TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025007887
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023109599
出願日
2023-07-03
発明の名称
エッジワイズ曲げ方法及びエッジワイズ曲げ装置
出願人
株式会社佐藤精機
代理人
個人
,
個人
主分類
B21D
11/20 20060101AFI20250109BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】バスバー等になる帯板に対して90°に近いエッジワイズ曲げを変形を抑えながら実現する。
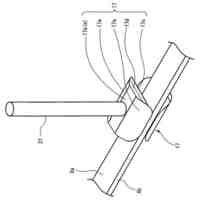
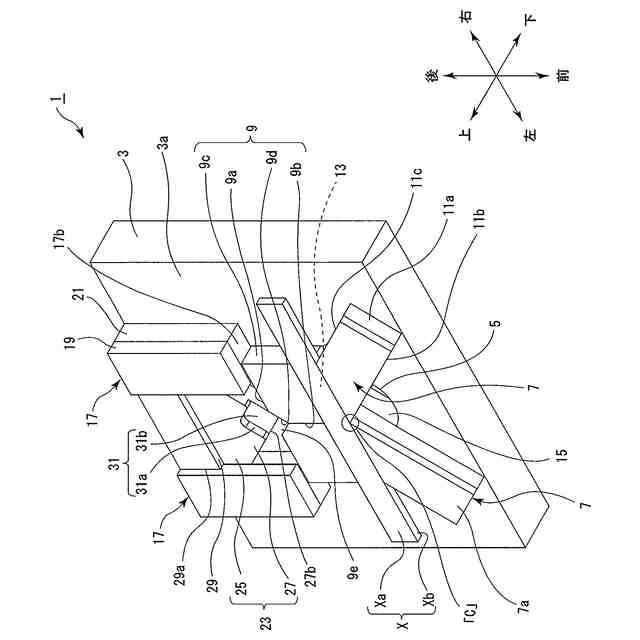
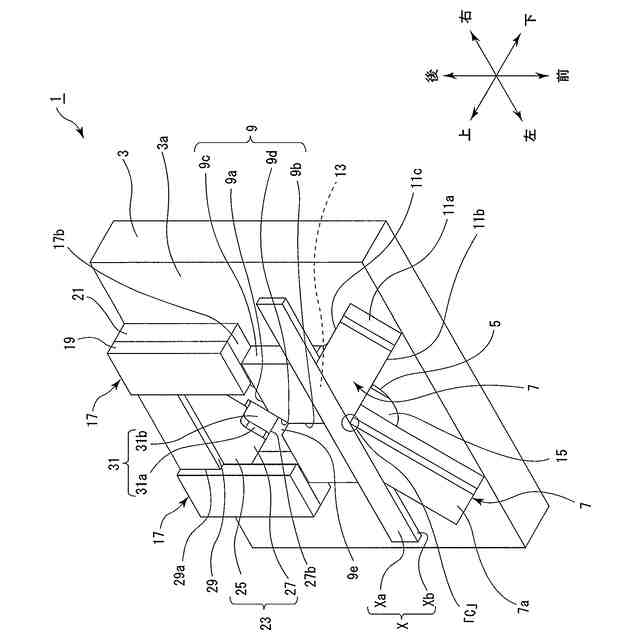
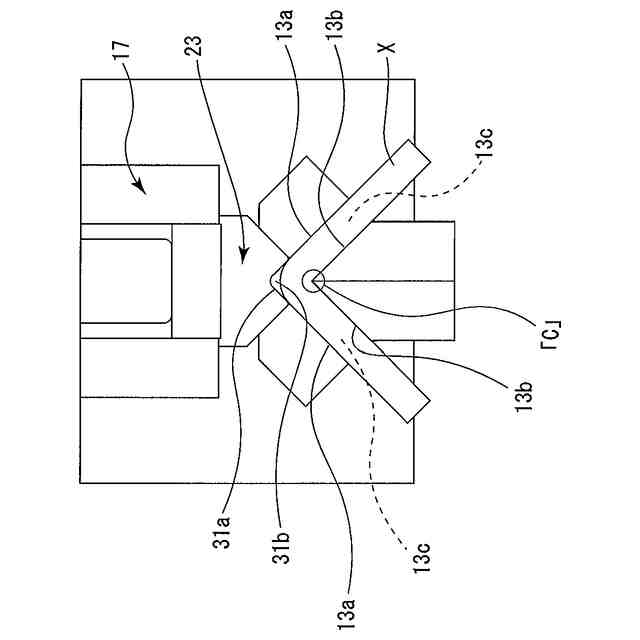
【解決手段】帯板Xが真っ直ぐになった状態から、押圧片23を押下げると一対のクランプ部7、7は「C」を共通の支点として互いに反対方向に同じ周速度で回動して、左側のクランプ部7の側辺縁9bと、右側のクランプ部7の側辺縁9bは板面が左右方向を向いた合掌状態から徐々に離れていく。すなわち、それぞれの凹溝部13、13の間が扇状に広がって隙間が形成されていく。その過程で内側面13bと内側面13bが直線状に連なった状態から山状に隆起していく。この徐々に隆起していく面が「角面」であり、この「角面」に帯板Xのエッジワイズ方向一方側の板厚面Xbが押し当てられて曲げられていき、この当接側が曲げ内面となる。
【選択図】 図1
特許請求の範囲
【請求項1】
塑性加工可能な帯板を両側でクランプしながら、そのクランプ角度を徐々に前記帯板の折返し方向に変えていくことで、曲げ部となる中間部の面圧を徐々に上げながら、前記中間部をエッジワイズ方向に曲げていくことを特徴とするエッジワイズ曲げ方法。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載したエッジワイズ曲げ方法において、
曲げ部の曲げ内面を変化していくクランプ角度を押当て面として利用して作り上げることを特徴とするエッジワイズ曲げ方法。
【請求項3】
塑性加工可能な帯板を中間部を挟んで直列に並んだ凹溝部に嵌め込んでクランプする一対の左右対称のクランプ部と、前記一対のクランプ部を共通の支点でそれぞれ反対方向に回動させる回動手段を備え、
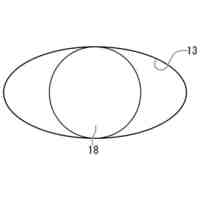
前記帯板の中間部は、回動により前記一対のクランプ部のそれぞれの凹溝部の間が扇状に広がって隙間が形成されていく過程で山状に隆起していく前記凹溝部の角面にエッジワイズ方向の一方側が押当てられて曲げ内面になり、他方側が曲げ外面になることを特徴とするエッジワイズ曲げ装置。
【請求項4】
