TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025169903
公報種別
公開特許公報(A)
公開日
2025-11-14
出願番号
2025073516
出願日
2025-04-25
発明の名称
回転式錠剤プレス機および回転式錠剤プレス機を用いたプレスパンチの潤滑方法
出願人
フェッテ コンパクティング ゲーエムベーハー
代理人
個人
,
個人
,
個人
主分類
B30B
11/08 20060101AFI20251107BHJP(プレス)
要約
【課題】本発明は、回転式錠剤プレス機に関する。
【解決手段】回転式錠剤プレス機は、上部および/または下部プレスパンチを潤滑剤で潤滑するための潤滑装置を有する。潤滑装置が、潤滑剤リザーバおよび、潤滑剤リザーバに接続され、ローターと共に塗布器を通過して回転する上部および/または下部プレスパンチに潤滑剤を塗布するための固定式の塗布器を有する点、および、潤滑装置が、塗布器から上部および/または下部プレスパンチへ塗布される潤滑剤量を異なる上部および/または下部プレスパンチごとに個別に制御できるように設計された制御装置を備える。
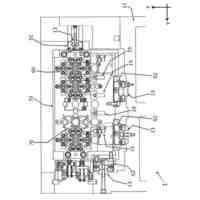
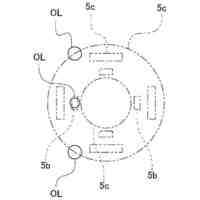
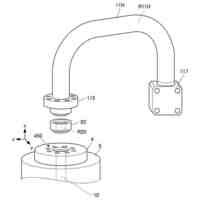
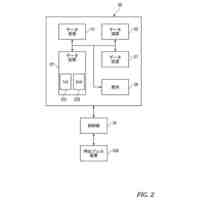
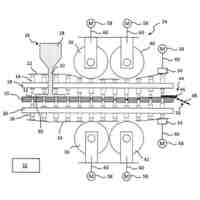
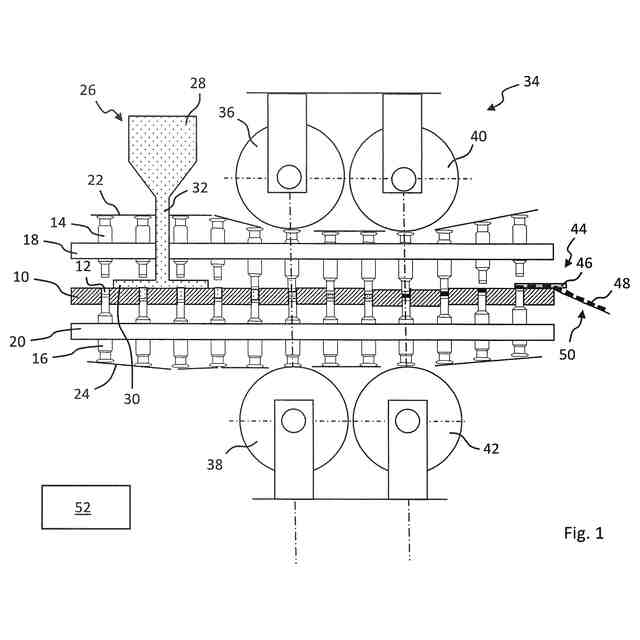
【選択図】図1
特許請求の範囲
【請求項1】
回転駆動装置によって回転可能なローターを備える、回転式錠剤プレス機であって、
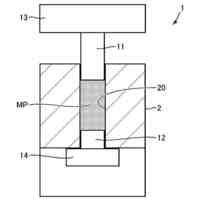
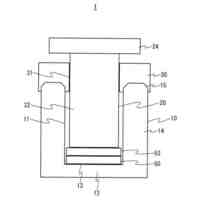
前記ローターは、上部プレスパンチ(14)用の上部パンチガイド(18)と、下部プレスパンチ(16)用の下部パンチガイド(20)と、前記パンチガイド間に配置されたダイプレート(10)とを有し、
前記プレスパンチ(14、16)は、前記ダイプレート(10)のキャビティ(12)と協働し、
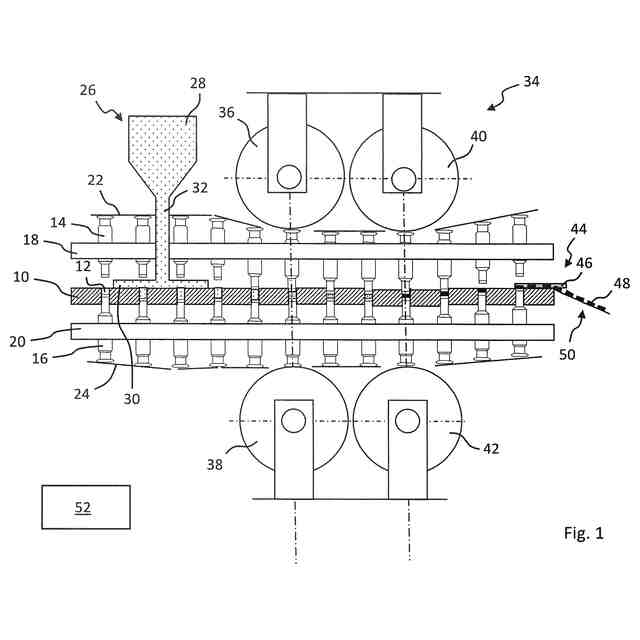
前記回転式錠剤プレス機は、圧縮する粉末材料を前記ダイプレート(10)の前記キャビティ(12)内に充填するための充填装置(26)をさらに備え、
前記回転式錠剤プレス機は、前記ダイプレート(10)の前記キャビティ(12)内の前記粉末材料を錠剤(48)に圧縮するために、動作中に、前記上部プレスパンチ(14)および前記下部プレスパンチ(16)と協働する、上部プレスユニット(40)および下部プレスユニット(42)を有するプレス装置(34)を備え、
