TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025033388
公報種別
公開特許公報(A)
公開日
2025-03-13
出願番号
2023139085
出願日
2023-08-29
発明の名称
プレス装置
出願人
シージーケー株式会社
代理人
弁理士法人前田特許事務所
主分類
B30B
15/28 20060101AFI20250306BHJP(プレス)
要約
【課題】プレス装置の動作時の荷重を簡単な構成で精度良く測定する。
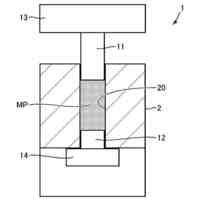
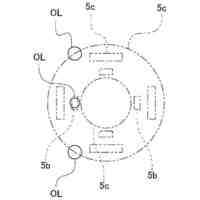
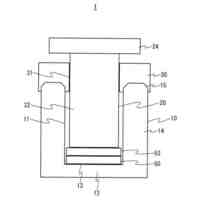
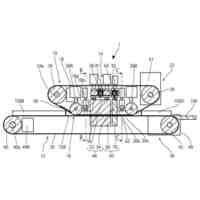
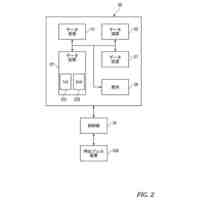
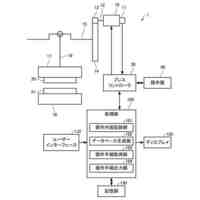
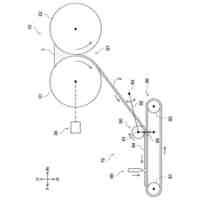
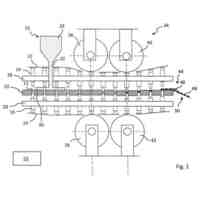
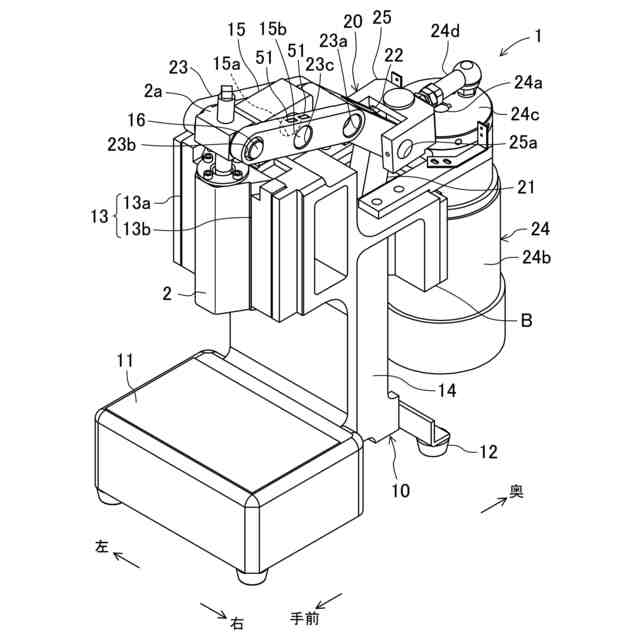
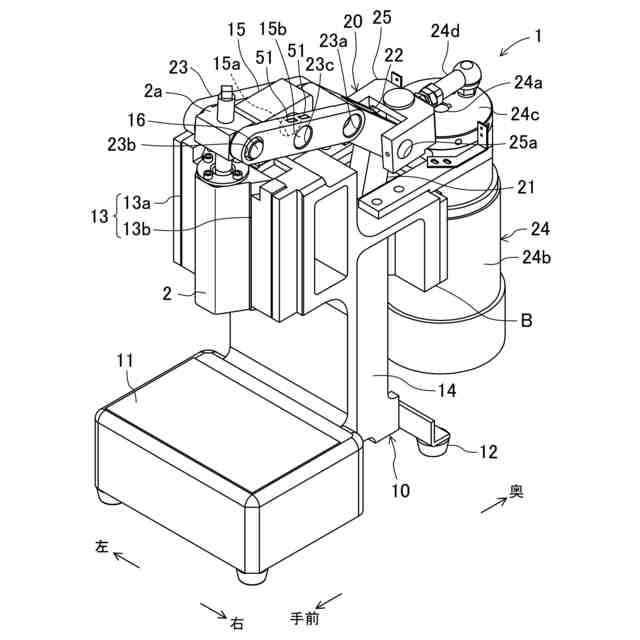
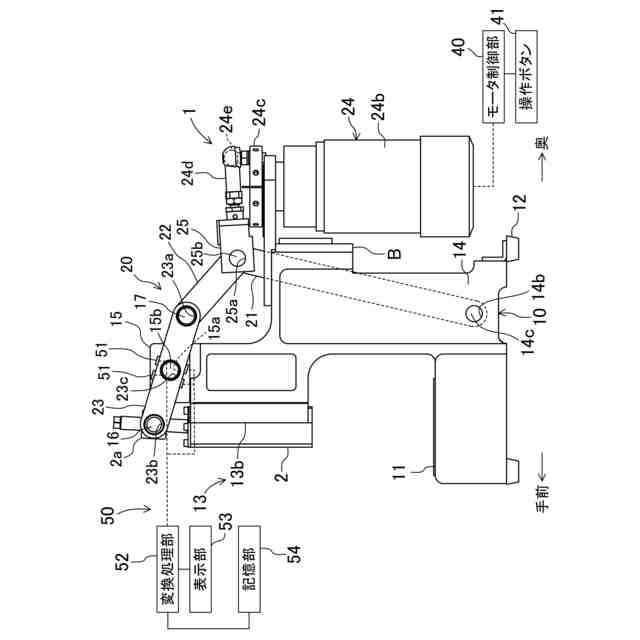
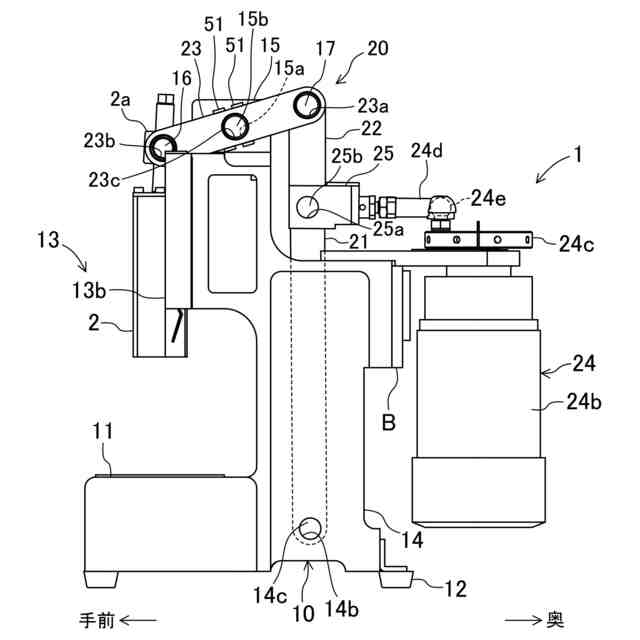
【解決手段】プレス装置1は、スライダ2を往復動可能に支持するフレーム10と、スライダ2を駆動する駆動部20とを備えている。駆動部20は、加工力を発生するモータ24と、モータ24で発生した加工力をスライダ2に伝達するリンク部材23と、リンク部材23をフレーム10に対して揺動自在に支持する支軸15bとを有している。リンク部材23には、変形量に応じた電気信号を出力する歪みゲージ51が取り付けられている。
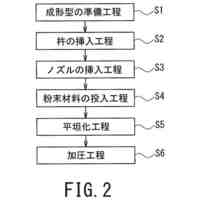
【選択図】図2
特許請求の範囲
【請求項1】
加工具が取り付けられるスライダを往復動させることにより被加工物を前記加工具で加工するプレス装置であって、
前記スライダを往復動可能に支持するフレームと、
前記スライダを駆動する駆動部と、
前記加工具による加工時の荷重を測定するための荷重測定部とを備え、
