TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025168707
公報種別
公開特許公報(A)
公開日
2025-11-12
出願番号
2024073363
出願日
2024-04-30
発明の名称
粉体成型体の製造方法及び製造装置
出願人
マクセル株式会社
代理人
個人
,
個人
主分類
B30B
11/00 20060101AFI20251105BHJP(プレス)
要約
【課題】薄くて均一な厚みを有する粉体成型体を製造することができる粉体成型体の製造方法を提供する。
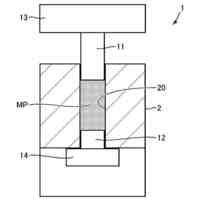
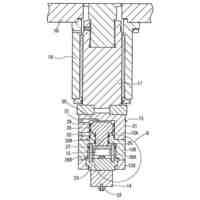
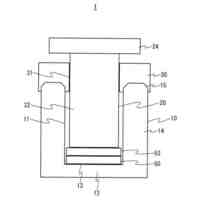
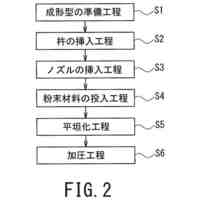
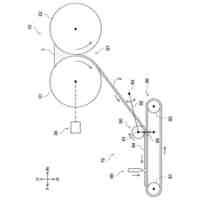
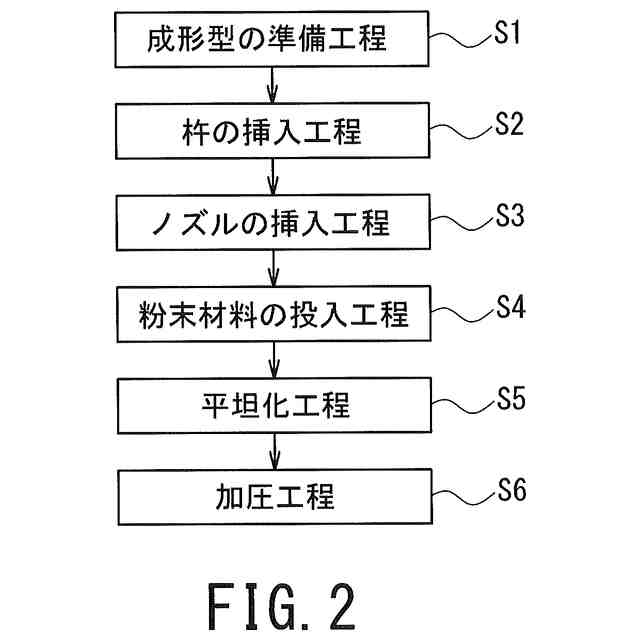
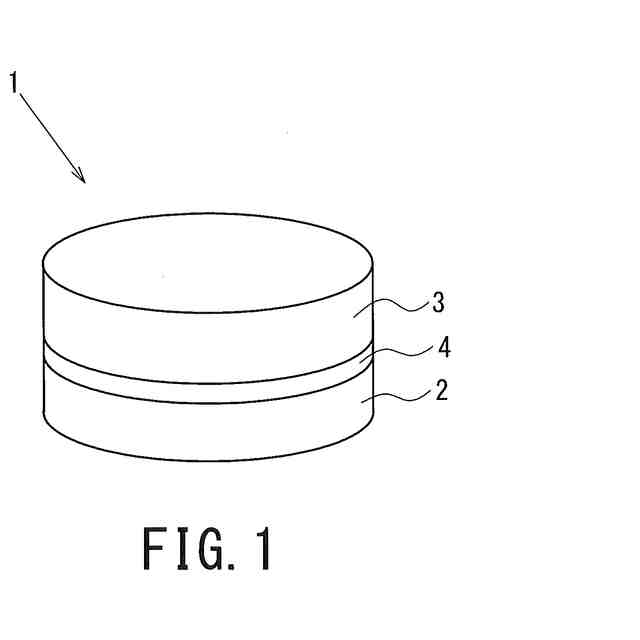
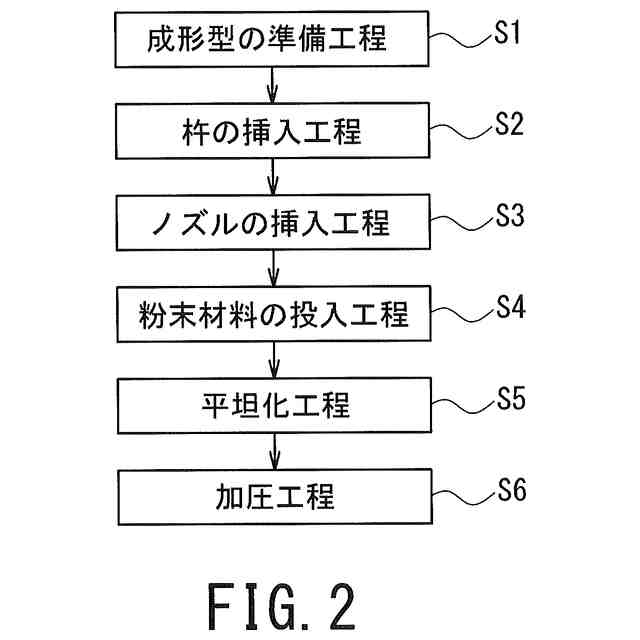
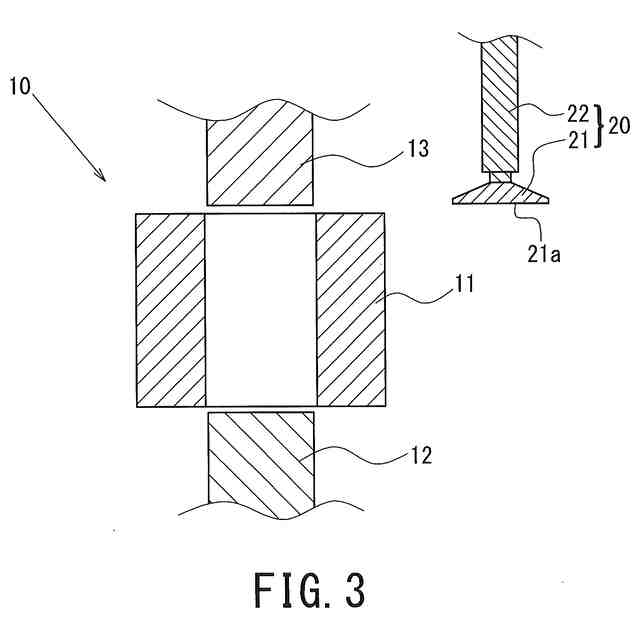
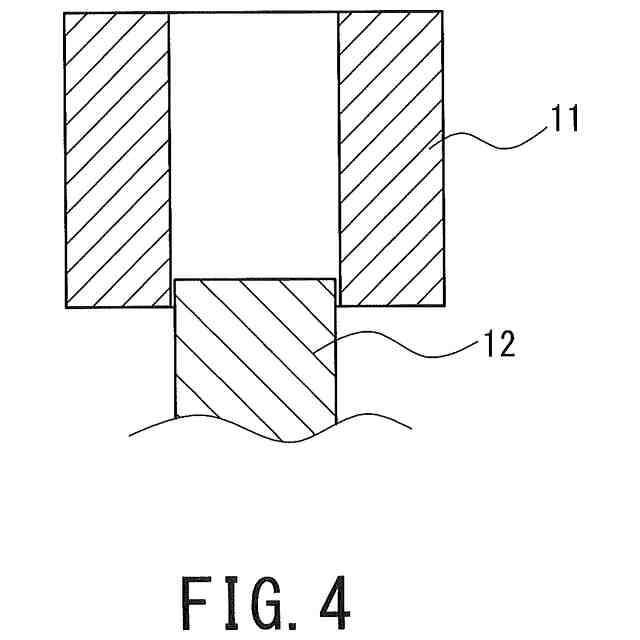
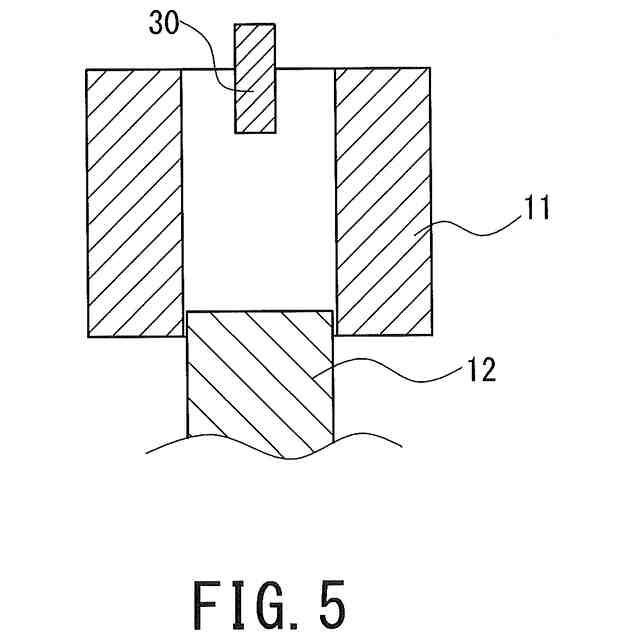
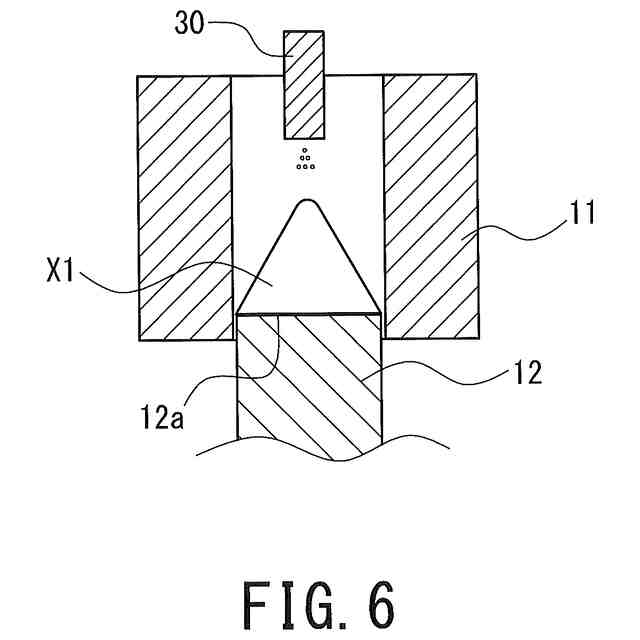
【解決手段】粉体成型体の製造方法は、筒状の成形臼11、杵12及び杵13を有する成形型10と、粉体均し具20とを準備する。成形臼11の内部に杵12を挿入して一方の開口を閉じる。成形臼11の他方の開口からノズル30を挿入して粉体材料X1を投入する。成形臼11の他方の開口から粉体均し具20を挿入し、粉体均し具20を回転させながら押下げることにより粉体材料X1を平坦化する。粉体均し具20に代えて杵13を成形臼11の内部に挿入して押下げることにより、粉体材料X1を加圧する。粉体材料X1を加圧する前に粉体均し具20で押し広げながら粉体材料X1を平坦化することにより、薄くて均一な厚みを有する粉体成型体(固体電解質層4)を得ることができる。
