TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025153192
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024055532
出願日
2024-03-29
発明の名称
ロールコンパクション成形装置およびロールコンパクション成形用搬送装置
出願人
ノリタケ株式会社
代理人
個人
,
個人
主分類
B30B
11/00 20060101AFI20251002BHJP(プレス)
要約
【課題】圧縮成形品の品質を保ちつつ搬送すること
【解決手段】
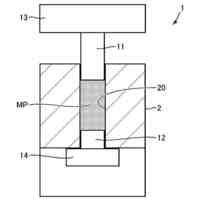
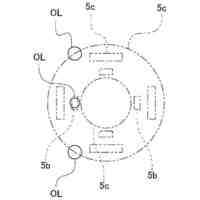
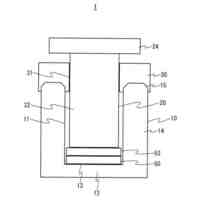
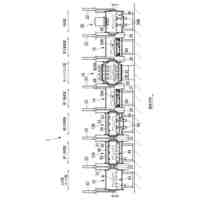
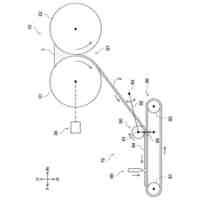
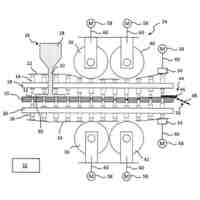
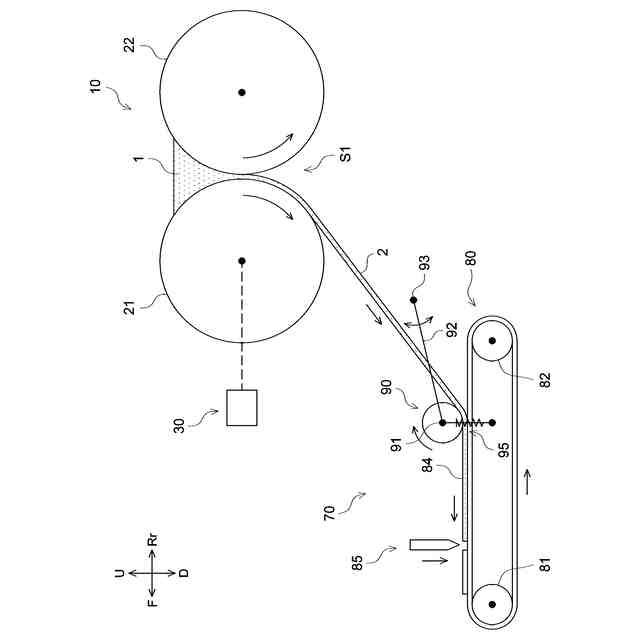
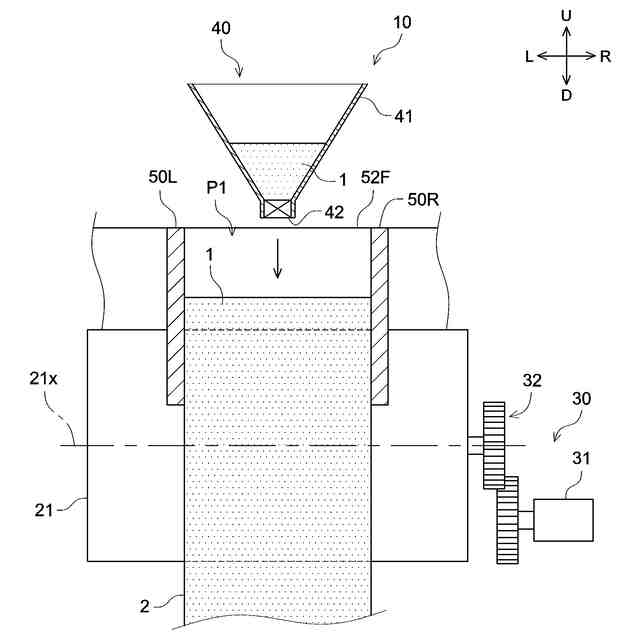
ロールコンパクション成形装置10は、一対の成形ロール21,22と、一対の成形ロール21,22の回転中心線を結ぶ面に対して片側において、一対の成形ロール21,22の軸方向に間隔を開けて配置され、かつ、前記一対の成形ロールの外周面に沿った一対のセキ部材50L,50Rと、一対の成形ロール21,22に対して一対のセキ部材50L,50Rが設けられた側とは反対側に設けられ、一対の成形ロール21,22の間隙S1を通して成形された帯状の圧縮成形品2を受けるコンベア80とを備えている。
【選択図】図3
特許請求の範囲
【請求項1】
予め定められた間隔をあけて、軸線が平行となるように配置された一対の成形ロールと、
前記一対の成形ロールの回転中心線を結ぶ面に対して片側において、前記一対の成形ロールの軸方向に間隔を開けて配置され、かつ、前記一対の成形ロールの外周面に沿った一対のセキ部材と、
前記一対の成形ロールに対して前記一対のセキ部材が設けられた側とは反対側に設けられ、前記一対の成形ロールの間隙を通して成形された帯状の圧縮成形品を受けるコンベアとを備えた、
ロールコンパクション成形装置。
続きを表示(約 790 文字)
【請求項2】
前記コンベアとの間で、帯状の圧縮成形品を挟むガイドロールをさらに備えた、請求項1に記載されたロールコンパクション成形装置。
【請求項3】
前記ガイドロールは、フリーローラである、請求項2に記載されたロールコンパクション成形装置。
【請求項4】
前記コンベアの搬送方向に沿って、前記ガイドロールの位置が調整可能である、請求項2に記載されたロールコンパクション成形装置。
【請求項5】
前記ガイドロールは、前記コンベアに対して上下に動きうるように構成されている、請求項2に記載されたロールコンパクション成形装置。
【請求項6】
前記一対の成形ロールのうちの少なくとも一方を回転させる回転装置をさらに備えた、請求項1に記載されたロールコンパクション成形装置。
【請求項7】
ロールコンパクション成形装置の一対の成形ロールの間隙を通して成形された帯状の圧縮成形品を搬送する搬送装置であって、
前記一対の成形ロールの間隙を通して成形された帯状の圧縮成形品を受けつつ搬送するコンベアと、
前記コンベアとの間で、帯状の圧縮成形品を挟むガイドロールと
を備えた、ロールコンパクション成形用搬送装置。
【請求項8】
前記ガイドロールは、フリーローラである、請求項7に記載されたロールコンパクション成形用搬送装置。
【請求項9】
前記コンベアの搬送方向に沿って、前記ガイドロールの位置が調整可能である、請求項7または8に記載されたロールコンパクション成形用搬送装置。
【請求項10】
