TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025074669
公報種別
公開特許公報(A)
公開日
2025-05-14
出願番号
2023185645
出願日
2023-10-30
発明の名称
加工機械の制御方法、加工機械の制御装置及び制御プログラム
出願人
学校法人金沢工業大学
,
ディムシード株式会社
代理人
個人
,
個人
主分類
B30B
15/26 20060101AFI20250507BHJP(プレス)
要約
【課題】不良品発生率をより低減できる加工機械の制御方法を提供すること。
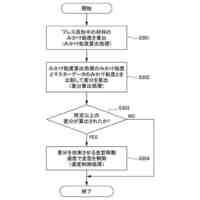
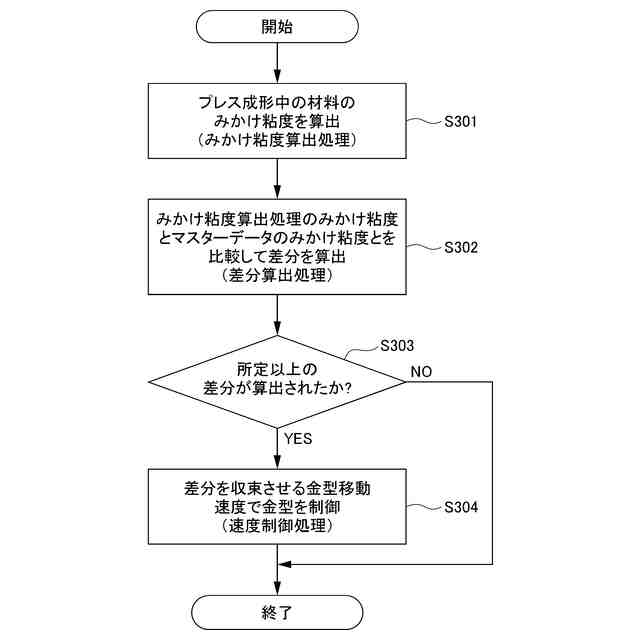
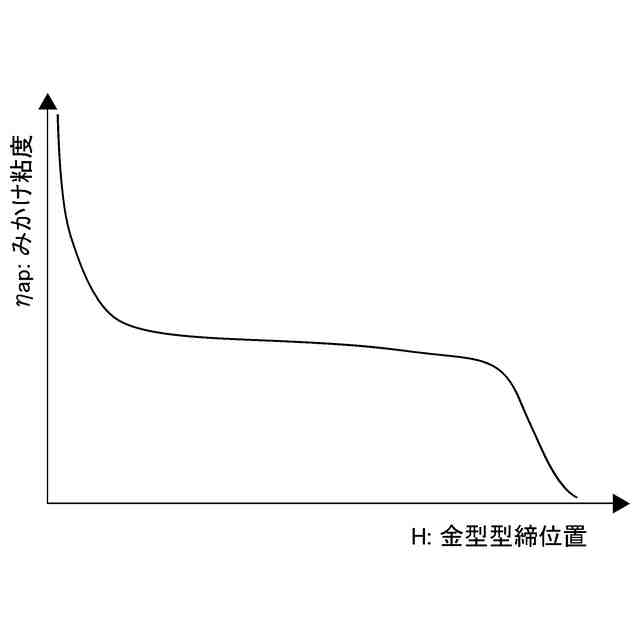
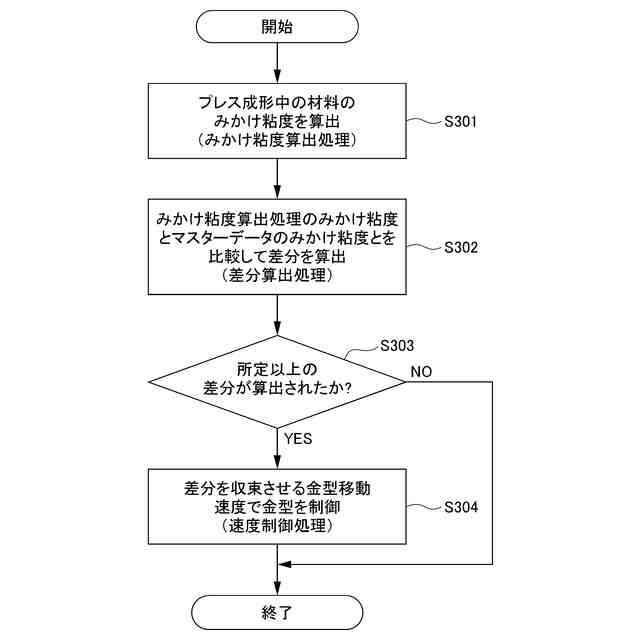
【解決手段】加工機械の制御方法は、金型型締速度と材料のみかけ粘度との相関性を材料データベースとして予め取得する材料データベース取得ステップと、前記材料データベースの相関性に基づいて、金型型締速度に対する材料のみかけ粘度の変化を示すマスターデータを取得するマスターデータ取得ステップと、プレス成形中における材料のみかけ粘度を、金型型締位置における金型型締速度に基づいて算出するみかけ粘度算出ステップと、みかけ粘度算出ステップで算出したみかけ粘度と前記マスターデータから取得したみかけ粘度とを比較して差分を算出する差分算出ステップと、差分算出ステップで所定以上の差分が算出された場合、前記差分を収束させる金型型締速度を設定し、前記加工機械に対して、設定した前記金型型締速度で金型を制御するように指示する速度制御ステップと、を有する。
【選択図】図9
特許請求の範囲
【請求項1】
金型内に載置した材料をプレス成形により加工する加工機械の制御方法であって、
材料固有の金型型締速度と材料のみかけ粘度との相関性を材料データベースとして予め取得する材料データベース取得ステップと、
前記材料データベースの金型型締速度と材料のみかけ粘度との相関性に基づいて、金型型締速度に対する材料のみかけ粘度の変化を示す金型固有のマスターデータを取得するマスターデータ取得ステップと、
プレス成形中における材料のみかけ粘度を、金型型締位置における金型型締速度に基づいて算出するみかけ粘度算出ステップと、
