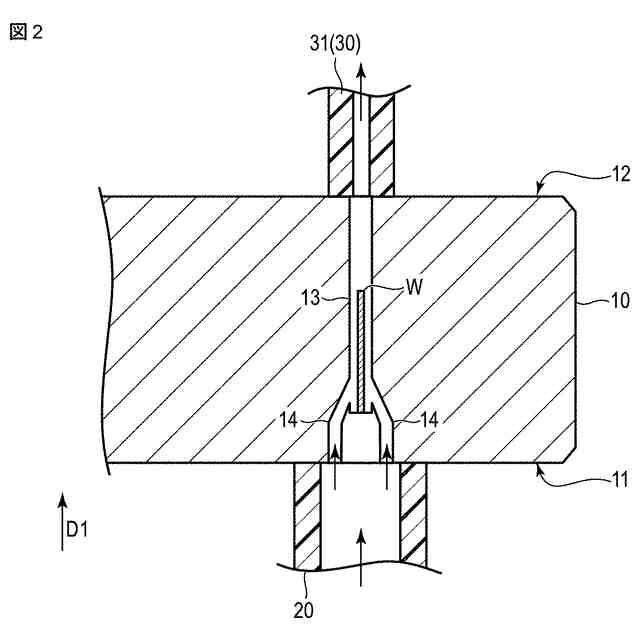
前記搬送チューブに繋がるとともに、前記部品が配置されるポケットを有するテーブルと、
前記テーブルに繋がるとともに、前記ポケットを介して、前記搬送チューブに前記エアを供給するエア配管と、をさらに備えている、
請求項1に記載の搬送装置。
【請求項7】
前記制御手段は、前記エア配管に設置され、前記搬送チューブに供給する前記エアの供給と供給の停止とを切り替えるための調整部を有している、
請求項6に記載の搬送装置。
【請求項8】
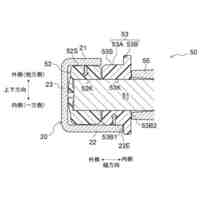
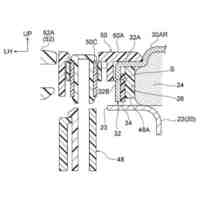
前記第2端部に設けられ、前記部品を排出する先端に向けて内径が小さくなるノズルをさらに備えている、
請求項7に記載の搬送装置。
【請求項9】
エアによって部品を搬送する搬送方法であって、
前記部品が搬送される搬送チューブに供給される前記エアの供給と前記エアの供給の停止とを制御する、ことを含み、
前記制御するとは、前記部品が前記搬送チューブを搬送される間において、前記エアの供給を少なくとも1度は停止することである、
搬送方法。
【請求項10】
前記制御するとは、前記部品が搬送される間において、前記エアを供給する回数が前記エアの供給を停止する回数よりも多くなるように前記エアの供給の停止することである、
請求項9に記載の搬送方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、搬送装置および搬送方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、部品の搬送方法の1つとして、エアを利用した部品の搬送が知られている。例えば、特許文献1には、圧縮空気を利用してタンク内に多数収容されたコイル状圧縮バネ相互の絡みを解き、前記コイル状圧縮バネを1個ずつパイプを介して取出すことを特徴とするエアー式バネ供給装置が開示されている。
【0003】
他の例として、特許文献2には、搬送物を搬送する搬送装置であって、圧縮空気を動力源として空気の吸込み及び吐出を行うエアガンと、エアガンの空気吐出側に設置される搬送チューブとを備え、前記搬送チューブは、複数の線条部材を断面略円形となるように配列することにより周囲が開放された略筒状の空間として形成され、前記搬送物は、前記エアガンの吸込みによる慣性力により、前記線条部材で囲まれる空間内を線条部材の長手方向に沿って移送されることを特徴とする搬送装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開平9-71324号公報
特開2016-137974号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述の特許文献1,2に開示された装置を踏まえても、部品の搬送に関しては種々の問題がある。例えば、搬送先に設けられた治具に部品を投入する場合、供給されるエアの圧力が大きすぎると、部品が治具で跳ね返り、所定の位置に部品を配置できないということが問題の1つとしてある。
【0006】
そこで、本発明は、部品を安定して搬送することができる搬送装置および搬送方法を提供することを目的の一つとする。
【課題を解決するための手段】
【0007】
一実施形態に係る搬送装置は、エアによって部品を搬送する搬送装置である。前記搬送装置は、第1端部と第2端部とを有し、前記第1端部から前記第2端部に向けて前記部品が搬送される搬送チューブと、前記第1端部から供給される前記エアの供給と前記エアの供給の停止とを制御し、前記部品が搬送される間において、前記エアの供給を少なくとも1度は停止する制御手段と、を備える。