前記回転式錠剤プレス機は、前記錠剤(48)を吐出する吐出装置(44)を有し、
前記回転式錠剤プレス機は、前記上部および/または下部プレスパンチ(14、16)を潤滑剤によって潤滑する潤滑装置をさらに有し、
前記潤滑装置は、潤滑剤リザーバ(54)と、前記潤滑剤リザーバ(54)に接続された固定式の塗布器とを有し、前記ローターと共に前記塗布器を通過して回転する上部および/または下部プレスパンチ(14、16)に潤滑剤を塗布し、
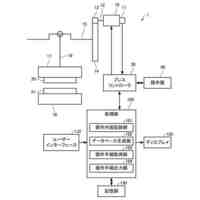
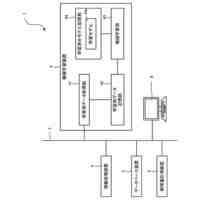
前記潤滑装置は、前記塗布器によって前記上部および/または下部プレスパンチ(14、16)に塗布される潤滑剤量を、異なる上部および/または下部プレスパンチ(14、16)ごとに個別に制御するように設計される制御装置(52)を備えることを特徴とする、回転式錠剤プレス機。
続きを表示(約 1,600 文字)
【請求項2】
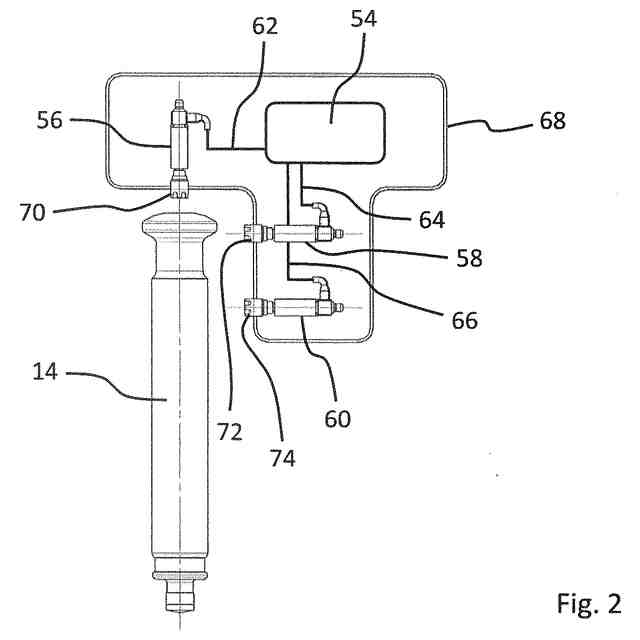
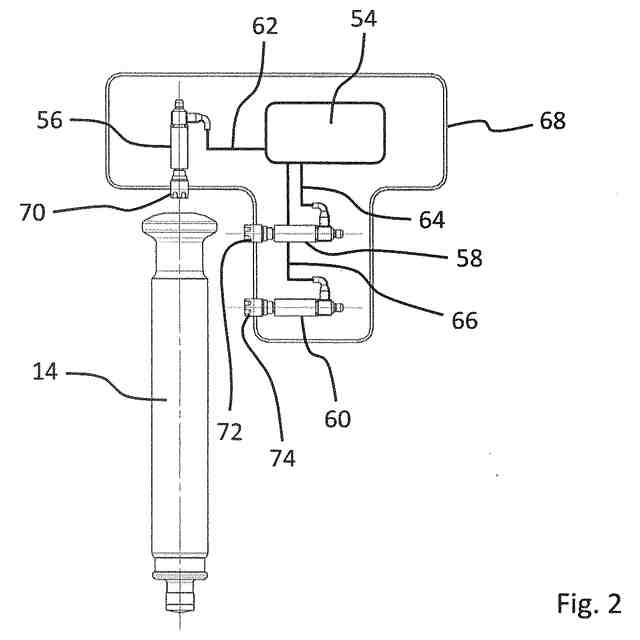
前記塗布器は、前記潤滑剤リザーバ(54)から前記上部および/または下部プレスパンチ(14、16)の外表面に潤滑剤を塗布する少なくとも1つのバルブ(56、58、60)を備えることを特徴とする、請求項1に記載の回転式錠剤プレス機。
【請求項3】
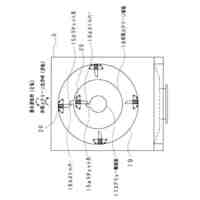
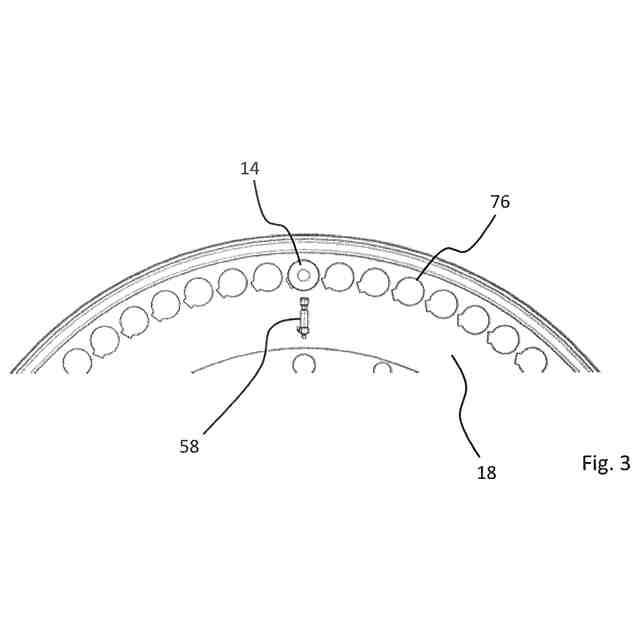
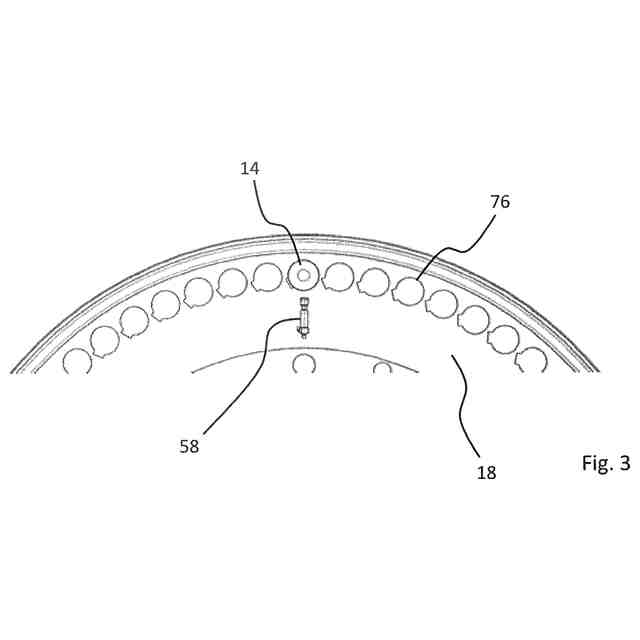
前記少なくとも1つのバルブ(56、58、60)は、前記上部および/または下部プレスパンチ(14、16)によって描かれるピッチ円内に放射状に配置された内部空間(68)内に配置されることにより、前記少なくとも1つのバルブ(56、58、60)は、前記上部および/または下部プレスパンチ(14、16)に前記潤滑剤を内側から外側に向かって塗布することを特徴とする、請求項2に記載の回転式錠剤プレス機。
【請求項4】
前記少なくとも1つのバルブ(56、58、60)は、前記潤滑剤を前記上部および/または下部プレスパンチ(14、16)に、上方から、下方から、および/または側方から塗布するように配置されることを特徴とする、請求項2または3に記載の回転式錠剤プレス機。
【請求項5】
前記少なくとも1つのバルブ(56、58、60)は、30Hzを超える、好ましくは100Hzを超える、さらに好ましくは200Hzを超える、さらに好ましくは250Hz以下の周波数で、間欠的に潤滑剤を塗布するように設計されることを特徴とする、請求項2から4のいずれか一項に記載の回転式錠剤プレス機。
【請求項6】