前記みかけ粘度算出ステップで算出したみかけ粘度と、前記マスターデータから取得したみかけ粘度とを比較して、差分を算出する差分算出ステップと、
前記差分算出ステップで所定以上の差分が算出された場合、前記差分を収束させる金型型締速度を設定し、前記加工機械に対して、設定した前記金型型締速度で金型を制御するように指示する速度制御ステップと、
を有する加工機械の制御方法。
続きを表示(約 1,200 文字)
【請求項2】
金型内に載置した材料をプレス成形により加工する加工機械の制御方法であって、
材料固有の金型型締速度と材料のみかけ粘度との相関性に基づいて、金型型締速度に対する材料のみかけ粘度の変化を示す金型固有のマスターデータを取得するマスターデータ取得ステップと、
プレス成形中における材料のみかけ粘度を、金型型締位置における金型型締速度に基づいて算出するみかけ粘度算出ステップと、
前記みかけ粘度算出ステップで算出したみかけ粘度と、前記マスターデータから取得したみかけ粘度とを比較して、差分を算出する差分算出ステップと、
前記差分算出ステップで所定以上の差分が算出された場合、前記差分を収束させる金型型締速度を設定し、前記加工機械に対して、設定した前記金型型締速度で金型を制御するように指示する速度制御ステップと、
を有する加工機械の制御方法。
【請求項3】
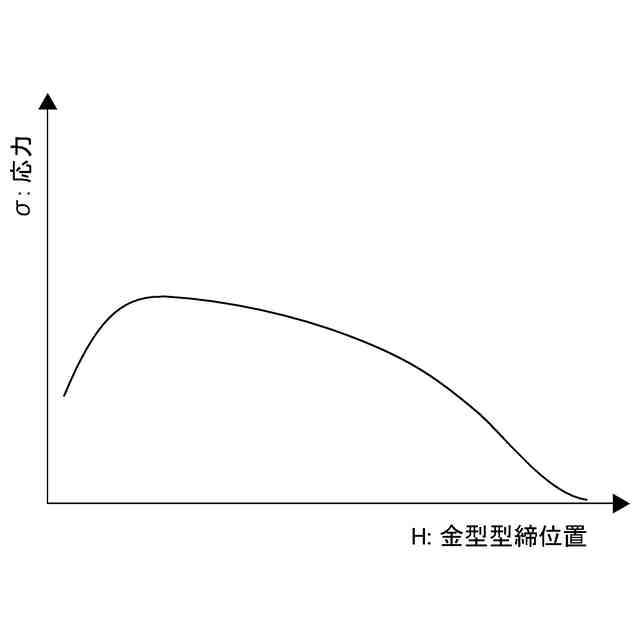
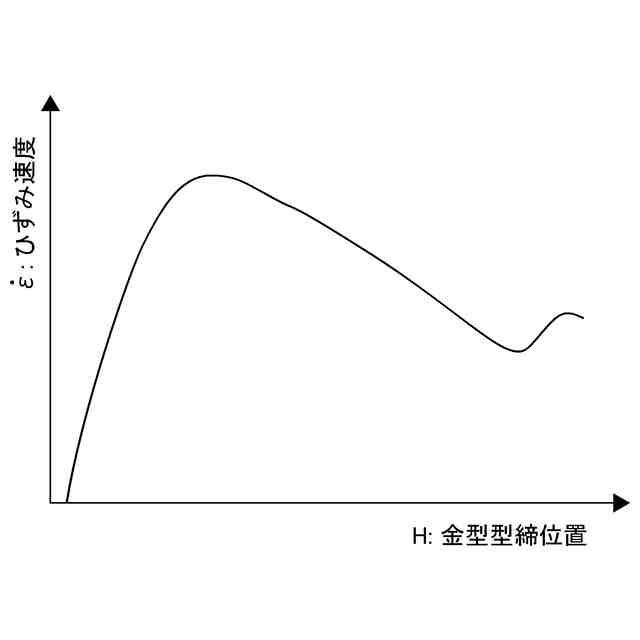
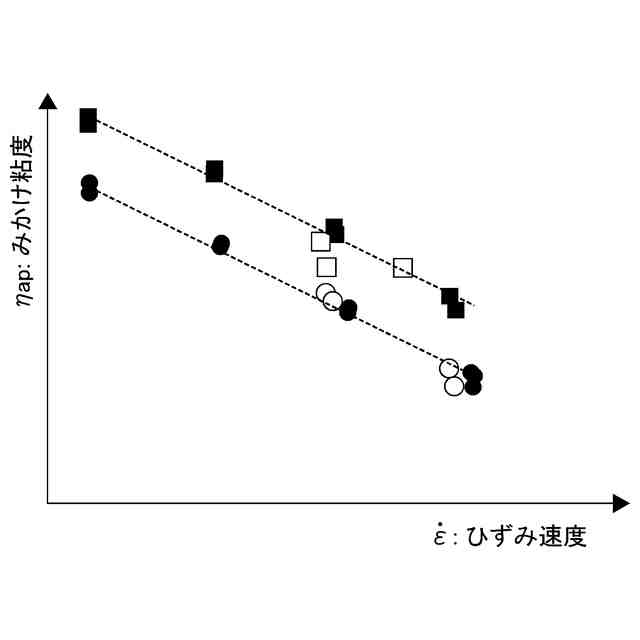
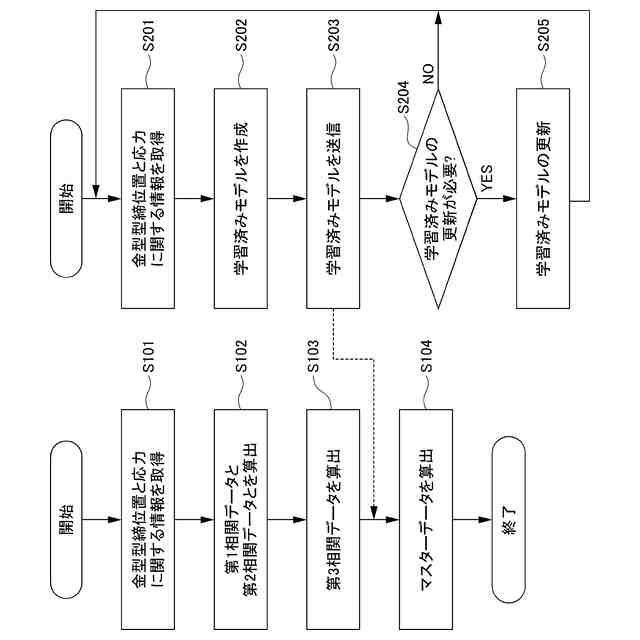
前記マスターデータは、金型型締位置に対する金型内部の応力の変化を示す第1相関データと、金型型締位量に対する材料のひずみ速度の変化を示す第2相関データとに基づいて算出される、
請求項1又は2に記載の加工機械の制御方法。
【請求項4】
前記マスターデータは、良品が成形された際の情報を教師データとする人工知能コンピュータによる機械学習によって逐次学習される、
請求項1又は2に記載の加工機械の制御方法。
【請求項5】
前記材料は、熱可塑性樹脂又は熱硬化性樹脂を含侵させた不連続炭素繊維複合材料の積層体である、
請求項1又は2に記載の加工機械の制御方法。
【請求項6】
金型内に載置した材料をプレス成形により加工する加工機械の制御装置であって、