【0008】
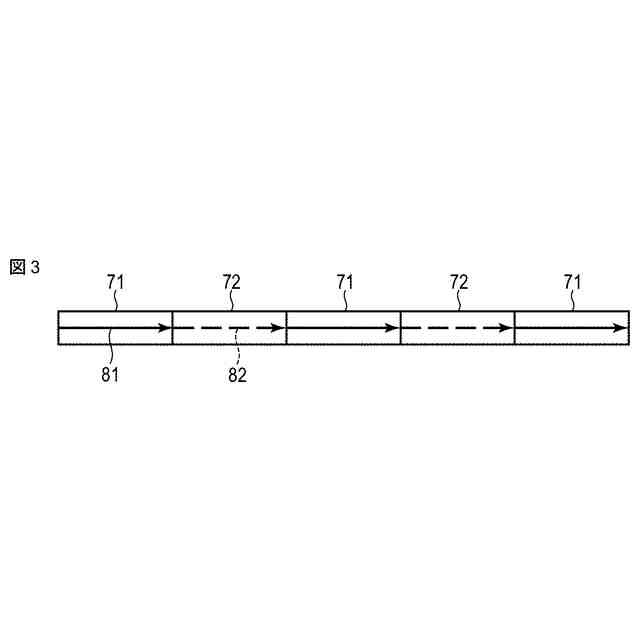
前記制御手段は、前記第1端部から前記第2端部までを前記部品が搬送される間において、前記エアを供給する回数が前記エアの供給を停止する回数よりも多くなるように前記エアの供給の停止を制御してもよい。
【0009】
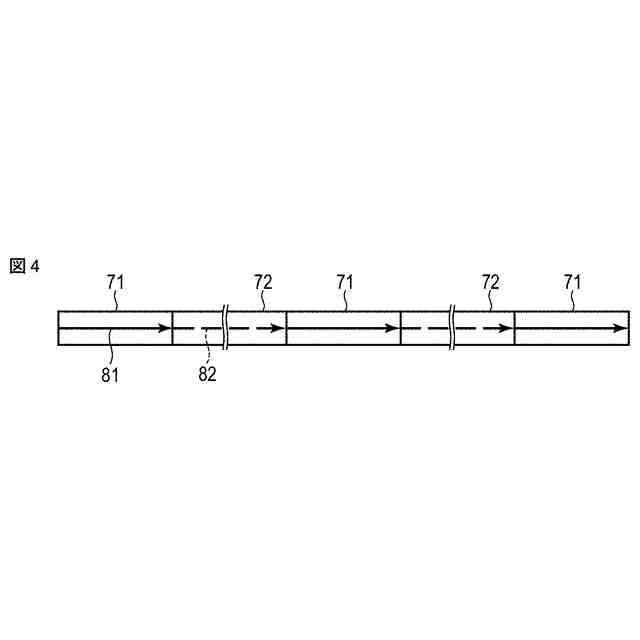
前記制御手段は、1回あたりの前記エアを供給する時間と1回あたりの前記エアの供給を停止する時間とが等しくなるように前記エアの供給の停止を制御してもよい。前記制御手段は、1回あたりの前記エアを供給する時間が1回あたりの前記エアの供給を停止する時間よりも短くなるように前記エアの供給の停止を制御してもよい。
【0010】
供給される前記エアの圧力は、前記部品が前記搬送チューブ内を動き出すのに必要な圧力以上であってもよい。前記搬送装置は、前記搬送チューブに繋がるとともに、前記部品が配置されるポケットを有するテーブルと、前記テーブルに繋がるとともに、前記ポケットを介して、前記搬送チューブに前記エアを供給するエア配管と、をさらに備えてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本発條株式会社
駐車装置
25日前
日本発條株式会社
駐車装置
1か月前
日本発條株式会社
放熱構造体
10日前
日本発條株式会社
空調シート
19日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
18日前
日本発條株式会社
車両用シート
19日前
日本発條株式会社
クリップ部材
3日前
日本発條株式会社
車両用シート
25日前
日本発條株式会社
駐車システム
27日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
車両用シート
18日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
車両用シート
9日前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
1か月前
日本発條株式会社
車両用シート
18日前
日本発條株式会社
シート空調装置
1か月前
日本発條株式会社
アームレスト装置
1か月前
日本発條株式会社
アームレスト装置
1か月前
日本発條株式会社
インサート成形部品
3日前
日本発條株式会社
搬送装置及び搬送システム
1か月前
日本発條株式会社
アームレスト回転制動構造
19日前
日本発條株式会社
固定子鉄心片の打ち抜き方法
3日前
日本発條株式会社
シート用サスペンション装置
25日前
日本発條株式会社
プローブホルダおよび検査方法
3日前
日本発條株式会社
シートトリム及び車両用シート
1か月前
日本発條株式会社
トリムカバー及び車両用シート
1か月前
日本発條株式会社
カップホルダ及び車両用シート
1か月前
日本発條株式会社
ディスク装置用サスペンション
1か月前
日本発條株式会社
ディスク装置用サスペンション
1か月前
日本発條株式会社
トリムカバー及び車両用シート
27日前
日本発條株式会社
ヘッドレスト及び車両用シート
1か月前
日本発條株式会社
ウレタンパッド及びその製造方法
9日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