前記制御装置(52)は、前記塗布器を制御するために、前記ローターの回転位置、および/または前記塗布器もしくは前記塗布器のバルブ(56、58、60)の遅延時間、および/または前記塗布器もしくは前記塗布器のバルブ(56、58、60)から上部および/または下部プレスパンチ(14、16)までの前記潤滑剤の飛行時間を考慮に入れることを特徴とする、請求項1から5のいずれか一項に記載の回転式錠剤プレス機。
【請求項7】
前記制御装置(52)は、前記潤滑剤の前記飛行時間を確認するために、潤滑剤圧力、前記潤滑剤の温度、前記潤滑剤の粘度、前記塗布器または前記塗布器のバルブ(56、58、60)の開口時間、前記塗布器もしくは前記塗布器のバルブ(56、58、60)の吐出口形状、および/または前記塗布器もしくは前記塗布器のバルブ(56、58、60)と上部および/または下部プレスパンチ(14、16)との間の距離を考慮に入れることを特徴とする、請求項6に記載の回転式錠剤プレス機。
【請求項8】
前記潤滑剤リザーバ(54)は、所定の圧力で前記潤滑剤を保持するプレス装置(34)を備えることを特徴とする、請求項1から7のいずれか一項に記載の回転式錠剤プレス機。
【請求項9】
前記制御装置(52)は、前記塗布器によって塗布される前記潤滑剤の一滴のサイズ、および/または前記塗布器の開口時間、および/または前記塗布器によって個々の上部および/または下部プレスパンチ(14、16)に塗布される潤滑剤塗布回数を調整することによって、異なる上部および/または下部プレスパンチ(14、16)ごとに、前記塗布器によって前記上部および/または下部プレスパンチ(14、16)に塗布する潤滑剤量を個別に制御するように設計されることを特徴とする、請求項1から8のいずれか一項に記載の回転式錠剤プレス機。
【請求項10】
前記制御装置(52)は、前記回転式錠剤プレス機の少なくとも1つのセンサから測定値を受信し、
受信した前記測定値に基づいて、異なる上部および/または下部プレスパンチ(14、16)ごとに、前記塗布器によって前記上部および/下部プレスパンチ(14、16)に塗布される潤滑剤量を個別に制御するように設計されることを特徴とする、請求項1から9のいずれか一項に記載の回転式錠剤プレス機。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転駆動装置によって回転可能なローターを備える回転式錠剤プレス機に関し、ローターは、上部プレスパンチ用の上部パンチガイドおよび下部プレスパンチ用の下部パンチガイド、およびパンチガイド間に配置されたダイプレートを有し、プレスパンチはダイプレートのキャビティと協働し、回転式錠剤プレス機はさらに、ダイプレートのキャビティに粉末材料を充填するための充填装置を備え、回転式錠剤プレス機は、運転中にダイプレートのキャビティ内の粉末材料を錠剤に圧縮するための上部プレスパンチおよび下部プレスパンチと協働する、上部プレスユニットと下部プレスユニットを有するプレス装置を備え、回転式錠剤プレス機は、錠剤を排出するための排出装置を有し、回転式錠剤プレス機はさらに、上部および/または下部プレスパンチを潤滑剤で潤滑するための潤滑装置を有する、回転式錠剤プレス機に関する。本発明はまた、回転式錠剤プレス機を用いて上部および/または下部プレスパンチを潤滑する方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