前記駆動部は、加工力を発生する加工力発生部と、前記加工力発生部で発生した加工力を前記スライダに伝達するリンク部材と、前記リンク部材を前記フレームに対して揺動自在に支持する支軸とを有し、
前記荷重測定部は、前記リンク部材に取り付けられ、当該リンク部材の変形量に応じた電気信号を出力する歪みゲージと、前記歪みゲージから出力された電気信号を前記荷重に変換する変換処理部とを有している、プレス装置。
続きを表示(約 680 文字)
【請求項2】
請求項1に記載のプレス装置において、
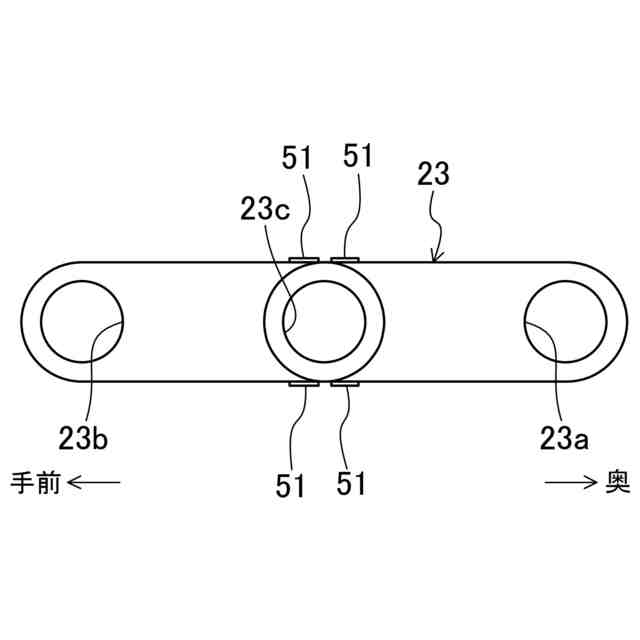
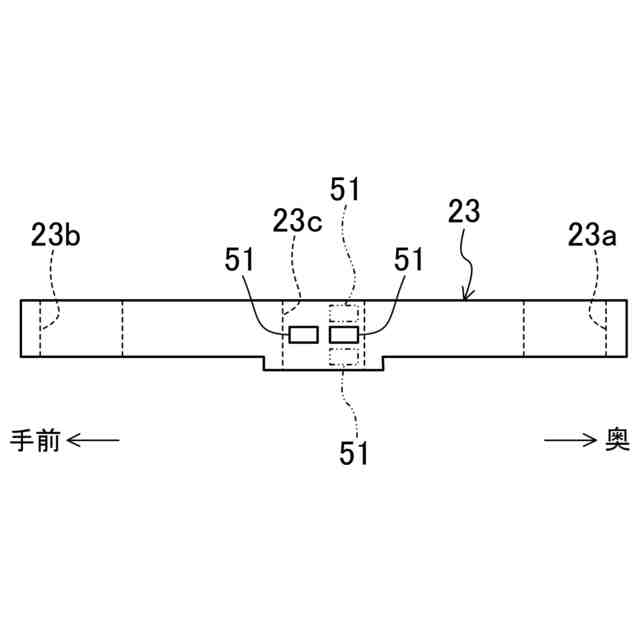
前記リンク部材には、前記支軸が挿通する挿通孔が形成され、
前記歪みゲージは、前記リンク部材における前記挿通孔の形成によって薄肉化した部分に取り付けられている、プレス装置。
【請求項3】
請求項2に記載のプレス装置において、
前記リンク部材の長手方向一端部には、前記加工力発生部で発生した加工力が入力され、
前記リンク部材の長手方向他端部には、前記スライダが連結され、
前記リンク部材の長手方向中間部には、前記挿通孔が形成されている、プレス装置。
【請求項4】
請求項3に記載のプレス装置において、
前記支軸は水平方向に延びており、
前記スライダは、前記フレームの使用者から見て手前側に支持され、
前記リンク部材は、前記フレームの使用者から見て手前側から奥側へ向けて延びるように配置され、
前記挿通孔は水平方向に延びており、
前記リンク部材の長手方向一端部は、前記フレームの使用者から見て奥側に配置され、
前記リンク部材の長手方向他端部は、前記フレームの使用者から見て手前側に配置され、
前記歪みゲージは、前記リンク部材の上面または下面に取り付けられている、プレス装置。
【請求項5】
請求項4に記載のプレス装置において、
前記歪みゲージは、前記リンク部材の上面に複数取り付けられるとともに、前記リンク部材の下面に複数取り付けられている、プレス装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、加工時の荷重を測定可能なプレス装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
例えば特許文献1には、機械本体に対して上下方向に往復動作可能に支持されたスライダをサーボモータの出力によって駆動するプレス装置が開示されている。このプレス装置は、プレス動作中におけるスライダの移動時に機械本体の変形を測定する歪みゲージと、歪みゲージの出力を荷重変換値に変換する制御部とを有しており、荷重変換値が荷重上限を超過する場合、モータドライバを制御してサーボモータの駆動を停止可能に構成されている。
