TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024179106
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023097656
出願日
2023-06-14
発明の名称
折曲げ加工機の金型交換装置、及び折曲げ加工機の金型交換方法
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
5/04 20060101AFI20241219BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】加工を行うことができない時間が長期化することを抑制する。
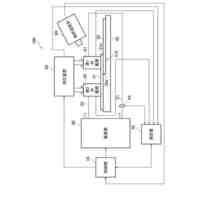
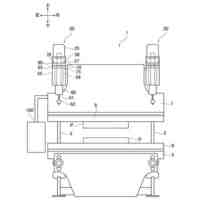
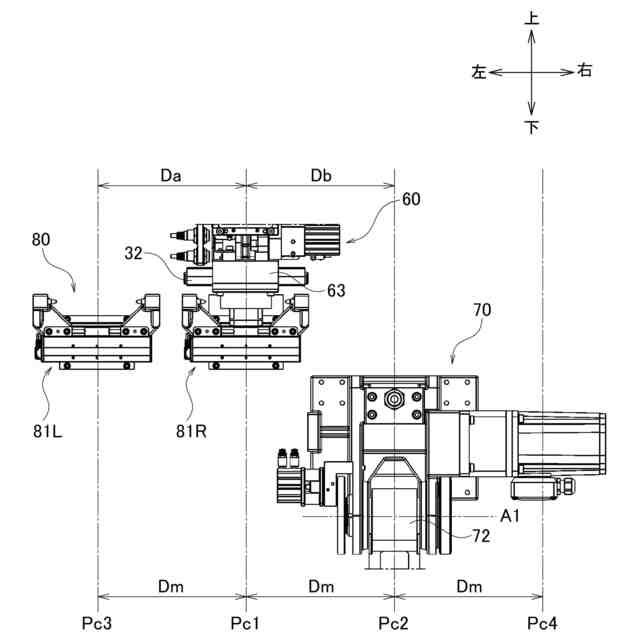
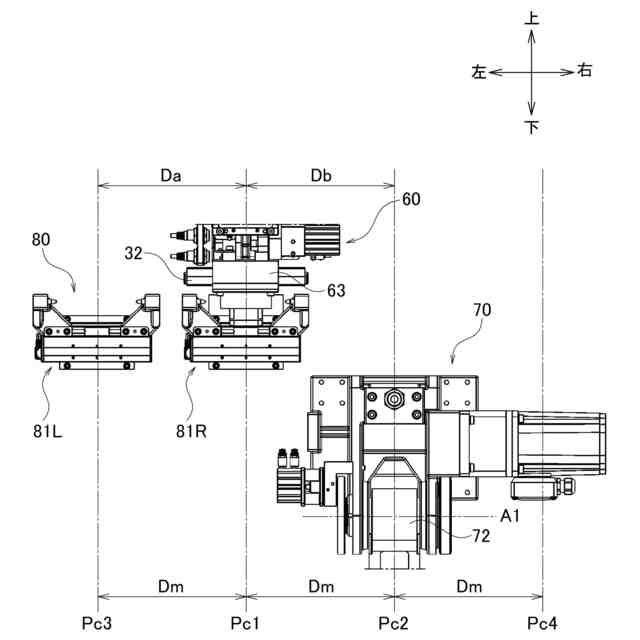
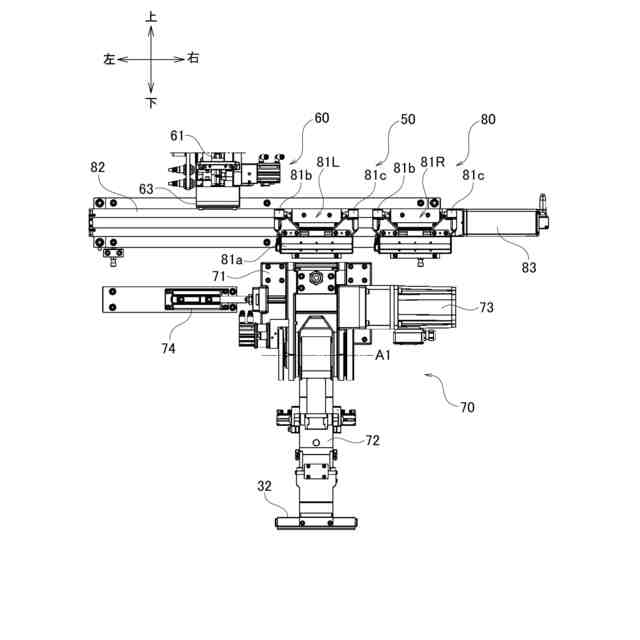
【解決手段】金型格納ドラム60は、長さの異なる複数のセンタ金型32をそれぞれ格納可能な複数の格納スロット63を備える。センタ金型ユニット70は、センタ金型32が装着可能なセンタアーム72を備え、センタアーム72が左右方向に延在する回転軸A1を中心に旋回することで、センタ金型32の交換が可能な跳上げ状態に切り替え可能である。移送ユニット80は、左右方向に並んで配置されて互いの距離を維持したまま左右方向に移動する左右のハンド81L、81Rを備える。移送ユニット80は、左右のハンド81L、81Rの移動方向の延長線上に配置される格納スロットとセンタアームとの間でセンタ金型32を移送する。左右のハンド81L、81Rの移動方向は、格納スロット63及びセンタアーム72に対するセンタ金型32の挿抜方向と対応している。
【選択図】図1
特許請求の範囲
【請求項1】
センタ金型を含むトップダイが設けられ、上下方向に可動する上部フレームと、前記トップダイと対向するボトムダイが設けられた下部フレームと、を備え、
前記トップダイと前記ボトムダイとでワークを固定した状態で前記ワークの折曲げ加工を行う折曲げ加工機に搭載される金型交換装置において、
長さの異なる複数のセンタ金型をそれぞれ格納可能な複数の格納スロットを備えた金型格納装置と、
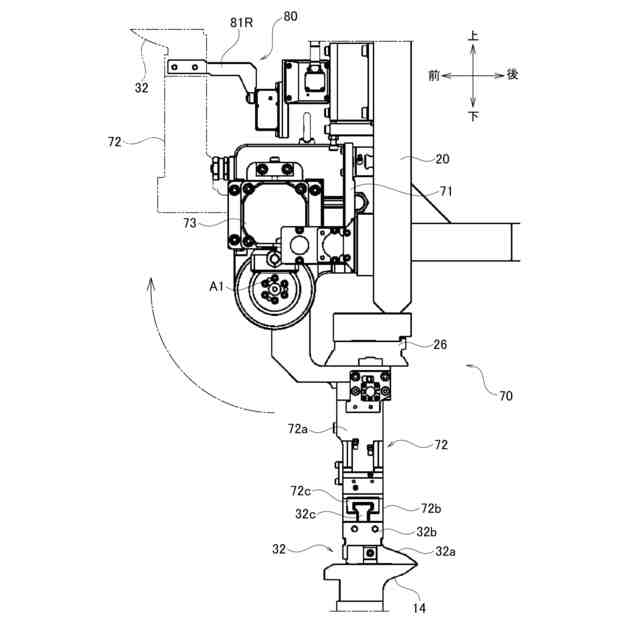
前記センタ金型が装着可能なセンタアームを備え、前記センタアームが左右方向に延在する回転軸を中心に旋回することで、前記トップダイの一部として前記センタ金型が整列する基準状態と、前記センタ金型の交換が可能な跳上げ状態とで切り替え可能なセンタ金型ユニットと、
左右方向に並んで配置されて互いの距離を維持したまま左右方向に移動する左右のハンドを備え、前記左右のハンドの移動方向の延長線上に配置される前記格納スロットと前記センタアームとの間で前記センタ金型を移送する移送ユニットと、を有し、
前記左右のハンドの移動方向は、前記格納スロット及び前記センタアームに対する前記センタ金型の挿抜方向と対応している
折曲げ加工機の金型交換装置。
