TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025026769
公報種別
公開特許公報(A)
公開日
2025-02-25
出願番号
2023131699
出願日
2023-08-11
発明の名称
気体搬送システムの運転方法
出願人
株式会社エーエス
代理人
個人
主分類
B30B
15/32 20060101AFI20250217BHJP(プレス)
要約
【課題】 プレスモータの回転をクラッチを介して伝達しクランク軸を回転させて材料をプレス加工するプレス加工機から排出されるスクラップを送風機の吐出する搬送気体に載せて搬送するのに効率のよい気体搬送システムの運転方法を提供しようとする。
【解決手段】
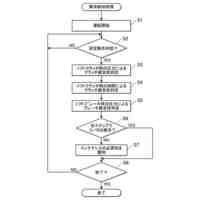
従来の気体搬送システムの運転方法に換えて、プレスの状態がオン/オフ、クラッチの状態がオン/オフの組合せに対応して搬送気体の速度をゼロ速、待機速、設定速、クリーニング速のうちの一つの速度にする、ここで、クラッチの状態がオンとオフとの間で変化し、プレスの状態がオンとオフとの間で変化し、待機速は僅かな風速であり、設定速はスクラップのかさ比重、発生量に対応しスクラップを効率良く搬送できる風速であり、クリーニング速は気体搬送システムに溜まったスクラップを搬送するのに十分な風速である、ものとした。
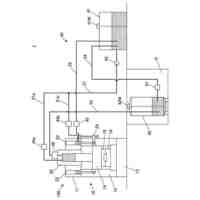
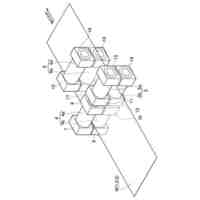
【選択図】 図1
特許請求の範囲
【請求項1】
プレスモータの回転をクラッチを介して伝達しクランク軸を回転させて材料をプレス加工するプレス加工機から排出されるスクラップを送風機の吐出する搬送気体に載せて搬送する気体搬送システムの運転方法であって、
プレスの状態がオン/オフ、クラッチの状態がオン/オフの組合せに対応して搬送気体の速度をゼロ速、待機速、設定速、クリーニング速のうちの一つの速度にする制御工程を
備え、
ここで、
クラッチの状態がオンとオフとの間で変化し、
クラッチの状態がオンのときクラッチがプレスモータの回転をクランク軸に伝達し、
クラッチの状態がオフのときクラッチがプレスモータの回転をクランク軸に伝達しない、
プレスの状態がオンとオフとの間で変化し、
プレスの状態がオンのときクラッチの状態をオンにするとプレスモータが回転したときプレス加工機が材料を連続してプレス加工してスクラップを排出し、
プレスの状態がオフのときクラッチの状態をオンにしてもプレス加工機が材料をプレス加工しない、
搬送気体の速度は、ゼロ速、待機速、クリーニング速、設定速の間で変化し、
ゼロ速はゼロの風速であり、
待機速は僅かな風速であり、
設定速はスクラップのかさ比重、発生量に対応しスクラップを効率良く搬送できる風速であり、
クリーニング速は気体搬送システムに溜まったスクラップを搬送するのに十分な風速であり、
待機速は設定速より遅く、
設定速はクリーニング速より遅い、
ことを特徴とする気体搬送システムの運転方法。
続きを表示(約 1,300 文字)