少なくとも演算部及び指令部を備え、
前記演算部は、
材料固有の金型型締速度と材料のみかけ粘度との相関性を材料データベースとして予め取得する材料データベース取得処理と、
前記材料データベースの金型型締速度と材料のみかけ粘度との相関性に基づいて、金型型締速度に対する材料のみかけ粘度の変化を示す金型固有のマスターデータを取得するマスターデータ取得処理と、
プレス成形中における材料のみかけ粘度を、金型型締位置における金型型締速度に基づいて算出するみかけ粘度算出処理と、
前記みかけ粘度算出処理で算出したみかけ粘度と、前記マスターデータから取得したみかけ粘度とを比較して、差分を算出する差分算出処理と、
前記差分算出処理で所定以上の差分が算出された場合、前記差分を収束させる金型型締速度を設定し、前記加工機械に対して、設定した前記金型型締速度で金型を制御するように指示する速度制御処理を実行する、
加工機械の制御装置。
【請求項7】
コンピュータを、請求項6に記載の加工機械の制御装置として機能させるための制御プログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、加工機械の制御方法、加工機械の制御装置及び制御プログラムに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、例えば、自動車部品等の生産現場においては、金属材料やプラスチック材料等の加工に適したプレス成形機等の加工機械が運用されている。
【0003】
このような加工機械の運用上の課題として、不良品発生率の抑制がある。例えば、後述する炭素繊維強化プラスチック(CFRP)のプレス成形においては、精密な動作制御が可能なサーボモータを用いたプレス機を用いても、不良品発生率は3割に及ぶことが少なくない。そのため、不良品発生率の改善が材料の加工を伴う多くの製造業のコスト削減及び生産性の向上のための大きな課題となっている。
【0004】
このような課題に対して、プレス機が材料に加える荷重の変化をフィードバック制御する技術が提案されている(例えば、特許文献1参照)。また、上記特許文献1に係る技術を効率化するための技術も提案されている(例えば、特許文献2参照)。
【先行技術文献】
【特許文献】
【0005】
特開2013-237062号公報
特開2018-161657号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