請求項3に記載したエッジワイズ曲げ装置において、
クランプ部には、支点を挟んで両側に対向面が設けられて一方側の対向面が凹溝部の角面を構成しており、一対のクランプ部のそれぞれの凹溝部が直状に延びて連なった状態では、それぞれの他方側の対向面が合掌され、前記角面が最大鋭角になった状態では、前記それぞれの他方側の対向面が開くことを特徴とするエッジワイズ曲げ装置。
【請求項5】
請求項4に記載したエッジワイズ曲げ装置において、
クランプ部の一方側の対向面が合掌した端側に左右対称の三角状の隙間が形成されており、三角形の先端部を有する押圧片が前記隙間に進入していくことで、前記の三角形の頂角から合掌した対向面どうしの境界に続く方向に力が与えられて、一対のクランプ部が回動することを特徴とするエッジワイズ曲げ装置。
【請求項6】
請求項5に記載したエッジワイズ曲げ装置において、
押圧片の先端部は隅面と内底面でなる凹隅部を有しており、
最終的には、回動により前記一対のクランプ部のそれぞれの凹溝部の間が扇状に広がって隙間に前記内底面が進入して、前記凹隅部と一対の凹溝部とで、L形に連続した凹溝が形成され、前記隅面が曲げ外面側を押圧することを特徴とするエッジワイズ曲げ装置。
【請求項7】
請求項3から6のいずれかに記載したエッジワイズ曲げ装置において、
ベース台に設けられて上下方向に貫通する円形の貫通穴に、クランプ部側に設けられて円弧周面を有する支持部が回動自在に嵌込まれて、前記クランプ部の回動が実現されていることを特徴とするエッジワイズ曲げ装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、塑性加工可能な帯板に対して施すエッジワイズ曲げ方法およびそのエッジワイズ曲げ方法の実施に用いるエッジワイズ曲げ装置に関するものである。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
塑性加工可能な帯板として代表的なバスバー(銅板)は大容量の電流が流れる部分に使用される導体であり、操作盤、配電盤、電池などに従来から広く使用されている。
最近では、電気自動車の普及に伴い、電気配線の主流である高圧ハーネスに代わる部品としてバスバーが注目されている。
而して、高圧ハーネスと異なり、バスバーは形状が固定されているため、予め所定の形状に成形しておく必要があるが、大容量電池などの搭載で車載スペースが限られる中、他の電気部品等の配置のための空間を作り出したり、狭い隙間に通したりすることを可能とするために、立体的な成形要求が益々過酷になっている。
【先行技術文献】
【特許文献】
【0003】
特開2013-75310号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ブランク抜きの段階で板幅変化部を作り出すのでは、ブランクの歩留まりが低くなって、製作コストを大幅に引き上げてしまう。
一方、ブランク抜きした後に、特許文献1に記載のようなフォーミング加工によりエッジワイズ曲げを施そうとしても、従来のV曲げ用のパンチとダイを用いたのでは、尖ったパンチの先端が柔らかい銅素材に食い込んで割れると共にその周囲が盛り上がって変形してしまうため、厚みのあるバスバーでは特に曲げ加工性が不十分となる。