【先行技術文献】
【特許文献】
【0003】
特開2014-46354号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、プレス装置の動作時の荷重を測定することで、例えば加工が正常に行われたか否かを判定することや、プレス装置の異常を発見することが可能になる。特許文献1の場合、型がスライダによって移動して被加工物をプレスする際、被加工物は同時に機械本体を押圧し、そのことによって発生した反力がスライダを介して機械本体に伝達する。その結果、機械本体が弾性変形することとなるので、その弾性変形を検出すべく、歪みゲージを機械本体の側壁面に配置している。
【0005】
しかしながら、本願発明者が機械本体に歪みゲージを配置して実際のプレス時の荷重の測定を試みたところ、測定値の信頼性が低いことが分かった。すなわち、機械本体は、重量のあるスライダや型が取り付けられる部材であること、及びプレスの精度を高めるために型を精度良く移動させる必要があることから高剛性にできており、プレス中に荷重が作用したとしても機械本体の弾性変形量は極めて少なくなっている。そのため、歪みゲージの出力を荷重変換値に変換する際に直線性を判断するのが困難になるとともに、歪みゲージからの出力が低くなり、増幅した際にノイズが大きくなってしまう。直線性の判断が困難であることと、ノイズが大きくなることは、どちらも測定精度の低下を招く原因となる。
【0006】
本開示は、かかる点に鑑みたものであり、その目的とするところは、プレス装置の動作時の荷重を簡単な構成で精度良く測定できるようにすることにある。
【課題を解決するための手段】
【0007】
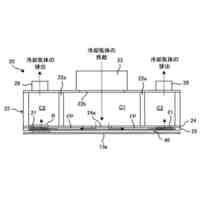
上記目的を達成するために、本開示の一態様では、加工具が取り付けられるスライダを往復動させることにより被加工物を前記加工具で加工するプレス装置を前提とすることができる。前記プレス装置は、前記スライダを往復動可能に支持するフレームと、前記スライダを駆動する駆動部と、前記加工具による加工時の荷重を測定するための荷重測定部とを備えている。前記駆動部は、加工力を発生する加工力発生部と、前記加工力発生部で発生した加工力を前記スライダに伝達するリンク部材と、前記リンク部材を前記フレームに対して揺動自在に支持する支軸とを有している。前記荷重測定部は、前記リンク部材に取り付けられ、当該リンク部材の変形量に応じた電気信号を出力する歪みゲージと、前記歪みゲージから出力された電気信号を前記荷重に変換する変換処理部とを有している。