熱可塑性樹脂を含侵させたテープをランダムに積層したCTT材(Carbon Fiber Taped reinforced Thermoplastic)は、不連続繊維であるため、材料流動性が大きく、複雑形状の成形性に優れている。一方、CTT材は、プレス成形時にテープ片単位で材料が流動するため、繊維配向が大きく変化することから、機械特性のばらつきが大きい。このような材料を使ったプレス成形において、プレス機が材料に加える荷重の変化を測定するだけでは、加工工程において生じる材料の機械特性のばらつきに対応した制御を行うには必ずしも十分とは言えない。また、従来のフィードバック制御では、加工工程において生じる材料の機械特性のばらつきに対応した制御を材料に対して反映させることは難しい。そのため、機械特性のばらつきが大きな材料によるプレス成形において、不良品発生率を抑制するという課題には、更に改善の余地がある。
【0007】
本発明は、不良品発生率をより低減できる加工機械の制御方法、加工機械の制御装置及び制御プログラムを提供することを目的とする。
【課題を解決するための手段】
【0008】
第1の発明に係る加工機械の制御方法は、金型内に載置した材料をプレス成形により加工する加工機械の制御方法であって、材料固有の金型型締速度と材料のみかけ粘度との相関性を材料データベースとして予め取得する材料データベース取得ステップと、前記材料データベースの金型型締速度と材料のみかけ粘度との相関性に基づいて、金型型締速度に対する材料のみかけ粘度の変化を示す金型固有のマスターデータを取得するマスターデータ取得ステップと、プレス成形中における材料のみかけ粘度を、金型型締位置における金型型締速度に基づいて算出するみかけ粘度算出ステップと、前記みかけ粘度算出ステップで算出したみかけ粘度と、前記マスターデータから取得したみかけ粘度とを比較して、差分を算出する差分算出ステップと、前記差分算出ステップで所定以上の差分が算出された場合、前記差分を収束させる金型型締速度を設定し、前記加工機械に対して、設定した前記金型型締速度で金型を制御するように指示する速度制御ステップと、を有する。
【0009】