【選択図】図2
特許請求の範囲
【請求項1】
粉体成型体の製造方法であって、
筒状の成形臼及び前記成形臼の第1の開口から挿入される第1杵を有する成形型と、前記成形臼の第1の開口から挿入される粉体均し具とを準備する工程と、
前記成形臼の第1の開口から前記成形臼の内部に粉体材料を投入し、前記成形臼の内部に前記粉体材料を配置する工程と、
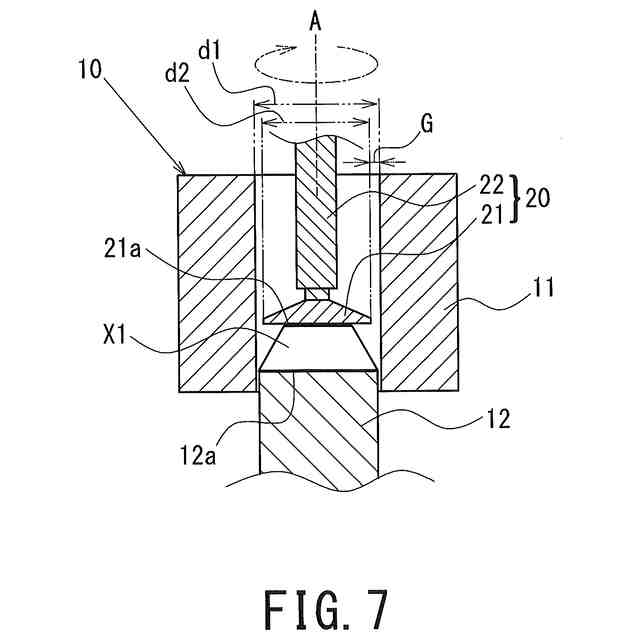
前記成形臼の第1の開口から前記粉体均し具を挿入し、前記粉体均し具及び前記成型臼の内部の少なくとも一方を周方向に回転させながら前記粉体均し具を押下げて前記粉体材料を平坦化する工程と、
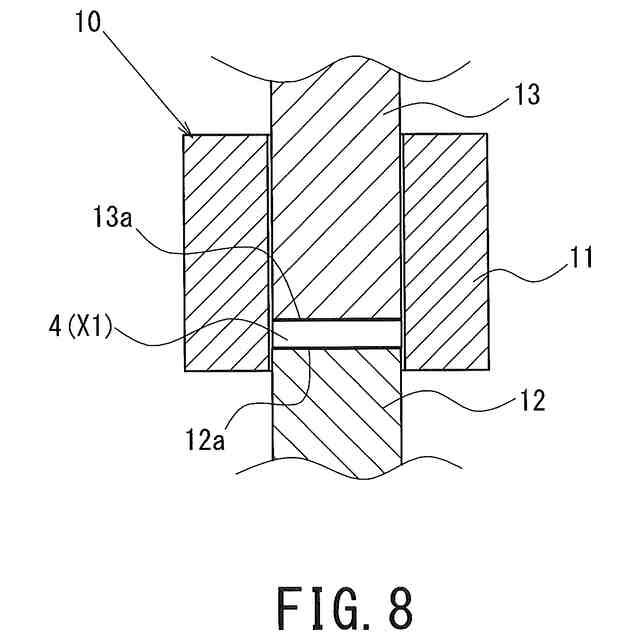
前記成形臼の内部から前記粉体均し具を取り出したのち、前記成形臼の第1の開口から前記第1杵を挿入し、前記平坦化された粉体材料を加圧する工程と、を含む、粉体成型体の製造方法。
続きを表示(約 1,500 文字)
【請求項2】
請求項1に記載の粉体成型体の製造方法であって、
前記成型臼は、前記成形臼の第1の開口の反対側に第2の開口を有し、
前記成形型は、前記成形臼の第2の開口から挿入される第2杵をさらに有し、
前記成形臼の内部に前記粉体材料を投入する工程の前に、前記成形臼の第2の開口から前記第2杵を挿入し、前記成形臼の第2の開口を閉じる工程を含み、
前記成形臼の内部に前記粉体材料を配置する工程において、前記粉体材料は前記第2杵の上方に配置される、粉体成型体の製造方法。
【請求項3】
請求項1に記載の粉体成型体の製造方法であって、
前記粉体材料は、山なり形状となるように前記成形臼の内部に配置される、粉体成型体の製造方法。
【請求項4】
請求項1に記載の粉体成型体の製造方法であって、
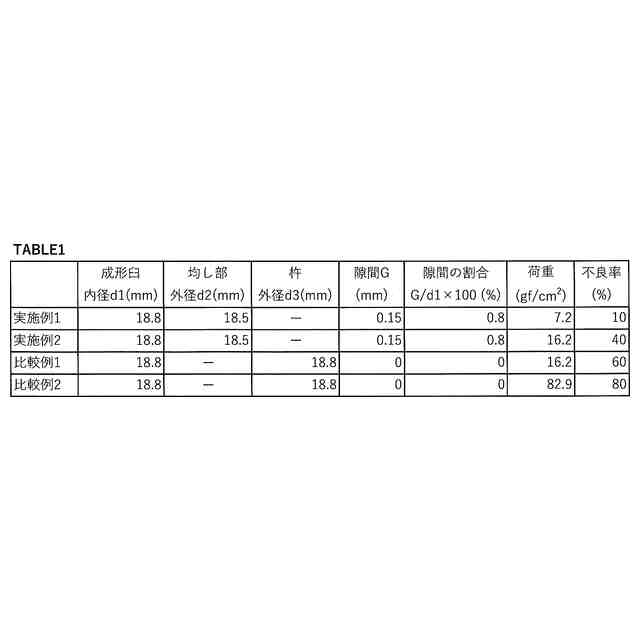