【請求項2】
制御工程がプレスの状態がオン、且つクラッチの状態がオフからオンに変化したとき搬送気体の速度を設定速とし、その他のとき状況に応じて搬送気体の速度をゼロ速、待機速、設定速、またはクリーニング速のうちの一つとする、
ことを特徴とする請求項1に記載の気体搬送システムの運転方法。
【請求項3】
プレスの状態がオンのときプレスモータが回転し且つ材料がプレス加工機にセットされた状態であり
プレスの状態がオフのときプレスモータが回転しない又は材料がプレス加工機にセットされない状態であり、
ことを特徴とする請求項2に記載の気体搬送システムの運転方法。
【請求項4】
制御工程が搬送気体の速度がゼロ速である際に、プレスの状態がオフからオンに変化し、且つクラッチの状態がオフのとき、搬送気体の速度を待機速にする、
ことを特徴とする請求項3に記載の気体搬送システムの運転方法。
【請求項5】
制御工程が搬送気体の速度が設定速であり、クラッチの状態がオンからオフに変化したとき、搬送気体の速度をゼロ速、待機速、またはクリーニング速のうちの一つとする、
ことを特徴とする請求項4に記載の気体搬送システムの運転方法。
【請求項6】
制御工程が搬送気体の速度が待機速であり、クラッチの状態がオフからオンに変化したとき、搬送気体の速度を待機速から設定速にする、
ことを特徴とする請求項5に記載の気体搬送システムの運転方法。
【請求項7】
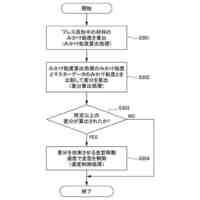
制御工程が搬送気体の速度が待機速であり、クラッチの状態がオフからオンに変化したとき、搬送気体の速度を待機速から設定速にし、待機速から設定速にしてから一定時間T1経過した時にクラッチの状態がオンのとき搬送気体の速度を設定速に維持し、待機速から設定速にしてから一定時間T1経過した時にクラッチの状態がオフのとき搬送気体の速度を設定速からクリーニング速にする、
ことを特徴とする請求項6に記載の気体搬送システムの運転方法。
【請求項8】
制御工程が搬送気体の速度が設定速であり、クラッチの状態がオンからオフに変化したとき、搬送気体の速度を設定速に維持して一定時間T2経過した時にクラッチの状態がオフのとき搬送気体の速度を設定速からクリーニング速にする、
ことを特徴とする請求項7に記載の気体搬送システムの運転方法。
【請求項9】
制御工程が搬送気体の速度が設定速であり、クラッチの状態がオンからオフに変化したとき、搬送気体の速度を設定速に維持して一定時間T2経過した時にプレスの状態がオン、且つクラッチの状態がオンのとき搬送気体の速度を設定速に維持する、
ことを特徴とする請求項7に記載の気体搬送システムの運転方法。
【請求項10】
制御工程が搬送気体の速度を設定速からクリーニング速にしてからクリーニング速である状態が一定時間T3経過した時に、プレスの状態がオン、且つクラッチの状態がオンのとき搬送気体の速度をクリーニング速から設定速にする、
ことを特徴とする請求項8に記載の気体搬送システムの運転方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は気体搬送システムの運転方法に係る。特に、プレス加工機で発生するスクラップを搬送気体に載せて搬送する気体搬送システムの運転方法に関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