【0008】
この構成によれば、加工力発生部で発生した加工力がリンク部材を介してスライダに伝達され、加工具によって被加工物が加工される。被加工物の加工時には、被加工物からの反力を受けたリンク部材が弾性変形することになる。このとき、フレームはスライダを支持する部材であるとともに、加工精度にも影響を与える部材であることから高剛性で変形し難くなっている。一方、加工力発生部で発生した加工力をスライダに伝達するリンク部材は、フレームに比べると剛性が低く、そのため、加工時の弾性変形量がフレームとの比較では大きくなる。このリンク部材に歪みゲージが取り付けられているので、歪みゲージの出力を荷重変換値に変換する際の直線性が判断し易くなるとともに、歪みゲージからの出力も高くなる。よって、変換処理部で得られた測定結果の精度及び信頼性が高まる。
【0009】
前記リンク部材には、前記支軸が挿通する挿通孔が形成されていてもよい。この場合、前記歪みゲージは、前記リンク部材における前記挿通孔の形成によって薄肉化した部分に取り付けることができる。すなわち、リンク部材における挿通孔が形成された部分は、当該リンク部材の他の部分に比べて薄肉化するので、加工時の弾性変形量が大きくなる。この弾性変形量の大きな部分に歪みゲージを取り付けているので、歪みゲージの出力が高くなり、測定結果の精度及び信頼性がより一層高まる。
【0010】
前記リンク部材の長手方向一端部には、前記加工力発生部で発生した加工力が入力され、前記リンク部材の長手方向他端部には、前記スライダが連結されていてもよい。この場合、前記リンク部材の長手方向中間部には、前記挿通孔を形成することができる。この構成によれば、加工時のリンク部材には曲げ力が作用することになり、その曲げ力が作用したリンク部材は、相対的に薄肉化している挿通孔の周囲の変形が大きくなる。よって、歪みゲージの出力を高くすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日機装株式会社
加圧装置
20日前
株式会社ヨコオ
製造装置
6か月前
相源株式会社
制御装置
20日前
大同工業株式会社
高温成形用金型
4か月前
住友重機械工業株式会社
プレス装置
6か月前
住友重機械工業株式会社
プレス装置
5か月前
日本発條株式会社
加工油供給方法及び装置
4か月前
株式会社石垣
スクリュープレスの外筒スクリーン洗浄方法
4か月前
株式会社ジェイテクトフルードパワーシステム
加圧パンチ装置
5か月前
株式会社西田製作所
工具ヘッドと据置台との組み合わせ
6か月前
いすゞ自動車株式会社
成形装置
2か月前
株式会社菊水製作所