前記粉体均し具を押下げて前記粉体材料を平坦化する工程において、前記粉体均し具と前記成形臼との間には隙間が形成されており、
前記成形臼の内径をd1、前記粉体均し具の外径をd2とし、前記隙間を「(d1-d2)/2」で定義したとき、
前記隙間は、0.05mm以上であり、前記内径d1の10%以下である、粉体成型体の製造方法。
【請求項5】
請求項1に記載の粉体成型体の製造方法であって、
前記粉体均し具を押下げて前記粉体材料を平坦化する工程において、負荷される荷重は、3gf/cm
2
~30gf/cm
2
である、粉体成型体の製造方法。
【請求項6】
請求項1~5のいずれか1項に記載の粉体成型体の製造方法であって、
前記粉体成型体は、全固体電池に内蔵される積層電極体の負極層、固体電解質層及び正極層のいずれか1つであり、
前記粉体材料は、前記負極層、前記固体電解質層及び前記正極層のいずれか1つを形成するための粉体材料である、粉体成型体の製造方法。
【請求項7】
請求項6に記載の粉体成型体の製造方法であって、
前記成形臼は、5mm~50mmの内径を有する、粉体成型体の製造方法。
【請求項8】
粉体成型体の製造装置であって、
成形型と粉体均し具とを有し、
前記成形型は、第1の開口を有する筒状の成形臼と、前記成形臼の第1の開口から挿入されて前記成形臼の内部に配置された粉体材料を加圧する第1杵とを有し、
前記粉体均し具は、前記成形臼の第1の開口から挿入されて、前記成形臼の内部に配置された粉体材料を加圧前に平坦化する、粉体成型体の製造装置。
【請求項9】
請求項8に記載の粉体成型体の製造装置であって、
前記成形臼は、前記第1の開口とは反対側に第2の開口を有し、
前記成形型は、前記成形臼の第2の開口から挿入される第2杵をさらに有し、
前記粉体材料は、前記成形臼の第2の開口に前記第2杵を挿入した状態で、前記第2杵の上方に配置される、粉体成型体の製造装置。
【請求項10】
請求項8に記載の粉体成型体の製造装置であって、
前記成形臼の内部に前記粉体均し具を挿入した状態で、前記粉体均し具と前記成形臼との間には隙間が形成されており、
前記成形臼の内径をd1、前記粉体均し具の外径をd2とし、前記隙間を「(d1-d2)/2」で定義したとき、
