TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025048766
公報種別
公開特許公報(A)
公開日
2025-04-03
出願番号
2024151756
出願日
2024-09-03
発明の名称
回転式プレス機のペレットをプレス試験する方法。
出願人
フェッテ コンパクティング ゲーエムベーハー
代理人
個人
,
個人
,
個人
主分類
B30B
11/08 20060101AFI20250326BHJP(プレス)
要約
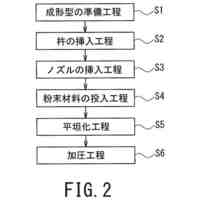
【課題】生産運転用の回転式プレス機を設定するためのプレス試験を、信頼性があり、かつ少ない手間で達成する方法を提供する。
【解決手段】回転式プレス機でペレットをプレス試験する方法であって、パンチ対を、充填位置に移動するステップと、圧縮する材料をレセプタクルに充填するステップと、プレス試験で製造されるペレットの予測されるウェブ高に到達するように、プレス装置のプレスユニットが互いに向かって移動するステップと、ロータが回転運動に入り、レセプタクルに充填された材料をペレットに圧縮するために、パンチ対がプレスユニットに接触し、押圧力および/または押圧力の特性を示すパラメータが決定されるステップと、事前設定された押圧力および/または押圧力の特性を示すパラメータの事前設定された値に達すると、ロータは停止し、逆方向に回転して、パンチ対がプレスユニットとの接触から外れるようになるステップと、を備える。
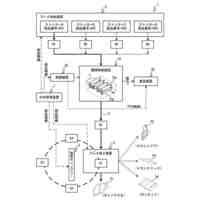
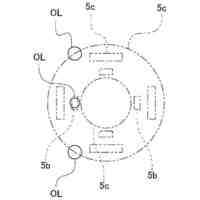
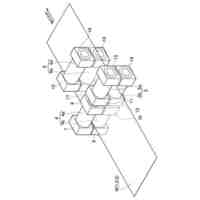
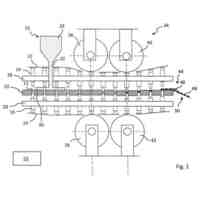
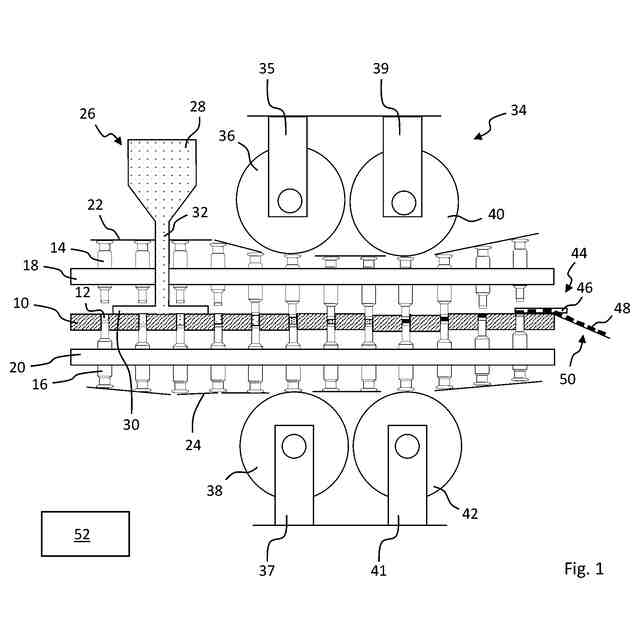
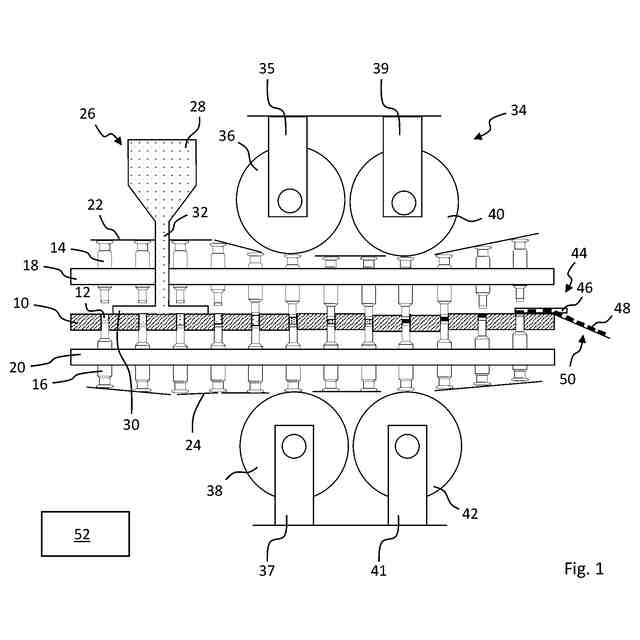
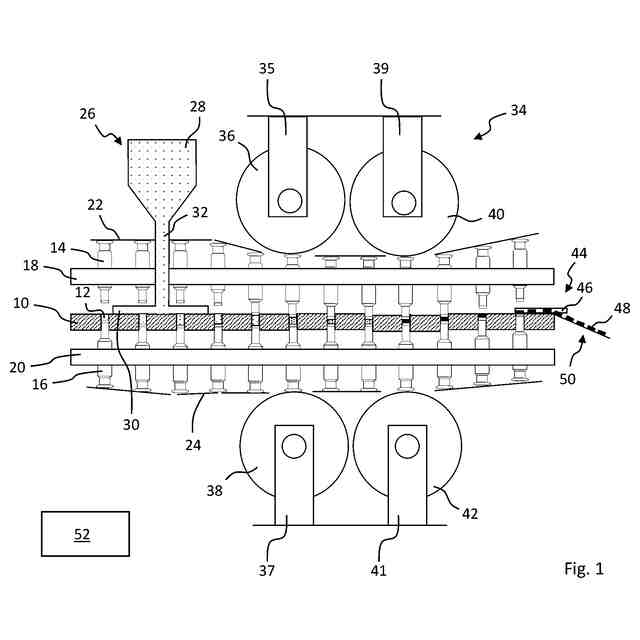
【選択図】図1
特許請求の範囲
【請求項1】
回転式プレス機でのペレットのプレス試験に関する方法であって、
上部および下部プレスパンチ(14、16)を有する回転駆動するロータと、
前記上部および下部プレスパンチ(14、16)用の上部および下部パンチガイド(18、20)と、
前記パンチガイド(18、20)間にダイプレート(10)と
を備え、
前記回転式プレス機の生産運転中に、前記上部および下部プレスパンチ(14、16)は、前記ダイプレート(10)のレセプタクル(12)と相互作用し、前記回転式プレス機の生産運転中に、圧縮される材料を前記レセプタクル(12)内に充填する充填装置(26)をさらに備え、
前記レセプタクル(12)内に位置する材料をペレットに圧縮されるように、生産運転中に前記上部および下部プレスパンチ(14、16)と相互作用する、上部プレスユニット(36)および下部プレスユニット(38)を有するプレス装置(34)をさらに備え
前記方法は、