続きを表示(約 3,100 文字)
【請求項2】
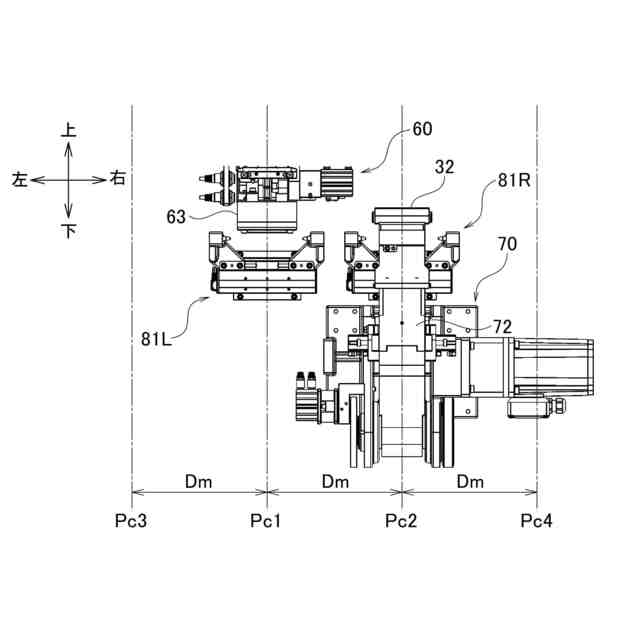
前記格納スロットと前記センタアームとの間の左右方向における距離は、前記左右のハンドの左右方向における距離と同じである
請求項1記載の折曲げ加工機の金型交換装置。
【請求項3】
前記左右のハンドのそれぞれは、
互いに近接する方向及び互いに離隔する方向に移動自在に構成され、前記センタ金型を左右両側から保持する左右のフィンガと、
前記左右のフィンガが搭載されるハウジングと、を有し、
前記左右のフィンガのそれぞれは、
ハンド中心から遠ざかるように斜め上方に延出するフィンガベースと、
前記フィンガベースから前方に延出し、前記センタ金型を保持するフィンガ本体と、を含んでいる
請求項1記載の折曲げ加工機の金型交換装置。
【請求項4】
前記左右のハンドを制御する制御装置をさらに有する
請求項1記載の折曲げ加工機の金型交換装置。
【請求項5】
前記制御装置は、3つの状態間を遷移するように、前記左右のハンドの左右方向の移動と位置決めとを制御し、
前記3つの状態は、
前記左右のハンドのうち一方のハンドが前記格納スロットと対応する格納位置にいる状態、
前記一方のハンドが前記センタアームと対応する交換位置にいて、前記左右のハンドのうち他方のハンドが前記格納位置にいる状態、及び
前記他方のハンドが前記交換位置にいる状態、を含む
請求項4記載の折曲げ加工機の金型交換装置。
【請求項6】
前記金型格納装置は、前記センタ金型ユニットよりも左側にシフトした位置に配置されており、
前記制御装置は、
前記左右のハンドを右方向へ移動させて、右ハンドが前記格納位置にいる状態から、前記右ハンドが前記交換位置にいて左ハンドが前記格納位置にいる状態へと前記左右のハンドを遷移させ、
前記左ハンドを閉じて、前記格納スロットに格納されている使用予定センタ金型を前記左ハンドで保持し、
前記右ハンドを閉じて、前記跳上げ状態の前記センタアームに装着されている使用済センタ金型を前記右ハンドで保持し、
前記左右のハンドを右方向へ移動させて、前記左ハンドが前記交換位置にいる状態へと前記左右のハンドを遷移させ、
前記左ハンドを開いて前記使用予定センタ金型を前記センタアームに引き渡し、
前記左右のハンドを左方向へ移動させて、前記右ハンドが前記格納位置にいる状態へと前記左右のハンドを遷移させ、
前記右ハンドを開いて前記使用済センタ金型を前記格納スロットに引き渡し、
前記左右のハンドを右方向へ移動させて、前記右ハンドが前記交換位置にいて前記左ハンドが前記格納位置にいる状態へと前記左右のハンドを遷移させる
請求項5記載の折曲げ加工機の金型交換装置。
【請求項7】
前記金型格納装置は、前記センタ金型ユニットよりも左側にシフトした位置に配置されており、
前記制御装置は、
前記左右のハンドを右方向へ移動させて、右ハンドが前記格納位置にいる状態から、前記右ハンドが前記交換位置にいて左ハンドが前記格納位置にいる状態へと前記左右のハンドを遷移させ、
前記左ハンドを閉じて、前記格納スロットに格納されている使用予定センタ金型を前記左ハンドで保持し、
前記右ハンドを閉じて、前記跳上げ状態の前記センタアームに装着されている使用済センタ金型を前記右ハンドで保持し、
前記左右のハンドを右方向へ移動させて、前記左ハンドが前記交換位置にいる状態へと前記左右のハンドを遷移させ、