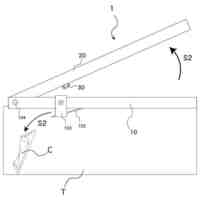
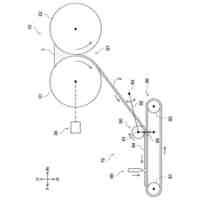
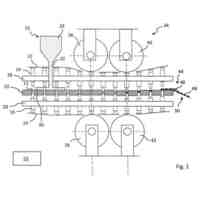
回転式錠剤プレス機には、多数の上部および下部プレスパンチが通常設けられており、これらはそれぞれダイプレートの1つのキャビティに対し1対ずつ割り当てられている。回転式錠剤プレス機の動作中、上部および下部プレスパンチはダイプレートと共に回転し、その軸方向の動きは制御カムによって制御され、上部および下部パンチガイドによって案内される。回転する間、ダイプレートは、回転式錠剤プレス機の別々の装置、すなわち、圧縮する粉末材料をダイプレートのキャビティ内に充填するための充填装置、および粉末材料を錠剤に圧縮するために、例えばプレスローラーである上部および下部プレスユニットによって上部および下部プレスパンチをキャビティ内に押し込むためのプレス装置、を通過する。プレス装置を通過した後、上部プレスパンチはキャビティ外上方へ案内され、キャビティ内で成形された錠剤は下部プレスパンチによってダイプレート上方へ押し上げられる。スクレーパーによって、例えば、錠剤は、ダイプレートから回転式錠剤プレスの外へとかき落とされ、そこから更なる工程へ供給される。
【0003】
このような回転式錠剤プレス機のプレスパンチは、特にパンチガイド内で、プレスパンチの剛性化を防ぐため、潤滑剤で定期的に潤滑しなければならない。通常、潤滑剤は注入要素と潤滑ポンプを介してプレスパンチに供給される。潤滑フェルトを用いることもできる。特にプレスパンチがキャビティ内に滑らかに入り込めるようにし、粉末材料が付着するのを防ぐために、ダイプレートのキャビティ内に乾燥潤滑剤を導入することも知られている。
【0004】
特許文献1には、打錠機のダイを潤滑するための下部パンチ用スプレー装置が開示されている。スプレー装置は、クイックアクションバルブのノズル開口部が下部パンチの最下位置にある下部パンチの側壁と合わさるように、ダイプレートのダイに向かって向けられている。下部パンチがダイに挿入される際には、その側壁のみを潤滑剤でサイクル制御方法および微量供給方法によって潤滑するべきである。クイックバルブは、電気配線を介して、ローターの回転速度に応じたサイクル周波数と潤滑剤供給量を決定するための制御ユニットと接続されている。バルブ入力を介してバルブを電気的に調整することにより、1パルス当たりの油量を設定できる。この装置によりダイプレートのダイが潤滑される。目的は、この方法により、ダイ壁からの製品取り離しを最適化することである。したがってダイ内で成形された錠剤は、潤滑剤によって付着しにくくなり容易に取り離される。