・前記ダイプレート(10)のレセプタクル(12)に割り当てられた上部および下部プレスパンチ(14、16)のパンチ対が、前記上部プレスパンチ(14)が前記レセプタクル(12)から上方に移動し、前記下部プレスパンチ(16)が前記レセプタクル(12)内に部分的に位置し、前記下部プレスパンチ(16)が前記レセプタクル(12)内で圧縮される材料の最大充填高を事前設定するように、充填位置に移動するステップと、
・圧縮する材料を、前記レセプタクル(12)内に充填するステップと、
・前記プレス装置(34)の前記上部および下部プレスユニット(36、38)は、前記プレス試験で製造されるペレット(48)の予測されるウェブ高が、前記ロータの回転中に前記パンチ対がプレスユニット(36、38)間の最小距離の位置を超える前に到達するように、相互に移動するステップと、
・前記ロータは、回転運動に入り、前記レセプタクル(12)内に充填された材料をペレット(48)に圧縮するために、前記パンチ対が前記プレスユニット(36、38)に接触し、押圧力および/または前記押圧力の特性を示すパラメータを決定するステップと、
・事前設定された押圧力および/または押圧力の特性を示すパラメータの事前設定された値に到達すると、前記ロータは停止し、前記パンチ対が前記プレスユニット(36、38)との接触から外れるように、逆方向に回転するステップと
を含む、方法。
続きを表示(約 980 文字)
【請求項2】
前記押圧力の特性を示す前記パラメータは、前記ロータの回転位置、ウェブ高、押圧力曲線、および/または事前設定された押圧力での押圧滞留時間であり得ることを特徴とする、請求項1に記載の方法。
【請求項3】
前記押圧力および/または前記押圧力の特性を示す前記パラメータは、前記回転式プレス機を生産運転用に設定するために考慮されることを特徴とする、請求項1または2に記載の方法。
【請求項4】
前記プレス試験中および/または前記プレス試験後に、前記押圧力曲線、前記上部プレスパンチおよび/または前記下部プレスパンチのパンチ経路曲線、最大押圧力、事前設定された押圧力での前記押圧滞留時間、および/または前記製造されたペレット(48)の前記ウェブ高を備える、追加パラメータが決定されることを特徴とする、請求項1から3のいずれか一項に記載の方法。
【請求項5】
前記追加パラメータは、前記回転式プレス機を生産運転用に設定するために考慮されることを特徴とする、請求項4に記載の方法。
【請求項6】
前記プレス試験中、前記ダイプレート(10)の前記レセプタクル(12)に前記パンチ対のみが、前記ロータに取り付けられることを特徴とする、請求項1から5のいずれか一項に記載の方法。
【請求項7】
前記プレス試験中、前記充填装置(26)は、取り外されるか、または停止することを特徴とする、請求項1から6のいずれか一項に記載の方法。
【請求項8】
前記プレス試験において、圧縮される前記材料は、前記レセプタクル(12)内に手動で充填されることを特徴とする、請求項1から7のいずれか一項に記載の方法。
【請求項9】
前記プレス試験において、前記ロータは、前記回転式プレス機の生産運転中に到達する回転速度の少なくとも3分の1で回転駆動されることを特徴とする、請求項1から8のいずれか一項に記載の方法。
【請求項10】