成形品製造用機械の監視システム
今日
マクセル株式会社
粉体成型体の製造方法及び製造装置
7日前
大同特殊鋼株式会社
連続式真空ホットプレス装置
2か月前
株式会社金陽社
熱プレス用緩衝材
2か月前
株式会社ディムコ
ガイドユニットを備えるダブルベルトプレス装置
5か月前
住友重機械工業株式会社
プレス装置及びプレス装置の配管工程
4か月前
トヨタ自動車株式会社
ロールプレス装置
1か月前
冨士発條株式会社
プレスシステム、およびトランスファ装置
3か月前
株式会社SGIC
加熱ブロック及びダブルベルトプレス
6か月前
UBEマシナリー株式会社
押出プレス装置の支援システム
4か月前
日伸工業株式会社
プレス加工システム及びプレス加工装置
26日前
株式会社石垣
スクリュープレスにおける目詰まり防止機構及びそれを用いた目詰まり防止方法
6か月前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の操作支援方法
2か月前
ノリタケ株式会社
ロールコンパクション成形装置およびロールコンパクション成形用搬送装置
1か月前
株式会社KMC
監視システム、センサープレート及び通信制御ユニット
2か月前
学校法人金沢工業大学
加工機械の制御方法、加工機械の制御装置及び制御プログラム
6か月前
アピックヤマダ株式会社
プレス装置、プレス方法、樹脂封止装置及び樹脂封止方法
12日前
コマツ産機株式会社
プレス機械の金型用の予知保全システム及び予知保全のための方法
1か月前
株式会社放電精密加工研究所
機械学習装置、情報処理装置、推論装置、機械学習方法、情報処理方法、及び、推論方法
29日前
株式会社JKB
順送プレス加工方法及びその加工システム
2か月前
フェッテ コンパクティング ゲーエムベーハー
回転式錠剤プレス機および回転式錠剤プレス機を用いたプレスパンチの潤滑方法
5日前
フェッテ コンパクティング ゲーエムベーハー
回転プレス機でペレットをテストプレスする方法および回転プレス機
6か月前
フェック ライニッシュ ゲゼルシャフト ミット ベシュレンクテル ハフツング
プレス工具及びプレスプレートの製造方法
2か月前
フェック ライニッシュ ゲゼルシャフト ミット ベシュレンクテル ハフツング
プレス工具及びプレスプレートの製造方法
2か月前
フィースラー・エレクトロニク・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシャフト
保護装置、曲げ機械及び曲げ機械の動作方法
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