前記隙間は、0.05mm以上であり、前記内径d1の10%以下である、粉体成型体の製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、粉末成形体、特に、全固体電池に内蔵される積層電極体の製造方法及び製造装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
全固体電池は、正極層と負極層との間に固体電解質層を配置した積層電極体を電池容器内に収容して組み立てられる。積層電極体は、正極層を形成するための粉状の電極材、負極層を形成するための粉状の電極材及び粉状の固体電解質材を加圧することにより成形される。
【0003】
積層電極体の固体電解質層は、電池容量を向上させるため、比較的薄い方がよい。しかし、固体電解質層を薄く形成しようとすると、積層電極体は、加圧成形する際に割れが生じやすい。また、固体電解質層は、比較的厚く形成した場合に比べ、加圧成形してもムラが生じやすい。そのため、固体電解質層の厚みは、均一になりにくい。積層電極体の割れ及び固体電解質層の厚みの不均一は、内部短絡等の原因となるため、全固体電池の電池性能を低下させ得る。
【0004】
特開2004-356041号公報(特許文献1)は、全固体電池の製造方法を開示している。発電要素がケースに収容される全固体電池の製造方法は、発電要素の成型外型が分離部において分離可能な2つの部分からなり、成形穴部内で、分離部に接する部分に固体電解質層が配された状態で、3層が一体化した圧粉体を形成し、成形外型を分離させて圧粉体を成形穴部から取り出している。これにより、内部短絡を抑制しつつ、正極合材層、固体電解質層及び負極合材層の各界面が強固に接合された3層からなる発電要素を高い信頼性で製造することができる。
【0005】
特開平2-89597号公報(特許文献2)は、高密度圧粉体の製造方法を開示している。高密度圧粉体の製造方法は、金属又はセラミックス等の粉粒体を加圧シリンダー容器内に充填して圧縮するとともに、加圧シリンダー容器内部における粉粒体との接触面を容器の軸の回りで回転させて粉粒体へ回転方向の剪断力を付与している。これにより、粉粒体粒子相互間の位置が変化して間隙率が低下し、気孔の少ない強度の大きな高密度の粉粒体を製造することができる。