複数のプレス試験が実施可能であり、前記ロータの回転速度の変化によって、前記押圧力曲線および/または前記パンチ経路曲線が変化することを特徴とする、請求項1から9のいずれか一項に記載の方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、回転式プレス機におけるペレットのプレス試験方法に関し、上部および下部のプレスパンチを備えた回転駆動のロータ、上部および下部プレスパンチ用の上部および下部パンチガイド、およびパンチガイド間のダイプレートを備え、回転式プレス機の生産運転中に、上部および下部プレスパンチはダイプレートのレセプタクルと相互作用し、さらに、圧縮される材料を生産運転中にレセプタクルに充填する充填装置を備え、さらに、上部プレスユニットおよび下部プレスユニットを有するプレス装置を備え、上部プレスユニットおよび下部プレスユニットは生産運転中に上部および下部プレスパンチと相互作用し、プレスユニットがレセプタクル内の材料を圧縮してペレットを形成する。
続きを表示(約 4,100 文字)
【背景技術】
【0002】
プレス試験は、例えば、新しい圧縮材料に対して回転式プレス機の最適な構成パラメータを決定するために、または生産運転中にペレットを製造するために行われる。特に、ペレットは錠剤である場合がある。プレス試験の範囲内で可能な限り最小限の製品使用量で錠剤をプレスするために、いわゆるシングルパンチ錠剤プレスが使用され、これらは上部および下部パンチのペア1組のみを備えたプレスである。これらは、ロータを通常備えておらず、特にペレット製造の通常の生産運転には適していないまたは想定されていないプレス試験用として特別に設計されている。このようなプレス試験では、生産運転中に材料を錠剤に製造する方法に関する、プレス試験の範囲内におけるすべてのデータが、特定の製品、すなわち特定の圧縮材料に対して決定される。次に、得られたデータは生産運転用のそれぞれの回転式プレス機に転送され、そこで製造される錠剤の所望の特性を得るために、得られたデータを調整しなければならない。シングルパンチプレス試験の利点は、プレス試験の範囲内で製造される1つまたは複数のペレットに必要な製品使用量が非常に少なくて済むことである。しかし、この方法の欠点は、生産運転を行うために回転式プレス機に加えてプレス試験を用意する必要があることである。さらに、得られたデータは、特にプレス機の構成要素が異なるせいで、生産運転用の回転式プレス機に直接転送することができない。そのため、得られたデータは生産プレス機に合わせて調整しなければならない。この調整を行うために、通常、生産運転用の回転式プレス機のための追加プレス試験を行う必要がある。
【0003】
ドイツ特許明細書第10319024号(特許文献1)には、回転式錠剤製造機における錠剤のプレス試験方法が開示されており、これは通常の生産運転用の回転式プレス機で実施される。この方法では、単一の圧縮用に選ばれたパンチ対が自動的に充填位置に移動し、充填装置が少なくとも部分的に移動し、ロータが停止している間にダイまたは限られた数のダイに材料が充填される。その後、ロータは回転し、プレス位置で所定の生産速度に達するように加速される。1回転後、ロータは再び充填位置で停止する。ロータの回転中に、測定点の信号や信号経路が記録され、コンピュータに入力されて表示および評価される。この方法に関しては、プレス試験用に別のプレス試験を必要としないことが利点である。これにより手間が削減される。同時に、プレス試験の範囲内で得られたデータは、すでに生産運転用の回転式プレス機上で得られているので直接使用でき、ほとんど調整を必要としない。これによりまた手間が削減される。さらに、材料が充填されるのは1つまたは少数のダイのみであるため、プレス試験に必要な製品使用量を同時に低く抑えることができる。しかし、初回のプレス試験では、ダイ内の充填量に基づいて、生成される錠剤のウェブ高を推定する必要がある。プレス位置では、最初に未知の押圧力が発生する。それぞれの製品に適合する押圧力は、複数回のプレス試験の範囲内にしたがって決定しなければならない。その結果、手間と製品使用量が再び増加する。