前記左ハンドを開いて前記使用予定センタ金型を前記センタアームに引き渡し、
前記左右のハンドを左方向へ移動させて、前記右ハンドが前記交換位置にいて前記左ハンドが前記格納位置にいる状態へと前記左右のハンドを遷移させ、
前記左ハンドを閉じて、前記格納スロットの新たな使用予定センタ金型を前記左ハンドで保持し、
前記左右のハンドを左方向へ移動させ、前記右ハンドが前記格納位置にいる状態へと前記左右のハンドを遷移させ、
前記右ハンドを開いて前記使用済センタ金型を前記格納スロットに引き渡し、
前記左右のハンドを右方向へ移動させて、前記右ハンドが前記交換位置にいて前記左ハンドが前記格納位置にいる状態へと前記左右のハンドを遷移させる
請求項5記載の折曲げ加工機の金型交換装置。
【請求項8】
前記金型格納装置は、前記センタ金型ユニットよりも左側にシフトした位置に配置されており、
前記制御装置は、
右ハンドが前記格納位置にいる状態で前記右ハンドを閉じて、前記格納スロットの使用予定センタ金型を前記右ハンドで保持し、
前記左右のハンドを右方向へ移動させて、左ハンドが前記交換位置にいる状態へと前記左右のハンドを遷移させ、
前記左ハンドを閉じて、前記跳上げ状態の前記センタアームに装着されている使用済センタ金型を前記左ハンドで保持し、
前記左右のハンドを左方向へ移動させて、前記右ハンドが前記交換位置にいて前記左ハンドが前記格納位置にいる状態へと前記左右のハンドを遷移させ、
前記右ハンドを開いて前記使用予定センタ金型を前記センタアームに引き渡し、
前記左ハンドを開いて前記使用済センタ金型を前記格納スロットに引き渡し、
前記左右のハンドを左方向へ移動させ、前記右ハンドが前記格納位置にいる状態へと前記左右のハンドを遷移させる
請求項5記載の折曲げ加工機の金型交換装置。
【請求項9】
センタ金型を含むトップダイが設けられ、上下方向に可動する上部フレームと、前記トップダイと対向するボトムダイが設けられた下部フレームと、を備え、
前記トップダイと前記ボトムダイとでワークを固定した状態で前記ワークの折曲げ加工を行う折曲げ加工機の金型交換方法において、
前記折曲げ加工機の金型交換装置は、
長さの異なる複数のセンタ金型をそれぞれ格納可能な複数の格納スロットを備えた金型格納装置と、
前記センタ金型が装着可能なセンタアームを備え、前記センタアームが左右方向に延在する回転軸を中心に旋回することで、前記トップダイの一部として前記センタ金型が整列する基準状態と、前記センタ金型の交換が可能な跳上げ状態とで切り替え可能なセンタ金型ユニットと、
左右方向に並んで配置されて互いの距離を維持したまま左右方向に移動する左右のハンドを備え、前記左右のハンドの移動方向の延長線上に配置される前記格納スロットと前記センタアームとの間で前記センタ金型を移送する移送ユニットと、を有し、
前記左右のハンドが、
前記左右のハンドのうち一方のハンドが前記格納スロットと対応する格納位置にいる状態、
前記一方のハンドが前記センタアームと対応する交換位置にいて、前記左右のハンドのうち他方のハンドが前記格納位置にいる状態、及び
前記他方のハンドが前記交換位置にいる状態、を含む3つの状態を遷移しながら前記格納スロットと前記センタアームとの間で前記センタ金型の交換を行う