第2の発明に係る加工機械の制御方法は、金型内に載置した材料をプレス成形により加工する加工機械の制御方法であって、材料固有の金型型締速度と材料のみかけ粘度との相関性に基づいて、金型型締速度に対する材料のみかけ粘度の変化を示す金型固有のマスターデータを取得するマスターデータ取得ステップと、プレス成形中における材料のみかけ粘度を、金型型締位置における金型型締速度に基づいて算出するみかけ粘度算出ステップと、前記みかけ粘度算出ステップで算出したみかけ粘度と、前記マスターデータから取得したみかけ粘度とを比較して、差分を算出する差分算出ステップと、前記差分算出ステップで所定以上の差分が算出された場合、前記差分を収束させる金型型締速度を設定し、前記加工機械に対して、設定した前記金型型締速度で金型を制御するように指示する速度制御ステップと、を有する。
【0010】
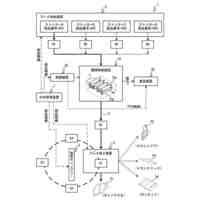
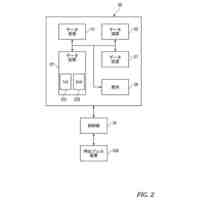
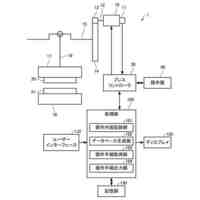
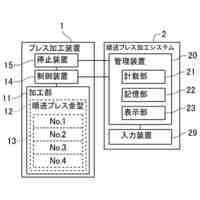
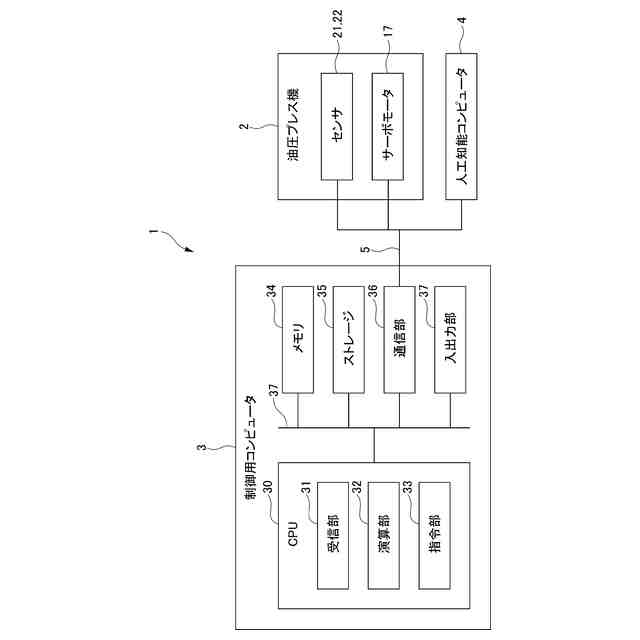
第3の発明に係る加工機械の制御装置は、金型内に載置した材料をプレス成形により加工する加工機械の制御装置であって、少なくとも演算部及び指令部を備え、前記演算部は、材料固有の金型型締速度と材料のみかけ粘度との相関性を材料データベースとして予め取得する材料データベース取得処理と、前記材料データベースの金型型締速度と材料のみかけ粘度との相関性に基づいて、金型型締速度に対する材料のみかけ粘度の変化を示す金型固有のマスターデータを取得するマスターデータ取得処理と、プレス成形中における材料のみかけ粘度を、金型型締位置における金型型締速度に基づいて算出するみかけ粘度算出処理と、前記みかけ粘度算出処理で算出したみかけ粘度と、前記マスターデータから取得したみかけ粘度とを比較して、差分を算出する差分算出処理と、前記差分算出処理で所定以上の差分が算出された場合、前記差分を収束させる金型型締速度を設定し、前記加工機械に対して、設定した前記金型型締速度で金型を制御するように指示する速度制御処理を実行する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
学校法人金沢工業大学
薄型アンテナ
1か月前
住友電気工業株式会社
センサシステム、座席、及びセンサユニット
2か月前
日機装株式会社
加圧装置
1か月前
株式会社ヨコオ
製造装置
7か月前
日機装株式会社
加圧装置
7か月前
日機装株式会社
加圧システム
7か月前