固体を搬送するのに固体を気体の流れに載せて搬送する気体搬送システムが用いられる。
例えば、プレス加工機で発生するスクラップを搬送するのに気体搬送システムが用いられる。
【0003】
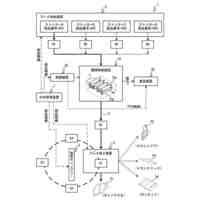
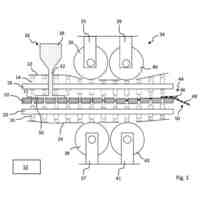
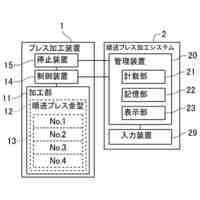
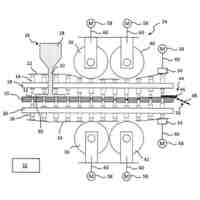
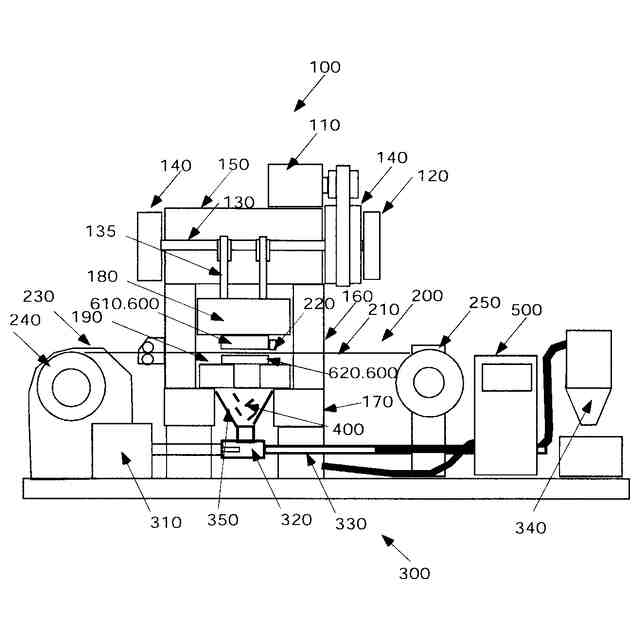
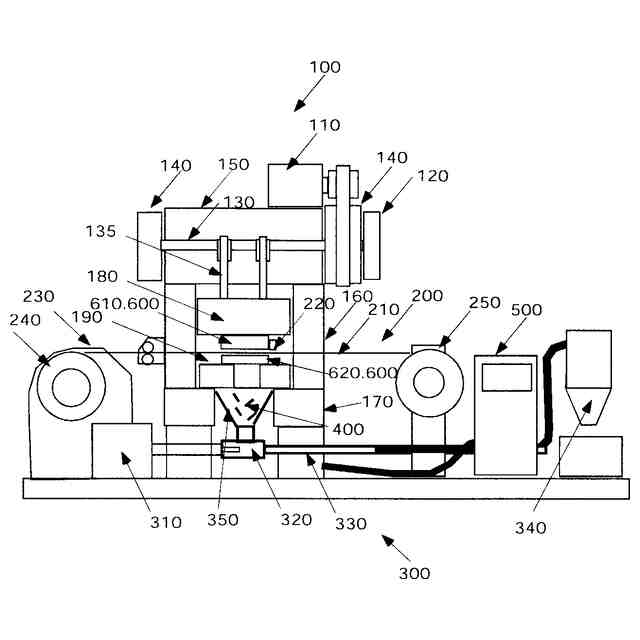
プレスシステムは、プレス加工機と材料供給装置とスクラップ回収装置と気体搬送システムと制御機器とで構成される。
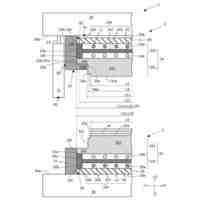
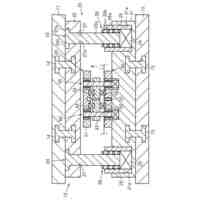
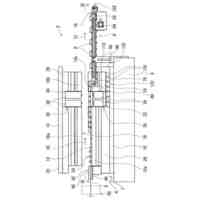
プレス加工機は、プレスモータの回転をクラッチを介して伝達してクランク軸を回転させて、スライドを上下させて、材料をプレス加工する機械である。
例えば、プレス加工機は、プレスフレームとベッドとクラウンとプレスモータとクラッチとクランク軸とブレーキとコンロッドとボルスタとスライドとで構成される。
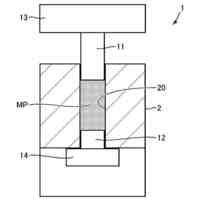
上型と下型とがスライドとボルスタとの間に設けられる。
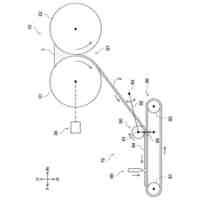
材料供給装置は、材料をプレス加工機に供給する装置であり、アンコイラーとロールフィーダと巻き取り機とで構成される。
スクラップ回収装置は、プレス加工機で発生するスクラップを回収し気体搬送システムに案内する装置である。
例えば、スクラップ回収装置は、ホッパーで構成される。
スクラップは、ホッパーに案内されて気体搬送システムに入り、気体搬送システムにより搬送されて端末に集められる。
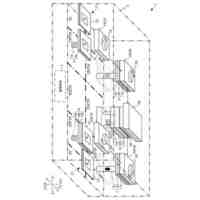
気体搬送システムは、プレス加工機から排出されるスクラップを送風機の吐出する搬送気体に載せて搬送する機械であり、ブロアーとエゼクタと搬送配管とで構成される。
ブロアーの吐出する気体がエゼクタに吐出し搬送配管に流れる。
例えば、ブロアーは回転数をインバータ制御される。
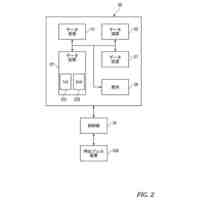
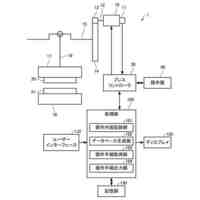
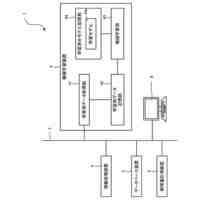
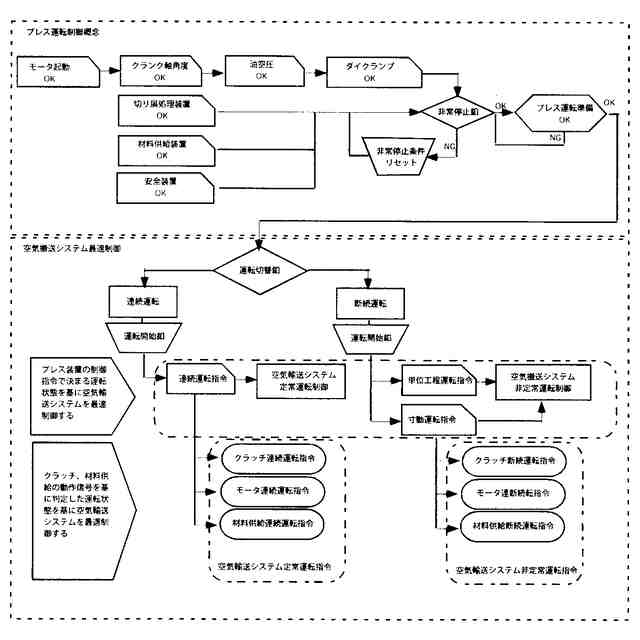
