TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025007706
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023109282
出願日
2023-07-03
発明の名称
接合装置及び異種材接合方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B23K
11/20 20060101AFI20250109BHJP(工作機械;他に分類されない金属加工)
要約
【課題】電極またはベースに溶融した金属が付着することがない接合装置を提供する。
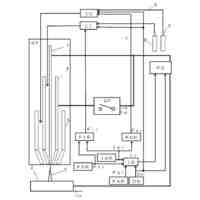
【解決手段】第1の融点を有する第1の金属よりなる第1の被接合材31の第1の端部31eと、第1の融点より低い第2の融点を有する第2の金属よりなる第2の被接合材32の第2の端部32eとが重ね合わされて、重ね合わせ領域312とされている。第1の電極41は、第1の金属の体積抵抗率よりも高い体積抵抗率を有する金属で形成され、重ね合わせ領域312の第1の端部31eの表面に接触している。第2の電極42は、第1の金属の体積抵抗率と同じまたはそれより低い体積抵抗率を有する金属で形成され、重ね合わせ領域312から外れた領域の第1の被接合材31の表面に接触している。加圧装置50は第1の電極41を加圧する。電源部20は第1の電極41及び第2の電極42間に通電する。
【選択図】図1
特許請求の範囲
【請求項1】
第1の融点を有する第1の金属よりなる第1の被接合材の第1の端部と、前記第1の融点より低い第2の融点を有する第2の金属よりなる第2の被接合材の第2の端部とが重ね合わされている母材における、前記第1の端部と前記第2の端部とが重ね合わされた重ね合わせ領域の前記第1の端部の表面に接触させる、前記第1の金属の体積抵抗率よりも高い体積抵抗率を有する金属で形成された第1の電極と、
前記重ね合わせ領域から外れた領域の前記第1の被接合材の表面に接触させる、前記第1の金属の体積抵抗率と同じまたはそれより低い体積抵抗率を有する金属で形成された第2の電極と、
前記第1の電極が接触している前記重ね合わせ領域の箇所を加圧するよう、前記第1の電極を加圧する加圧装置と、
前記第1の電極から前記第2の電極へと電流が流れるように前記第1及び第2の電極間に通電する電源部と、
を備える接合装置。
続きを表示(約 1,300 文字)
【請求項2】
前記第1の電極は、モリブデン、タングステン、ステンレス、またはカーボンで形成されている請求項1に記載の接合装置。
【請求項3】
前記第2の電極は、クロム銅または純銅で形成されている請求項1または2に記載の接合装置。
【請求項4】
前記重ね合わせ領域における前記第1の被接合材と前記第2の被接合材との境界部の温度が、前記第1及び第2の金属の共晶点以上、前記第2の金属の融点以下のいずれかの温度となるように、前記電源部を制御する制御部をさらに備える請求項1または2に記載の接合装置。
【請求項5】
前記第1の電極の温度を計測する放射温度計をさらに備え、
前記制御部は、前記放射温度計より出力される温度データに基づいて前記第1の電極の温度を監視し、前記第1の電極の温度にエラーが発生したと判定すると、前記第1及び第2の電極間の通電を停止するよう前記電源部を制御し、かつ、前記重ね合わせ領域の箇所の加圧を解除するよう前記加圧装置を制御する