【先行技術文献】
【特許文献】
【0004】
ドイツ特許明細書第10319024号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
前述した従来技術から逸脱して、本発明は、冒頭に述べたような方法であって、生産運転用の回転式プレス機を設定するためのプレス試験を、信頼性があり、かつ少ない手間で達成する方法を提供するという目的を達成しようとするものである。
【課題を解決するための手段】
【0006】
本発明は、独立請求項1によって目的を達成する。有利な実施形態は従属請求項、明細書および図面に示されている。
【0007】
冒頭に述べたタイプの方法に関して、本発明は、
・ダイプレートのレセプタクルに割り当てられた上部プレスパンチおよび下部プレスパンチのパンチ対が、上部プレスパンチがレセプタクルから上方に移動し、下部プレスパンチがレセプタクル内に部分的に位置し、下部プレスパンチは、レセプタクル内で圧縮される材料の最大充填高を事前設定するように、充填位置に移動するステップと、
・圧縮される材料を、レセプタクル内に充填するステップと、
・プレス試験で製造されるペレットの予測されるウェブ高が、ロータの回転中にパンチ対がプレスユニット間の最小距離の位置を超える前に到達するように、プレス装置のプレスユニットが相互に移動するステップと、
・ロータは回転運動に入り、レセプタクルに充填された材料をペレットに圧縮されるため、パンチ対がプレスユニットと接触し、押圧力および/または押圧力の特性を示すパラメータを決定するステップと、
・事前設定された押圧力および/または押圧力の特性を示すパラメータの事前設定された値に達すると、ロータは停止し、パンチ対がプレスユニットと接触から外れるように、逆方向に回転するステップと、
によって、目的を達成する。
【0008】
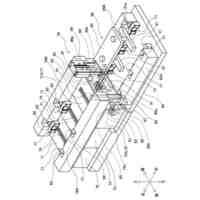
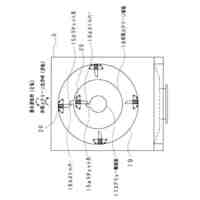
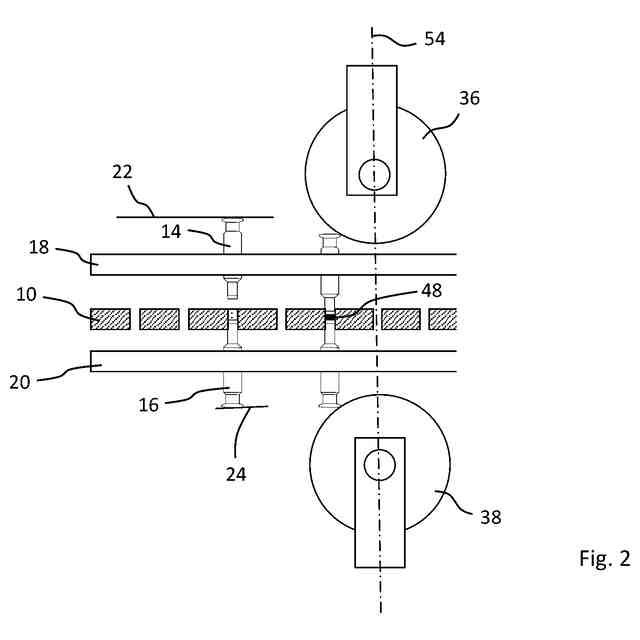
本発明による方法とともに用いられる回転式プレス機は、材料、特に粉末材料からペレット、特に錠剤を通常生産するために設けられた回転式プレス機である。既知の方法では、回転式プレス機は、ダイプレートのレセプタクルおよび/またはキャビティにそれぞれ対で割り当てられた複数の上部および下部プレスパンチを有するロータを備える。レセプタクルは、ダイプレート内の直掘り穴として実装することができる。それらはまた、ダイプレートの割り当てられた大きなレセプタクルに挿入されるスリーブ状のインサートとして設計することもできる。回転式プレス機の運転中、上部および下部のプレスパンチはダイプレートと共に回転し、その軸方向移動は制御カムによって制御され、上部および下部パンチガイドによって誘導される。制御カムは通常、プレスパンチのパンチヘッドと相互作用する。