プレス操作盤は、電源機器とプレス制御機器と気体搬送システム制御機器と操作機器とで構成される。
プレス制御機器は、プレスシステムを制御する。
気体搬送システム制御機器は、搬送配管に流れる搬送気体の速度を所定の速度にする制御工程を実現する。
プレス制御機器と気体搬送システム制御機器とは、一体の制御機器であってもよい。
一体の制御機器は、プレス制御機能と気体搬送システム制御機能とを実現する。
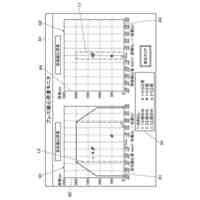
例えば、制御工程は搬送気体の速度をゼロ速、待機速、設定速、クリーニング速のうちの一つの速度にする。
ゼロ速は、0速度である。
待機速は、スクラップを受け入れる前の待機状態での搬送気体の速度である。
設定速は、受け入れるスクラップを適正に搬送するのに必要な搬送気体の速度である。
複数の設定速がスクラップのかさ比重、発生量に対応して設定さてもよい。
クリーニング速は、スクラップを受け入れない状態で搬送配管の中をクリーニングするのに必要な搬送気体の速度である。
待機速は設定速より遅い速度である。
設定速はクリーニング速より遅い速度である。
【0004】
従来では、プレスモータの状態のオン/オフに対応して搬送気体の速度を制御する。
プレスモータの状態はオンとオフとの間で変化する。
プレスモータの状態がオンのときプレスモータが回転する。
プレスモータの状態がオフのときプレスモータが回転しない。
例えば、制御スタートすると、搬送気体の速度をゼロ速から待機速にし、プレスモータの状態がオフからオンになると搬送気体の速度を待機速から設定速にし、プレスモータの状態がオンからオフになると搬送気体の速度を設定速からクリーニング速にし、一定時間を経過したとき、クリーニング速からゼロ速にする。
この様にすると、制御をシンプルにできる一方、省エネとは言い難い。
【0005】
発明者は、クラッチのオン/オフの変化に対応して搬送気体の速度を制御する制御工程を検討した。
クラッチの状態はオンとオフとの間で変化する。
クラッチの状態がオンのとき、クラッチがプレスモータの回転をクランク軸に伝達する。
クラッチの状態がオフのとき、クラッチがプレスモータの回転をクランク軸に伝達しない。
例えば、制御スタートすると、搬送気体の速度をゼロ速から待機速にし、クラッチの状態かオフからオンになると搬送気体の速度を待機速から設定速にし、クラッチの状態がオンからオフになると搬送気体の速度を設定速からクリーニング速にし、一定時間を経過したとき、クリーニング速から待機速またはゼロ速にする。
この様にすると、前述の制御よりも省エネになる。
一方、プレスシステムの運用では、上型と下型の交換時には、上型と下型の位置調整をするために、クラッチまたはプレスモータのオン/オフを繰りかえすインチング操作をおこなうことがある。
クラッチのオン/オフに対応して単純に搬送気体の速度を変化させる制御工程を採用すると、インチング操作の際に、搬送気体の速度を頻繁に変化させるので、送風機の負荷が大きくなる恐れがある。
【0006】
発明者らは、省エネになりさらに装置の寿命を低下させない気体搬送システムの運転方法を検討した。