【0005】
本発明は上記従来の問題点に着目してなされたものであり、バスバー等の塑性加工可能な帯板に対して90°に近いエッジワイズ曲げを変形を抑えながら実現できる、新規且つ有用なエッジワイズ曲げ方法およびそのエッジワイズ曲げ方法の実施に用いるエッジワイズ曲げ装置を提供することを、その目的とする。
【課題を解決するための手段】
【0006】
本発明は上記課題を解決するためになされたものであり、塑性加工可能な帯板を両側でクランプしながら、そのクランプ角度を徐々に前記帯板の折返し方向に変えていくことで、曲げ部となる中間部の面圧を徐々に上げながら、前記中間部をエッジワイズ方向に曲げていくことを特徴とするエッジワイズ曲げ方法である。
好ましくは、曲げ部の曲げ内面を変化していくクランプ角度を押当て面として利用して作り上げる。
【0007】
本発明は、塑性加工可能な帯板を中間部を挟んで直列に並んだ凹溝部に嵌め込んでクランプする一対の左右対称のクランプ部と、前記一対のクランプ部を共通の支点でそれぞれ反対方向に回動させる回動手段を備え、前記帯板の中間部は、回動により前記一対のクランプ部のそれぞれの凹溝部の間が扇状に広がって隙間が形成されていく過程で山状に隆起していく前記凹溝部の角面にエッジワイズ方向の一方側が押当てられて曲げ内面になり、他方側が曲げ外面になることを特徴とするエッジワイズ曲げ装置である。
【0008】
好ましくは、クランプ部には、支点を挟んで両側に対向面が設けられて一方側の対向面が凹溝部の角面を構成しており、一対のクランプ部のそれぞれの凹溝部が直状に延びて連なった状態では、それぞれの他方側の対向面が合掌され、前記角面が最大鋭角になった状態では、前記それぞれの他方側の対向面が開く。
好ましくは、クランプ部の一方側の対向面が合掌した端側に左右対称の三角状の隙間が形成されており、三角形の先端部を有する押圧片が前記隙間に進入していくことで、前記三角形の頂角から合掌した対向面どうしの境界に続く方向に力が与えられて、一対のクランプ部が回動する。
好ましくは、押圧片の先端部は隅面と内底面でなる凹隅部を有しており、最終的には、回動により前記一対のクランプ部のそれぞれの凹溝部の間が扇状に広がって隙間に前記内底面が進入して、前記凹隅部と一対の凹溝部とで、L形に連続した凹溝が形成され、前記隅面が曲げ外面側を押圧する。
好ましくは、ベース台に設けられて上下方向に貫通する円形の貫通穴に、クランプ部側に設けられて円弧周面を有する支持部が回動自在に嵌込まれて、前記クランプ部の回動が実現されている。
【発明の効果】
【0009】
本発明のエッジワイズ曲げ方法によれば、バスバー等の塑性加工可能な帯板に対して90°に近いエッジワイズ曲げを変形を抑えながら実現できる。
また、そのエッジワイズ曲げ方法を実施する装置として、単純な構造で耐久性良く構成されたものが提案されており、その使用を前提とすれば、ブランクの歩留まりの格段の向上により、曲げ加工方法を十分にコスト的に見合う形で実施することができる。