生産運転の回転中に、ダイプレートは、回転式プレス機の様々な装置、すなわち充填装置およびプレス装置を通過し、充填装置内では、圧縮される粉末材料がダイプレートのレセプタクルに充填されており、プレス装置内では、上部および下部プレスパンチは、例えば上部および下部プレスローラーまたはプレスウエッジである上部および下部プレスユニットによって、レセプタクル内に押し込まれ、粉末材料を錠剤などのペレットに圧縮される。プレス装置は、例えば予備プレスローラーおよび、主プレスローラーである上部および下部主プレスユニットを備えることができる。プレス装置の下流側では、上部プレスパンチがレセプタクルから上方に誘導され、レセプタクル内で生成されたペレットが下部パンチによってダイプレートの上側に押し出される。このために、下部プレスパンチを上方に移動させる排出カムが設けられている。スクレーパーによって、ペレットはダイプレートから回転式プレス機の出力部に掻き落とされ、そこからさらなる加工のために供給される。制御カムは通常、充填カムも備え、この充填カムは、上部プレスパンチがそれぞれのレセプタクルから上方に誘導されると、下部プレスパンチをレセプタクルに部分的に誘導されるような事前設定された位置に移動させる。この充填位置において、下部プレスパンチはそれぞれのレセクタプルの底部を構成し、したがってレセクタプルに充填される材料の最大充填高を規定する。
【0009】
前述したように、本発明による方法で用いられる回転式プレス機は、通常の生産運転用の回転式プレス機である。以下にさらに詳細に説明するように、プレス試験を実施するために、回転式プレス機を調整することができる。特に、例えば上部および下部プレスパンチおよび/または充填装置のような、回転式プレス機の構成部品は、プレス試験開始前に取り外し可能である。本発明による方法では、ダイプレートのレセプタクルに割り当てられた上部および下部プレスパンチのパンチ対は充填位置に移動し、充填位置では、上部プレスパンチが前述したようにレセプタクル外に移動し、下部プレスパンチが部分的にレセプタクル内に位置しており、その結果、レセプタクル内で圧縮される材料の最大充填高が事前設定される。パンチ対の充填位置において、ロータは停止させることができる。次に、圧縮される材料、特に、前述したように、粉末材料がレセプタクル内に充填される。特に実用的な形態では、ロータの割り当てられた回転によって、パンチ対を充填位置に移動させることができる。しかし、パンチ対を、充填位置で意図的にロータに取り付けることも可能である。
【0010】
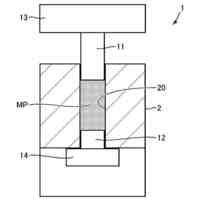
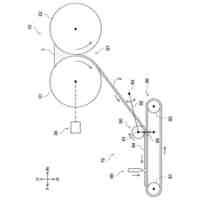
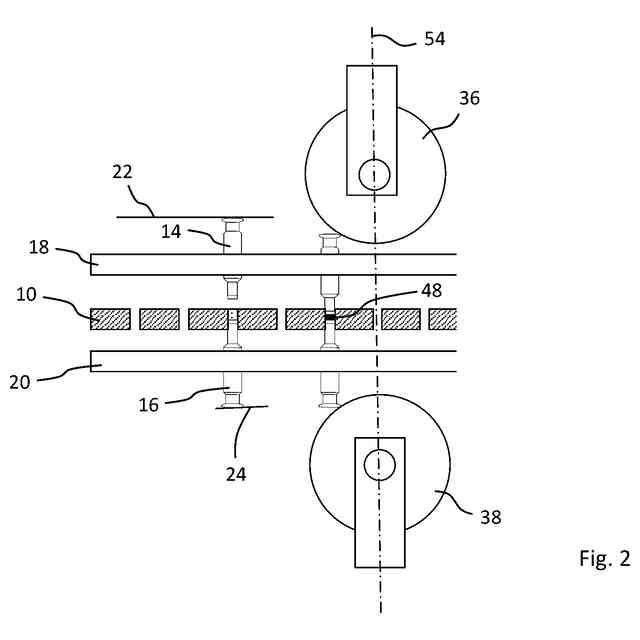
本発明による方法では、プレス装置の上部および下部プレスユニットは、ロータの回転中にパンチ対がプレスユニット間の最小距離の位置を超える前、特に到達する前に、プレス試験で製造されるペレット、特に錠剤のウェブ高が予測される範囲内において、さらに互いに向かって移動する。この場合、ウェブ高は、ペレットの外装面の高さ、すなわちペレットの、特に円筒形の部分に相当する。これを円筒形高とも呼ぶ。ウェブ高は、特にペレットを圧縮されるプレスパンチのパンチ先端の形状によって影響を受けないペレットの部分である。したがって、対向して配置されたプレスパンチは、プレス工程の過程で、ウェブ高に相当する最小距離に到達するまで互いに接近する。ペレットの外装上面または下面の形状における凸状のずれ等は考慮しない。したがって、製造されたペレットのウェブ高は、プレス工程中に上部および下部パンチ間に生じる最小距離から求められる。よって、軸方向のパンチ長が与えられた場合、ウェブ高はプレスユニット間の距離によって定義される。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日機装株式会社