折曲げ加工機の金型交換方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、折曲げ加工機の金型交換装置、及び折曲げ加工機の金型交換方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
センタ金型とセンタ金型の左右に設けられた多数の基準金型とを含むトップダイと、このトップダイに対向するボトムダイとを備える折曲げ加工機が知られている。折曲げ加工機は、トップダイ及びボトムダイの後方に設けられ、上下方向へ揺動自在に構成されたベンドビームをさらに備えている。
【0003】
トップダイとボトムダイとによりワークが固定された状態で、ベンドビームが上方向又は下方向へ揺動させられる。トップダイ及びボトムダイから後方へ突出したワークの端部に対して、ベンドビームの前側上部又はベンドビームの前側下部に装着された曲げ型によって折曲げ加工(しごき曲げ加工)が行われる。折曲げ加工機では、折曲げ加工に先立ち、ワークの曲げ長さに応じてセンタ金型のサイズ(左右方向の金型長さ)及び左右の基準金型の枚数が選択される。
【0004】
特許文献1には、センタ金型を交換する金型交換装置が開示されている。この金型交換装置は、金型マガジンと、センタ金型ユニットとを備えている。金型マガジンは、上部フレームの前側に設けられた左右の金型格納ドラムを備えている。個々の金型格納ドラムには、複数のセンタ金型が格納されている。センタ金型ユニットは、上部フレームの下端に設けられた金型支持用ビームに、左右方向に移動自在、且つ旋回自在に設けられている
【先行技術文献】
【特許文献】
【0005】
特許第3268909号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1に開示される金型交換装置においては、加工を行うことができない時間が長期に及んでしまうという問題がある。すなわち、センタ金型ユニットは、トップダイにセットされている使用済みのセンタ金型を金型格納ドラムに格納した後、金型格納ドラムが回転して所望のセンタ金型がセンタ金型ユニットに到達するまで待機しなければならないからである。
【課題を解決するための手段】
【0007】
本発明の一態様は、センタ金型を含むトップダイが設けられ、上下方向に可動する上部フレームと、トップダイと対向するボトムダイが設けられた下部フレームと、を備え、トップダイとボトムダイとでワークを固定した状態でワークの折曲げ加工を行う折曲げ加工機に搭載される金型交換装置に関する。この金型交換装置は、長さの異なる複数のセンタ金型をそれぞれ格納可能な複数の格納スロットを備えた金型格納装置と、センタ金型が装着可能なセンタアームを備え、センタアームが左右方向に延在する回転軸を中心に旋回することで、トップダイの一部としてセンタ金型が整列する基準状態と、センタ金型の交換を行う跳上げ状態とで切り替え可能なセンタ金型ユニットと、左右方向に並んで配置されて互いの距離を維持したまま左右方向に移動する左右のハンドを備え、左右のハンドの移動方向の延長線上に配置される格納スロットとセンタアームとの間でセンタ金型を移送する移送ユニットと、を有する。左右のハンドの移動方向は、格納スロット及びセンタアームに対するセンタ金型の挿抜方向と対応している。
【0008】