【0006】
特開平9-292319号公報(特許文献3)は、粉体の成形方法及び成形装置を開示している。粉体の成形方法では、粉体試料を型枠内に投入し、成形装置の加圧部を、所定の間、回転又は振動させ、型枠内の粉体試料を加圧成形している。これにより、型枠内の試料表面を均し、この後加圧すれば、試料表面の亀裂を防止することができる。
【先行技術文献】
【特許文献】
【0007】
特開2004-356041号公報
特開平2-89597号公報
特開平9-292319号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1の全固体電池の製造方法及び特許文献2の高密度粉粒体の製造方法では、発電要素及び圧粉体を薄く、かつ、均一な厚みに形成することまでは検討されていない。上述のように、粉体成型体が積層電極体である場合には、電池容量の向上及び内部短絡の抑制という観点において、粉末積層体を薄くて均一な厚みで形成することが肝要となる。
【0009】
特許文献3の粉体の成形方法は、加圧部を振動又は回転させることにより粉体試料を均している。しかしながら、加圧部はあくまで粉体試料を加圧することを目的として構成されたものであって、必ずしも粉体試料を適切に均すことができるとは限らない。すなわち、粉体試料をより適切に均すには、さらに検討の余地がある。
【0010】
そこで、本開示は、薄くて均一な厚みを有する粉体成型体を製造することができる粉体成型体の製造方法及び製造方法を提供することを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
マクセル株式会社
表示装置
今日
マクセル株式会社
表示装置
今日
マクセル株式会社
電気かみそりの外刃、電気かみそり、およびめっき積層体
今日
マクセル株式会社
コンテンツ保護処理方法
今日
マクセル株式会社
コンテンツ保護処理方法
今日
マクセル株式会社
デジタル放送変調波の処理方法
7日前
株式会社ヨコオ
製造装置
7か月前
日機装株式会社
加圧装置
1か月前
相源株式会社
制御装置
1か月前