【0005】
前述した従来型の潤滑装置では、多量の潤滑剤が必要となる。潤滑剤はしばしばプレスパンチに完全に及ばないことがある。潤滑剤の一部はプレスパンチを通り過ぎて回転式錠剤プレス機の内部に飛散し、最悪の場合は成形された錠剤に付着してしまう。潤滑フェルトを使用する場合、フェルトが汚れて機能が低下するおそれもある。さらに、従来技術では、ローター内部に潤滑剤を供給するための長い管が設けられており、潤滑剤はプレスパンチに到達するために、管内に分配させなければならない。これらの管が詰まれば、潤滑剤は行き渡らなくなる。管の清掃には多大な時間を消費する。その上、潤滑剤は管間で不均一に分配される。その結果、プレスパンチの潤滑にばらつきが生じる。錠剤製造開始時において、潤滑剤がプレスパンチに到達する前に、最初に管を潤滑剤で満たさなければならない。
【0006】
特許文献1に記載された装置もまた、回転式錠剤プレス機の個々のプレスパンチごとの異なる潤滑要件に適応できない。バルブを介して吐出される油量は、打錠機の異なる製造工程間または打錠機の異なる構成において調整することができる。しかしながら、製造工程中、特にプレスパンチ用に生じる潤滑要件の変化を検出または潤滑要件に対応することができない。その上、製品取り外しを最適化するために、ダイのみが潤滑される。パンチシャフトまたはパンチヘッドの潤滑は行われない。代わりに、プレスパンチはプレス表面下のネックだけが潤滑される。パンチの、特にパンチシャフトの摩耗増大を防ぐことはできない。
【先行技術文献】
【特許文献】
【0007】
ドイツ実用新案第20107072号
【発明の概要】
【発明が解決しようとする課題】
【0008】
上述した従来技術を踏まえ、本発明の目的は、的確におよび節約的に潤滑剤を供給でき、特に、プレスパンチの摩耗を効果的に防止することができるような、個々のプレスパンチの異なる潤滑要件にも対応することができる、冒頭で言及した種類の回転式錠剤プレス機および方法を提供することにある。
【課題を解決するための手段】
【0009】
この課題は、独立請求項1および14によってこの目的を達成する。有利な実施形態は、従属請求項、明細書、および図面に記載されている。
【0010】
冒頭で言及した種類の回転式錠剤プレス機に関し、本発明は、潤滑装置が、潤滑剤リザーバおよび、潤滑剤リザーバに接続され、ローターと共に塗布器を通過して回転する上部および/または下部プレスパンチに潤滑剤を塗布するための固定式の塗布器を有する点、および、潤滑装置が、塗布器から上部および/または下部プレスパンチへ塗布される潤滑剤量を異なる上部および/または下部プレスパンチごとに個別に制御できるように設計された制御装置を備える点、において目的を達成する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日機装株式会社