前記ガイドロールは、前記コンベアに対して上下に動きうるように構成されている、請求項7または8に記載されたロールコンパクション成形用搬送装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ロールコンパクション成形装置およびロールコンパクション成形用搬送装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特開2017-000955号公報には、原料を搬送する搬送スクリューと、上下一対の原料圧縮用ロール(成形ロール)と、一対の原料圧縮用ロールの原料噛み込み部を囲む閉空間を形成する一対の上下シールおよびサイドシール(セキ部材)と、を備えた乾式造粒機(ロールコンパクション成形装置)が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2017-000955号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、本発明者は、ロールコンパクション成形装置で成形される圧縮成形品の品質を保ちつつ搬送したいと考えている。
【課題を解決するための手段】
【0005】
ここで開示されるロールコンパクション成形装置は、予め定められた間隔をあけて、軸線が平行となるように配置された一対の成形ロールと、一対の成形ロールの回転中心線を結ぶ面に対して片側において、一対の成形ロールの軸方向に間隔を開けて配置され、かつ、一対の成形ロールの外周面に沿った一対のセキ部材と、一対の成形ロールに対して一対のセキ部材が設けられた側とは反対側に設けられ、一対の成形ロールの間隙を通して成形された帯状の圧縮成形品を受けるコンベアとを備えている。
【0006】
かかるロールコンパクション成形装置によれば、成形される圧縮成形品を順次コンベアによって搬送できるので、成形される圧縮成形品の品質を保ちつつ搬送することができる。
【0007】
ロールコンパクション成形用搬送装置は、ロールコンパクション成形装置の一対の成形ロールの間隙を通して成形された帯状の圧縮成形品を搬送する搬送装置である。
ロールコンパクション成形装置用の搬送装置は、一対の成形ロールの間隙を通して成形された帯状の圧縮成形品を受けつつ搬送するコンベアと、コンベアとの間で、帯状の圧縮成形品を挟むガイドロールとを備えている。
【0008】
かかるロールコンパクション成形用搬送装置によれば、ロールコンパクション成形装置によって成形された帯状の圧縮成形品が順次コンベアによって搬送される。このため、ロールコンパクション成形装置によって成形される圧縮成形品の品質を保ちつつ搬送することができる。
【図面の簡単な説明】
【0009】
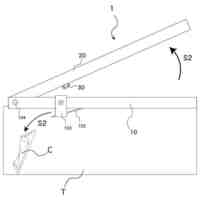
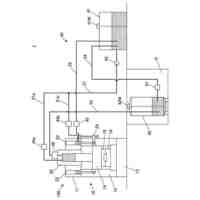
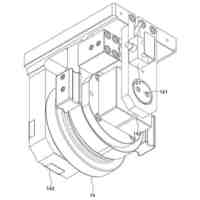
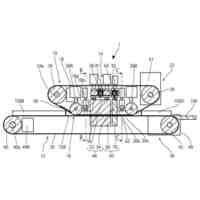
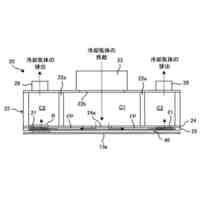
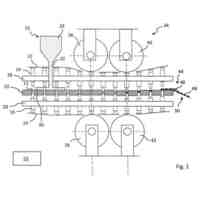
図1は、ロールコンパクション成形装置10の部分的な正面図である。
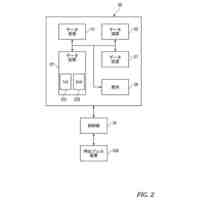
図2は、ロールコンパクション成形装置10の部分的な側面図である。
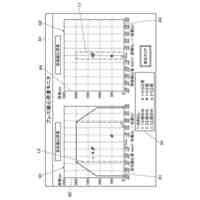
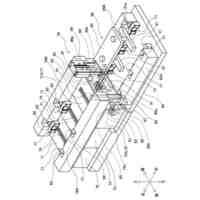
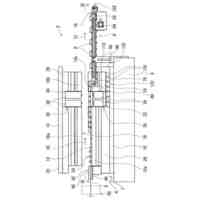
図3は、ロールコンパクション成形装置10の側面図である。
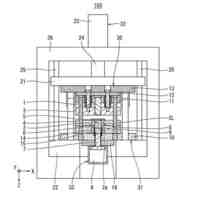
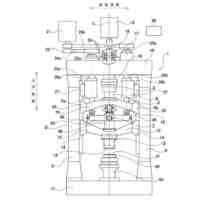
図4は、ロールコンパクション成形装置10の側面図である。