【図面の簡単な説明】
【0010】
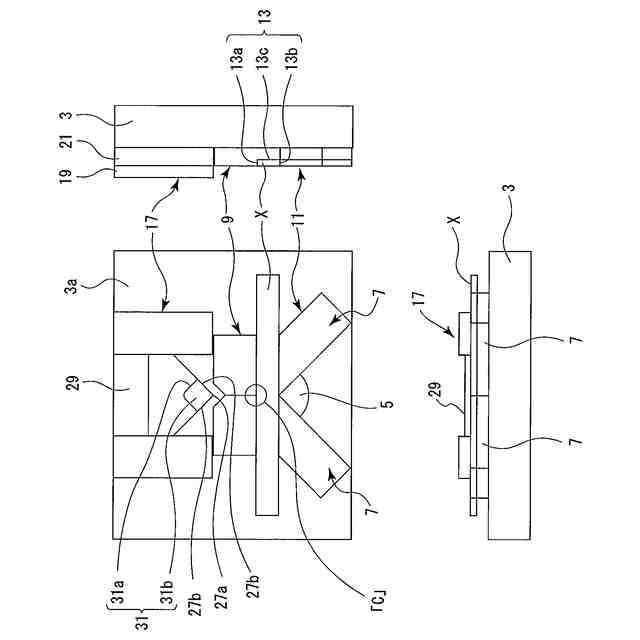
本発明の実施の形態に係るエッジワイズ曲げ装置の斜視図である。
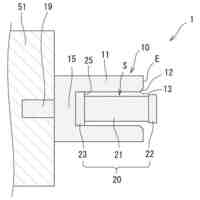
図1のエッジワイズ曲げ装置の上面図及び2方向の側面図である。
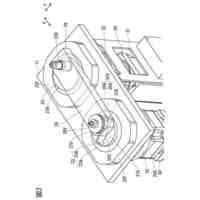
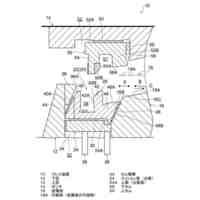
図1のエッジワイズ曲げ装置の上面図、並びにA-A断面図及びB-B断面図である。
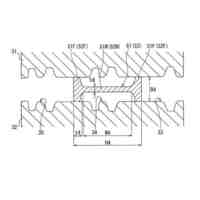
図1のエッジワイズ曲げ装置を用いた帯板のエッジワイズ曲げ方法のイメージ図である。
図1のエッジワイズ曲げ装置の動作説明図である。
図5のエッジワイズ曲げ装置の上面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社佐藤精機
捩じり曲げ加工方法および捩じり曲げ加工装置
1か月前
株式会社プロテリアル
鍛造装置
1か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日産自動車株式会社
逐次成形方法
12日前
株式会社三明製作所
転造装置
1か月前
株式会社カネミツ
筒張出部形成方法
26日前
株式会社吉野機械製作所
プレス機械
25日前
東洋製罐株式会社
有底筒状体加工装置
4日前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
個人
日本刀の製造方法
1か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
株式会社IKS
滑り止め構造
11日前
株式会社TMEIC
板離れ防止システム
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
26日前
金田工業株式会社
はすば歯車の製造方法
2か月前
株式会社アマダ
安全確認画像の表示方法
1か月前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
1か月前
フタバ産業株式会社
パイプの製造方法
11日前
旭精機工業株式会社
工具移動装置及び線材成形機
2か月前
アグサメタル株式会社
螺旋コイルの製造装置及び製造方法
1か月前
東洋製罐株式会社
製缶装置
1か月前
株式会社レゾナック
ヒートシンクの製造方法
2か月前
トヨタ自動車株式会社
プレス装置
2か月前
石崎プレス工業株式会社
絞り加工装置
26日前
株式会社アマダ
板金加工方法及び板金加工用金型
11日前
株式会社アマダ
板金加工方法及び板金加工用金型
2か月前
フタバ産業株式会社
プレス成形品の製造方法
26日前
JFEスチール株式会社
H形鋼の製造方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