加圧装置
23日前
相源株式会社
制御装置
23日前
大同工業株式会社
高温成形用金型
5か月前
住友重機械工業株式会社
プレス装置
6か月前
住友重機械工業株式会社
プレス装置
5か月前
日本発條株式会社
加工油供給方法及び装置
4か月前
株式会社石垣
スクリュープレスの外筒スクリーン洗浄方法
4か月前
株式会社ジェイテクトフルードパワーシステム
加圧パンチ装置
5か月前
いすゞ自動車株式会社
成形装置
2か月前
株式会社菊水製作所
成形品製造用機械の監視システム
3日前
マクセル株式会社
粉体成型体の製造方法及び製造装置
10日前
大同特殊鋼株式会社
連続式真空ホットプレス装置
2か月前
株式会社金陽社
熱プレス用緩衝材
2か月前
株式会社ディムコ
ガイドユニットを備えるダブルベルトプレス装置
5か月前
住友重機械工業株式会社
プレス装置及びプレス装置の配管工程
4か月前
トヨタ自動車株式会社
ロールプレス装置
1か月前
冨士発條株式会社
プレスシステム、およびトランスファ装置
3か月前
UBEマシナリー株式会社
押出プレス装置の支援システム
4か月前
日伸工業株式会社
プレス加工システム及びプレス加工装置
29日前
株式会社石垣
スクリュープレスにおける目詰まり防止機構及びそれを用いた目詰まり防止方法
6か月前
アイダエンジニアリング株式会社
プレス機械及びプレス機械の操作支援方法
2か月前
株式会社KMC
監視システム、センサープレート及び通信制御ユニット
2か月前
ノリタケ株式会社
ロールコンパクション成形装置およびロールコンパクション成形用搬送装置
1か月前
アピックヤマダ株式会社
プレス装置、プレス方法、樹脂封止装置及び樹脂封止方法
15日前
コマツ産機株式会社
プレス機械の金型用の予知保全システム及び予知保全のための方法
1か月前
株式会社放電精密加工研究所
機械学習装置、情報処理装置、推論装置、機械学習方法、情報処理方法、及び、推論方法
1か月前
株式会社JKB
順送プレス加工方法及びその加工システム
2か月前
フェッテ コンパクティング ゲーエムベーハー
回転式錠剤プレス機および回転式錠剤プレス機を用いたプレスパンチの潤滑方法
8日前
フェック ライニッシュ ゲゼルシャフト ミット ベシュレンクテル ハフツング
プレス工具及びプレスプレートの製造方法
2か月前
フェック ライニッシュ ゲゼルシャフト ミット ベシュレンクテル ハフツング
プレス工具及びプレスプレートの製造方法
2か月前
アライドコーヒーロースターズ株式会社
ペレット製造装置及びペレットの製造方法
4か月前
株式会社カプコン
プログラム、情報処理方法および情報処理装置
2か月前
株式会社カプコン
プログラム、情報処理方法および情報処理装置
1か月前
株式会社カプコン
プログラム、情報処理方法および情報処理装置
1か月前
ローム株式会社
時間測定回路
1か月前
株式会社カプコン
プログラム、情報処理方法および情報処理装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