有限会社ダイルクラブ
空き缶潰し器
7日前
大同工業株式会社
高温成形用金型
5か月前
住友重機械工業株式会社
プレス装置
6か月前
住友重機械工業株式会社
プレス装置
6か月前
日本発條株式会社
加工油供給方法及び装置
4か月前
株式会社石垣
スクリュープレスの外筒スクリーン洗浄方法
5か月前
株式会社西田製作所
工具ヘッドと据置台との組み合わせ
7か月前
株式会社ジェイテクトフルードパワーシステム
加圧パンチ装置
6か月前
いすゞ自動車株式会社
成形装置
3か月前
株式会社菊水製作所
成形品製造用機械の監視システム
16日前
マクセル株式会社
粉体成型体の製造方法及び製造装置
23日前
株式会社金陽社
熱プレス用緩衝材
2か月前
大同特殊鋼株式会社
連続式真空ホットプレス装置
2か月前
株式会社ディムコ
ガイドユニットを備えるダブルベルトプレス装置
6か月前
住友重機械工業株式会社
プレス装置及びプレス装置の配管工程
5か月前
トヨタ自動車株式会社
ロールプレス装置
2か月前
冨士発條株式会社
プレスシステム、およびトランスファ装置
3か月前
株式会社SGIC
加熱ブロック及びダブルベルトプレス
6か月前
UBEマシナリー株式会社
押出プレス装置の支援システム
5か月前
日伸工業株式会社
プレス加工システム及びプレス加工装置
1か月前
株式会社石垣
スクリュープレスにおける目詰まり防止機構及びそれを用いた目詰まり防止方法
6か月前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の操作支援方法
2か月前
ノリタケ株式会社
ロールコンパクション成形装置およびロールコンパクション成形用搬送装置
1か月前
株式会社KMC
監視システム、センサープレート及び通信制御ユニット
3か月前
アピックヤマダ株式会社
プレス装置、プレス方法、樹脂封止装置及び樹脂封止方法
28日前
学校法人金沢工業大学
加工機械の制御方法、加工機械の制御装置及び制御プログラム
6か月前
コマツ産機株式会社
プレス機械の金型用の予知保全システム及び予知保全のための方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