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、上記の要請に鑑み、プレスモータの回転をクラッチを介して伝達しクランク軸を回転させて材料をプレス加工するプレス加工機から排出されるスクラップを送風機の吐出する搬送気体に載せて搬送するのに効率のよい気体搬送システムの運転方法を提供しようとする。
【課題を解決するための手段】
【0008】
上記目的を達成するため、本発明に係るプレスモータの回転をクラッチを介して伝達しクランク軸を回転させて材料をプレス加工するプレス加工機から排出されるスクラップを送風機の吐出する搬送気体に載せて搬送する気体搬送システムの運転方法であって、プレスの状態がオン/オフ、クラッチの状態がオン/オフの組合せに対応して搬送気体の速度をゼロ速、待機速、設定速、クリーニング速のうちの一つの速度にする制御工程を備え、
ここで、
クラッチの状態がオンとオフとの間で変化し、クラッチの状態がオンのときクラッチがプレスモータの回転をクランク軸に伝達し、クラッチの状態がオフのときクラッチがプレスモータの回転をクランク軸に伝達しない、
プレスの状態がオンとオフとの間で変化し、プレスの状態がオンのときクラッチの状態をオンにするとプレスモータが回転したときプレス加工機が材料を連続してプレス加工してスクラップを排出し、プレスの状態がオフのときクラッチの状態をオンにしてもプレス加工機が材料をプレス加工しない、
ゼロ速はゼロの風速であり、待機速は僅かな風速であり、設定速はスクラップのかさ比重、発生量に対応しスクラップを効率良く搬送できる風速であり、クリーニング速は気体搬送システムに溜まったスクラップを搬送するのに十分な風速であり、
待機速は設定速より遅く、設定速はクリーニング速より遅い、ものとした。
【0009】
上記本発明の構成では、プレスの状態がオン/オフ、クラッチの状態がオン/オフの組合せに対応して搬送気体の速度をゼロ速、待機速、設定速、クリーニング速のうちの一つの速度にする。
ここで、
クラッチの状態がオンとオフとの間で変化する。クラッチの状態がオンのときクラッチがプレスモータの回転をクランク軸に伝達する。クラッチの状態がオフのときクラッチがプレスモータの回転をクランク軸に伝達しない。
プレスの状態がオンとオフとの間で変化する。プレスの状態がオンのときクラッチの状態をオンにするとプレスモータが回転したときプレス加工機が材料を連続してプレス加工してスクラップを排出する。プレスの状態がオフのときクラッチの状態をオンにしてもプレス加工機が材料をプレス加工しない。
ゼロ速はゼロの風速である。待機速は僅かな風速である。
設定速はスクラップのかさ比重、発生量に対応しスクラップを効率良く搬送できる風速である。
クリーニング速は気体搬送システムに溜まったスクラップを搬送するのに十分な風速である。
待機速は設定速より遅い。設定速はクリーニング速より遅い。
その結果、プレス加工機の状態に応じて気体搬送システムを最適に制御できる。
【0010】