請求項4に記載の接合装置。
【請求項6】
第1の融点を有する第1の金属よりなる第1の被接合材の第1の端部と、前記第1の融点より低い第2の融点を有する第2の金属よりなる第2の被接合材の第2の端部とを重ね合わせ、
前記第1の金属の体積抵抗率よりも高い体積抵抗率を有する金属で形成された第1の電極を、前記第1の端部と前記第2の端部とが重ね合わされた重ね合わせ領域の前記第1の端部の表面に接触させ、かつ、前記第1の金属の体積抵抗率と同じまたはそれより低い体積抵抗率を有する金属で形成された第2の電極を、前記重ね合わせ領域から外れた領域の前記第1の被接合材の表面に接触させ、
加圧装置によって前記第1の電極を加圧することによって、前記第1の電極が接触している前記重ね合わせ領域の箇所を加圧し、
前記第1の被接合材を前記第1の電極と前記第2の電極との間の導通経路として前記第1の電極から前記第2の電極へと電流を流すことにより、前記第1の電極を発熱させ、
前記第1の電極の熱によって前記第1の端部を加熱し、前記第1の端部の熱によって前記第2の端部を加熱することにより、前記第1の端部と前記第2の端部とを接合する
異種材接合方法。
【請求項7】
前記第1の金属は銅または鉄であり、前記第2の金属はアルミニウムである請求項6に記載の異種材接合方法。
【請求項8】
前記第1の電極を、モリブデン、タングステン、ステンレス、またはカーボンで形成する請求項7に記載の異種材接合方法。
【請求項9】
前記第2の電極をクロム銅または純銅で形成する請求項7または8に記載の異種材接合方法。
【請求項10】
前記重ね合わせ領域における前記第1の被接合材と前記第2の被接合材との境界部の温度を、前記第1及び第2の金属の共晶点以上、前記第2の金属の融点以下のいずれかの温度とすることにより、前記第1の端部と前記第2の端部とを共晶溶融現象によって接合する請求項7または8に記載の異種材接合方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、接合装置及び異種材接合方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
スポット溶接(スポット接合)の方式として、ダイレクト式、インダイレクト式、シリーズ式等の各種の方式がある。融点が異なる金属よりなる異種材を接合するとき、スポット溶接のいずれかの方式が用いられる。異種材は、一例として銅板及びアルミニウム板である。特許文献1には、シリーズ式の溶接方法が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2003-19569号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
異種材が銅板及びアルミニウム板である場合を例とすると、ダイレクト式は、重ね合わされた銅板とアルミニウム板とを一対の電極で挟んで両者を接合する方式である。銅板とアルミニウム板とが重ね合わされた重ね合わせ領域において、一方の電極が銅板の表(おもて)面と接触し、他方の電極がアルミニウム板の裏面と接触する。インダイレクト式は、重ね合わせ領域における銅板の表面に一方の電極を接触させ、重ね合わせ領域から外れたアルミニウム板の表面に他方の電極を接触させて、両者を接合する方式である。ダイレクト式及びインダイレクト式では、融点の低いアルミニウム板に電極が接触しているので、アルミニウム板が溶融して電極に付着することがある。