加圧装置
1か月前
株式会社ヨコオ
製造装置
7か月前
日機装株式会社
加圧装置
7か月前
日機装株式会社
加圧システム
7か月前
相源株式会社
制御装置
1か月前
有限会社ダイルクラブ
空き缶潰し器
10日前
大同工業株式会社
高温成形用金型
5か月前
住友重機械工業株式会社
プレス装置
6か月前
住友重機械工業株式会社
プレス装置
6か月前
日本発條株式会社
加工油供給方法及び装置
5か月前
株式会社石垣
スクリュープレスの外筒スクリーン洗浄方法
5か月前
株式会社西田製作所
工具ヘッドと据置台との組み合わせ
7か月前
株式会社ジェイテクトフルードパワーシステム
加圧パンチ装置
6か月前
いすゞ自動車株式会社
成形装置
3か月前
マクセル株式会社
粉体成型体の製造方法及び製造装置
26日前
株式会社菊水製作所
成形品製造用機械の監視システム
19日前
株式会社金陽社
熱プレス用緩衝材
3か月前
大同特殊鋼株式会社
連続式真空ホットプレス装置
3か月前
株式会社ディムコ
ガイドユニットを備えるダブルベルトプレス装置
6か月前
住友重機械工業株式会社
プレス装置及びプレス装置の配管工程
5か月前
トヨタ自動車株式会社
ロールプレス装置
2か月前
冨士発條株式会社
プレスシステム、およびトランスファ装置
4か月前
株式会社SGIC
加熱ブロック及びダブルベルトプレス
6か月前
UBEマシナリー株式会社
押出プレス装置の支援システム
5か月前
日伸工業株式会社
プレス加工システム及びプレス加工装置
1か月前
株式会社石垣
スクリュープレスにおける目詰まり防止機構及びそれを用いた目詰まり防止方法
6か月前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の操作支援方法
2か月前
株式会社KMC
監視システム、センサープレート及び通信制御ユニット
3か月前
ノリタケ株式会社
ロールコンパクション成形装置およびロールコンパクション成形用搬送装置
1か月前
学校法人金沢工業大学
加工機械の制御方法、加工機械の制御装置及び制御プログラム
6か月前
アピックヤマダ株式会社
プレス装置、プレス方法、樹脂封止装置及び樹脂封止方法
1か月前
コマツ産機株式会社
プレス機械の金型用の予知保全システム及び予知保全のための方法
2か月前
株式会社放電精密加工研究所
機械学習装置、情報処理装置、推論装置、機械学習方法、情報処理方法、及び、推論方法
1か月前
株式会社JKB
順送プレス加工方法及びその加工システム
3か月前
フェッテ コンパクティング ゲーエムベーハー
回転式錠剤プレス機および回転式錠剤プレス機を用いたプレスパンチの潤滑方法
24日前
フェッテ コンパクティング ゲーエムベーハー
回転プレス機でペレットをテストプレスする方法および回転プレス機
7か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