相源株式会社
制御装置
1か月前
有限会社ダイルクラブ
空き缶潰し器
10日前
大同工業株式会社
高温成形用金型
5か月前
住友重機械工業株式会社
プレス装置
6か月前
住友重機械工業株式会社
プレス装置
6か月前
日本発條株式会社
加工油供給方法及び装置
5か月前
株式会社石垣
スクリュープレスの外筒スクリーン洗浄方法
5か月前
株式会社西田製作所
工具ヘッドと据置台との組み合わせ
7か月前
株式会社ジェイテクトフルードパワーシステム
加圧パンチ装置
6か月前
いすゞ自動車株式会社
成形装置
3か月前
マクセル株式会社
粉体成型体の製造方法及び製造装置
26日前
株式会社菊水製作所
成形品製造用機械の監視システム
19日前
株式会社金陽社
熱プレス用緩衝材
3か月前
大同特殊鋼株式会社
連続式真空ホットプレス装置
3か月前
株式会社ディムコ
ガイドユニットを備えるダブルベルトプレス装置
6か月前
住友重機械工業株式会社
プレス装置及びプレス装置の配管工程
5か月前
トヨタ自動車株式会社
ロールプレス装置
2か月前
冨士発條株式会社
プレスシステム、およびトランスファ装置
4か月前
株式会社SGIC
加熱ブロック及びダブルベルトプレス
6か月前
UBEマシナリー株式会社
押出プレス装置の支援システム
5か月前
日伸工業株式会社
プレス加工システム及びプレス加工装置
1か月前
株式会社石垣
スクリュープレスにおける目詰まり防止機構及びそれを用いた目詰まり防止方法
6か月前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の操作支援方法
2か月前
株式会社KMC
監視システム、センサープレート及び通信制御ユニット
3か月前
ノリタケ株式会社
ロールコンパクション成形装置およびロールコンパクション成形用搬送装置
1か月前
学校法人金沢工業大学
加工機械の制御方法、加工機械の制御装置及び制御プログラム
6か月前
アピックヤマダ株式会社
プレス装置、プレス方法、樹脂封止装置及び樹脂封止方法
1か月前
コマツ産機株式会社
プレス機械の金型用の予知保全システム及び予知保全のための方法
2か月前
株式会社放電精密加工研究所
機械学習装置、情報処理装置、推論装置、機械学習方法、情報処理方法、及び、推論方法
1か月前
株式会社JKB
順送プレス加工方法及びその加工システム
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