以下に、本発明の実施形態に係る気体搬送システムの運転方法を説明する。本発明は、以下に記載した実施形態のいずれか、またはそれらの中の二つ以上が組み合わされた態様を含む。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日機装株式会社
加圧装置
1日前
日機装株式会社
加圧装置
6か月前
株式会社ヨコオ
製造装置
6か月前
相源株式会社
制御装置
1日前
日機装株式会社
加圧システム
6か月前
トヨタ紡織株式会社
プレス装置
7か月前
大同工業株式会社
高温成形用金型
4か月前
住友重機械工業株式会社
プレス装置
5か月前
住友重機械工業株式会社
プレス装置
4か月前
日本発條株式会社
加工油供給方法及び装置
3か月前
株式会社石垣
スクリュープレスの外筒スクリーン洗浄方法
3か月前
株式会社ジェイテクトフルードパワーシステム
加圧パンチ装置
4か月前
株式会社西田製作所
工具ヘッドと据置台との組み合わせ
5か月前
いすゞ自動車株式会社
成形装置
2か月前
株式会社合同資源
金属ヨウ化物錠剤の製造方法
6か月前
株式会社金陽社
熱プレス用緩衝材
1か月前
大同特殊鋼株式会社
連続式真空ホットプレス装置
1か月前
株式会社ディムコ
ガイドユニットを備えるダブルベルトプレス装置
5か月前
住友重機械工業株式会社
プレス装置及びプレス装置の配管工程
4か月前
トヨタ自動車株式会社
ロールプレス装置
28日前
冨士発條株式会社
プレスシステム、およびトランスファ装置
2か月前
株式会社SGIC
加熱ブロック及びダブルベルトプレス
5か月前
UBEマシナリー株式会社
押出プレス装置の支援システム
4か月前
日伸工業株式会社
プレス加工システム及びプレス加工装置
7日前
株式会社石垣
スクリュープレスにおける目詰まり防止機構及びそれを用いた目詰まり防止方法
5か月前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の操作支援方法
1か月前
ノリタケ株式会社
ロールコンパクション成形装置およびロールコンパクション成形用搬送装置
21日前
株式会社KMC
監視システム、センサープレート及び通信制御ユニット
1か月前
住友重機械工業株式会社
プレス装置、診断装置、プレス装置の健全性診断方法及び健全性診断プログラム
6か月前
フェッテ コンパクティング ゲーエムベーハー
回転式プレス機のペレットをプレス試験する方法。
7か月前
学校法人金沢工業大学
加工機械の制御方法、加工機械の制御装置及び制御プログラム
5か月前
コマツ産機株式会社
プレス機械の金型用の予知保全システム及び予知保全のための方法
1か月前
株式会社放電精密加工研究所
機械学習装置、情報処理装置、推論装置、機械学習方法、情報処理方法、及び、推論方法
10日前
株式会社JKB
順送プレス加工方法及びその加工システム
1か月前
フェッテ コンパクティング ゲーエムベーハー
回転プレス機でペレットをテストプレスする方法および回転プレス機
5か月前
フェック ライニッシュ ゲゼルシャフト ミット ベシュレンクテル ハフツング
プレス工具及びプレスプレートの製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