この金型交換装置によれば、格納スロット及びセンタアームは、左右のハンドの移動方向の延長線上に配置され、且つ、左右のハンドの移動方向は、格納スロット及びセンタアームに対するセンタ金型の挿抜方向と対応している。加えて、移送ユニットは左右のハンドを備えている。
【0009】
このため、左右のハンドは、使用済センタ金型と使用予定センタ金型とをそれぞれ保持することができるので、一つのハンドでセンタ金型を持ち替える場合のように金型格納装置の動作を待機する必要がない。加えて、左右のハンドが左右方向への移動を行うことで、一方のハンドでセンタアームから使用済センタ金型を取り外しつつ、他方のハンドでセンタアームに使用予定センタ金型を装着することができる。
【発明の効果】
【0010】
本発明の一態様によれば、センタアームに対するセンタ金型の交換動作を効率的に行うことができる。これにより、加工を行うことができない時間が長期化することを抑制することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
磁気吸着装置
14日前
株式会社アマダ
安全確認画像の表示方法
11日前
株式会社アマダ
接合装置及び異種材接合方法
14日前
株式会社アマダ
倉庫制御装置及び倉庫制御方法
1か月前
株式会社アマダ
板金加工方法及び板金加工用金型
1か月前
株式会社アマダ
抵抗溶接機及び抵抗溶接機の制御方法
14日前
株式会社アマダ
プレスシステム及びプレスシステムの制御方法
11日前
株式会社アマダ
曲げ加工機、及び曲げ加工機のテーブル制御方法
8日前
株式会社アマダ
曲げ加工機、及び曲げ加工機のテーブル駆動装置
11日前
株式会社アマダ
搬送システム、搬送車両、及びステーション進入方法
11日前
株式会社アマダ
折曲げ加工機の金型交換装置、及び折曲げ加工機の金型交換方法
1か月前
株式会社プロテリアル
鍛造装置
22日前
個人
ハゼ折鋼板のハゼ締め装置
3か月前
村田機械株式会社
プレス機械
3か月前
株式会社プロテリアル
熱間鍛造用金型
4か月前
トヨタ自動車株式会社
金型装置
22日前
株式会社不二越
NC転造盤
1か月前
トヨタ自動車株式会社
プレス金型
5か月前
株式会社ゴーシュー
歯車素材
3か月前
トヨタ紡織株式会社
金型装置
4か月前
日伸工業株式会社
加工システム
2か月前
日産自動車株式会社
逐次成形方法
3か月前
石田鉄工株式会社
格子状製品の製造方法
5か月前
株式会社三明製作所
転造装置
11日前
株式会社カネミツ
筒張出部形成方法
1日前
A株式会社
接合部材、及び、骨組み構造体
3か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
3か月前
株式会社カネミツ
歯付円筒体形成方法
7日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
23日前
株式会社不二越
転造加工用鋼製平ダイス
2か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
冨士発條株式会社
トリミング装置
4か月前
ニデック株式会社
金型及び打ち抜き方法
4か月前
ダイハツ工業株式会社
曲げ加工装置
5か月前
ニデック株式会社
金型及びプレス加工装置
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