【発明を実施するための形態】
【0010】
以下、本開示の一実施形態を説明する。なお、図面において、同じ作用を奏する部材・部位には、適宜に同じ符号を付して説明している。また、各図は、模式的なものであり、例えば、各図における寸法関係(長さ、幅、厚み等)は実際の寸法関係を反映するものではない。特に言及されない限りにおいて本願発明は、ここで開示される実施形態に限定されない。本明細書において数値範囲を示す「X~Y」などの表記は、特に言及されない限りにおいて「X以上Y以下」を意味する。各図において、上、下、左、右、前、後の向きは、適宜、図中のU、D、L、R、F、Rrの矢印でそれぞれ表されている。上、下、左、右、前、後の向きは、説明の便宜上、定められているに過ぎない。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日機装株式会社
加圧装置
1か月前
相源株式会社
制御装置
1か月前
有限会社ダイルクラブ
空き缶潰し器
13日前
大同工業株式会社
高温成形用金型
5か月前
住友重機械工業株式会社
プレス装置
6か月前
住友重機械工業株式会社
プレス装置
6か月前
日本発條株式会社
加工油供給方法及び装置
5か月前
株式会社石垣
スクリュープレスの外筒スクリーン洗浄方法
5か月前
株式会社ジェイテクトフルードパワーシステム
加圧パンチ装置
6か月前
いすゞ自動車株式会社
成形装置
3か月前
株式会社菊水製作所
成形品製造用機械の監視システム
22日前
マクセル株式会社
粉体成型体の製造方法及び製造装置
29日前
大同特殊鋼株式会社
連続式真空ホットプレス装置
3か月前
株式会社金陽社
熱プレス用緩衝材
3か月前
パナソニックIPマネジメント株式会社
プレス成形金型
1日前
株式会社ディムコ
ガイドユニットを備えるダブルベルトプレス装置
6か月前
住友重機械工業株式会社
プレス装置及びプレス装置の配管工程
5か月前
トヨタ自動車株式会社
ロールプレス装置
2か月前
冨士発條株式会社
プレスシステム、およびトランスファ装置
4か月前
株式会社SGIC
加熱ブロック及びダブルベルトプレス
7か月前
UBEマシナリー株式会社
押出プレス装置の支援システム
5か月前
日伸工業株式会社
プレス加工システム及びプレス加工装置
1か月前
株式会社石垣
スクリュープレスにおける目詰まり防止機構及びそれを用いた目詰まり防止方法
6か月前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の操作支援方法
2か月前
株式会社KMC
監視システム、センサープレート及び通信制御ユニット
3か月前
ノリタケ株式会社
ロールコンパクション成形装置およびロールコンパクション成形用搬送装置
2か月前
アピックヤマダ株式会社
プレス装置、プレス方法、樹脂封止装置及び樹脂封止方法
1か月前
学校法人金沢工業大学
加工機械の制御方法、加工機械の制御装置及び制御プログラム
7か月前
コマツ産機株式会社
プレス機械の金型用の予知保全システム及び予知保全のための方法
2か月前
株式会社放電精密加工研究所
機械学習装置、情報処理装置、推論装置、機械学習方法、情報処理方法、及び、推論方法
1か月前
コアテック株式会社
サーボプレスの波形データ解析システム及びサーボプレスの波形データ解析プログラム
今日
株式会社JKB
順送プレス加工方法及びその加工システム
3か月前
フェッテ コンパクティング ゲーエムベーハー
回転式錠剤プレス機および回転式錠剤プレス機を用いたプレスパンチの潤滑方法
27日前
フェッテ コンパクティング ゲーエムベーハー
回転プレス機でペレットをテストプレスする方法および回転プレス機
7か月前
日本精工株式会社
サーボプレス機構、プレス加工方法、軸受の製造方法、機械装置の製造方法、及び車両の製造方法
8日前
フェック ライニッシュ ゲゼルシャフト ミット ベシュレンクテル ハフツング
プレス工具及びプレスプレートの製造方法
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