【0005】
シリーズ式は、重ね合わせ領域における銅板の表面に一対の電極の双方を接触させて、両者を接合する方式である。シリーズ式では、電極はアルミニウム板に接触していないが、銅板及びアルミニウム板の双方に電流が流れるから、アルミニウム板が溶融することがある。重ね合わされた銅板及びアルミニウム板は、アルミニウム板を下側にしてベース上に置かれている。従って、アルミニウム板が溶融するとベースに付着することがある。電極またはベースに溶融した金属が付着することがない接合装置及び異種材接合方法の登場が望まれる。
【課題を解決するための手段】
【0006】
1またはそれ以上の実施形態の第1の態様は、第1の融点を有する第1の金属よりなる第1の被接合材の第1の端部と、前記第1の融点より低い第2の融点を有する第2の金属よりなる第2の被接合材の第2の端部とが重ね合わされている母材における、前記第1の端部と前記第2の端部とが重ね合わされた重ね合わせ領域の前記第1の端部の表面に接触させる、前記第1の金属の体積抵抗率よりも高い体積抵抗率を有する金属で形成された第1の電極と、前記重ね合わせ領域から外れた領域の前記第1の被接合材の表面に接触させる、前記第1の金属の体積抵抗率と同じまたはそれより低い体積抵抗率を有する金属で形成された第2の電極と、前記第1の電極が接触している前記重ね合わせ領域の箇所を加圧するよう、前記第1の電極を加圧する加圧装置と、前記第1の電極から前記第2の電極へと電流が流れるように前記第1及び第2の電極間に通電する電源部とを備える接合装置を提供する。
【0007】
1またはそれ以上の実施形態の第2の態様は、第1の融点を有する第1の金属よりなる第1の被接合材の第1の端部と、前記第1の融点より低い第2の融点を有する第2の金属よりなる第2の被接合材の第2の端部とを重ね合わせ、前記第1の金属の体積抵抗率よりも高い体積抵抗率を有する金属で形成された第1の電極を、前記第1の端部と前記第2の端部とが重ね合わされた重ね合わせ領域の前記第1の端部の表面に接触させ、かつ、前記第1の金属の体積抵抗率と同じまたはそれより低い体積抵抗率を有する金属で形成された第2の電極を、前記重ね合わせ領域から外れた領域の前記第1の被接合材の表面に接触させ、加圧装置によって前記第1の電極を加圧することによって、前記第1の電極が接触している前記重ね合わせ領域の箇所を加圧し、前記第1の被接合材を前記第1の電極と前記第2の電極との間の導通経路として前記第1の電極から前記第2の電極へと電流を流すことにより、前記第1の電極を発熱させ、前記第1の電極の熱によって前記第1の端部を加熱し、前記第1の端部の熱によって前記第2の端部を加熱することにより、前記第1の端部と前記第2の端部とを接合する異種材接合方法を提供する。
【発明の効果】
【0008】
1またはそれ以上の実施形態に係る接合装置及び異種材接合方法によれば、電極またはベースに溶融した金属が付着することがない。
【図面の簡単な説明】
【0009】
図1は、1またはそれ以上の実施形態に係る接合装置を示すブロック図である。
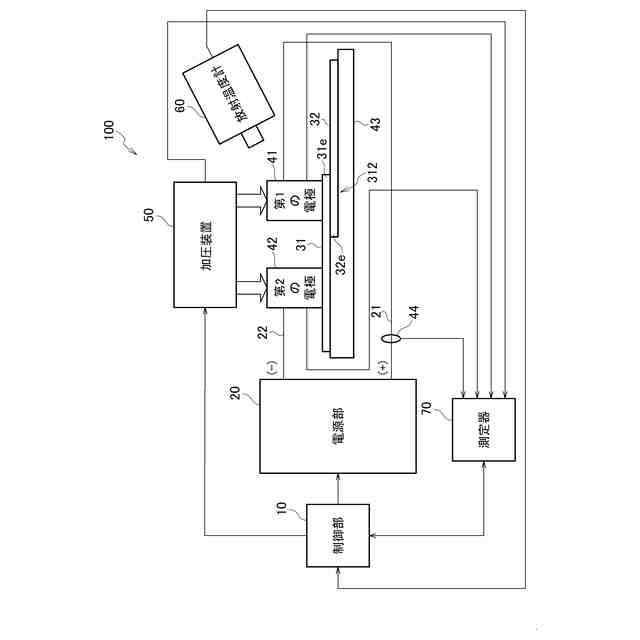
図2は、1またはそれ以上の実施形態に係る接合装置によって異種材を接合するときの電流の流れを示す図である。
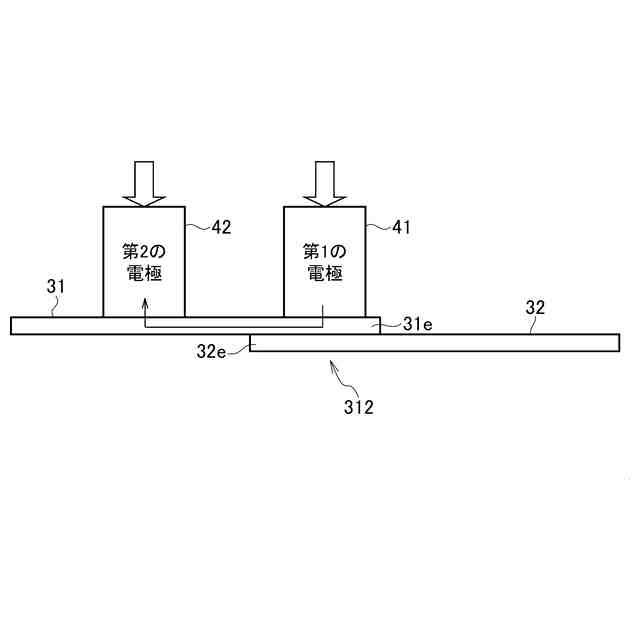
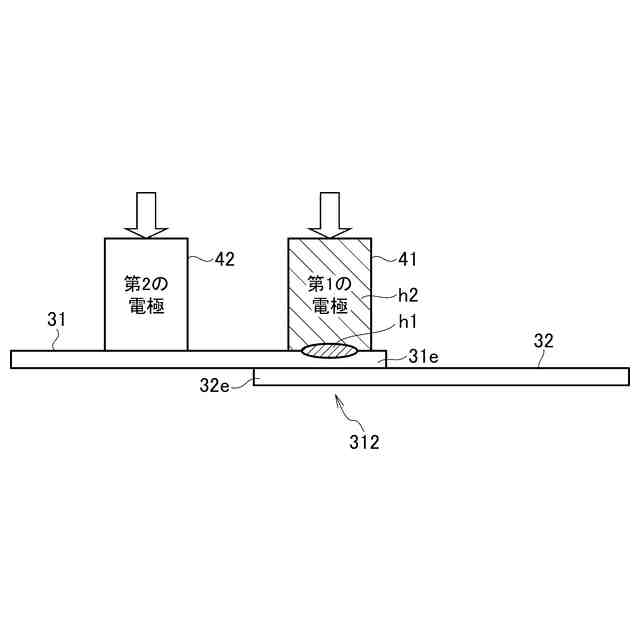
図3は、1またはそれ以上の実施形態に係る接合装置によって異種材を接合するときに、第1の電極と第1の被接合材との境界部において抵抗発熱している状態を示す概念図である。
図4は、図3に続く状態であり、1またはそれ以上の実施形態に係る接合装置によって異種材を接合するときに、第1の電極が発熱している状態を示す概念図である。
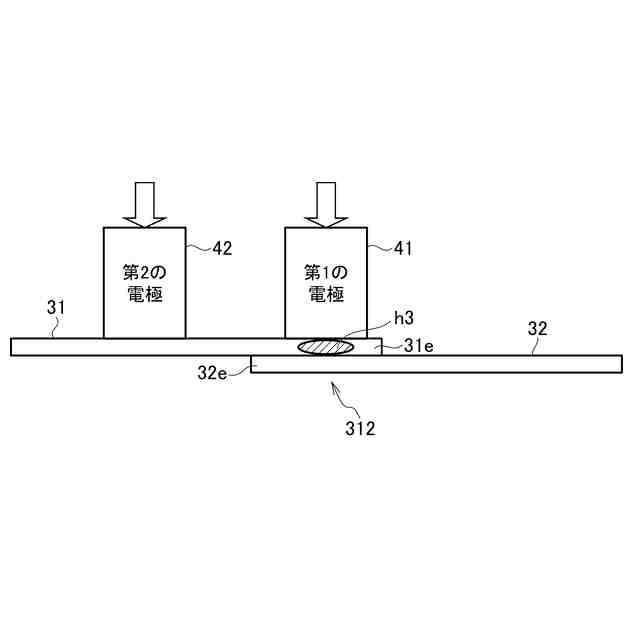
図5は、図4に続く状態であり、1またはそれ以上の実施形態に係る接合装置によって異種材を接合するときに、第1の電極の熱が第1の被接合材に移動した状態を示す概念図である。
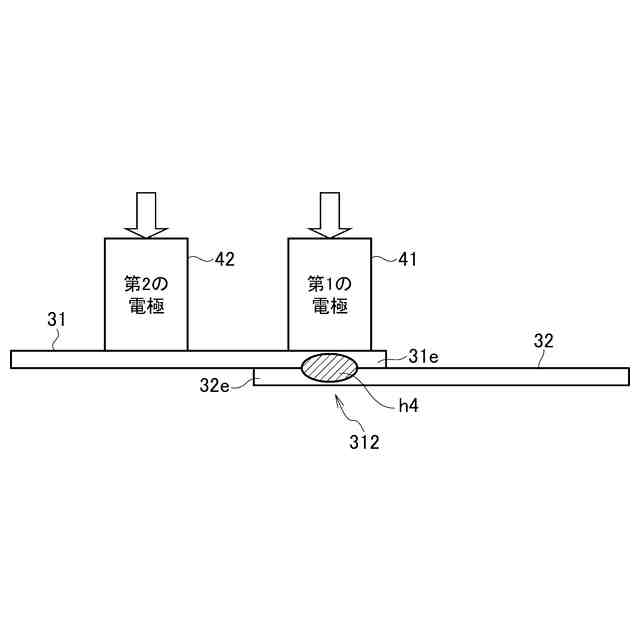
図6は、図5に続く状態であり、1またはそれ以上の実施形態に係る接合装置によって異種材を接合するときに、第1の被接合材と第2の被接合材との境界部が発熱している状態を示す概念図である。
図7は、比較例であるシリーズ式の接合方法を示す図である。
【発明を実施するための形態】
【0010】
以下、1またはそれ以上の実施形態に係る接合装置及び異種材接合方法について、添付図面を参照して説明する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
1日前
日東精工株式会社
組み付け装置
2か月前
有限会社津谷工業
切削工具
1か月前
個人
複合金属回転式ホーン
1日前
株式会社FUJI
工作機械
2日前
株式会社不二越
タップ
2か月前
株式会社トーキン
溶接用トーチ
7日前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社ツガミ
工作機械
11日前
トヨタ自動車株式会社
検査方法
11日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
トヨタ自動車株式会社
積層コア
23日前
トヨタ自動車株式会社
取付装置
1日前
株式会社不二越
歯車研削盤
2か月前
株式会社オーエム製作所
工作機械
14日前
株式会社不二越
歯車加工機
1か月前
株式会社メドメタレックス
ドリル
22日前
住友重機械工業株式会社
レーザ装置
2か月前
株式会社メタルクリエイト
切削装置
2か月前
株式会社FUJI
自動化用パレット
1か月前
株式会社関本管工
エルボ管保持装置
7日前
三菱電機株式会社
ねじ取り出し装置
15日前
サムテック株式会社
加工物製造方法
22日前
トヨタ自動車株式会社
位相測定方法
22日前
株式会社浪速試錐工業所
防風カバー
2か月前
株式会社ヤマダスポット
抵抗溶接機
1か月前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
ブラザー工業株式会社
工作機械
2か月前
DMG森精機株式会社
工作機械
11日前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社不二越
工具の製造方法
23日前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
トヨタ自動車株式会社
スパッタ検出方法
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
1日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