TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025007847
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023109509
出願日
2023-07-03
発明の名称
缶支持部材、シームレス缶の製造方法及び製造装置
出願人
東洋製罐株式会社
代理人
弁理士法人愛宕綜合特許事務所
主分類
B21D
51/26 20060101AFI20250109BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】チャイム部を有する底部形状のシームレス缶の成形において、チャイム部の変形を生じることなく缶体を支持固定することが可能な支持部材を提供する。
【解決手段】製缶工程において缶体を支持固定するための缶支持部材であって、前記缶体は胴部及び底部を有するシームレス缶であり、前記底部が、接地部、及び該接地部から胴部下端に連なり缶軸方向上方に行くに従って外径が増加するテーパ状のチャイム部を少なくとも備えた底形状を有し、前記接地部及び前記チャイム部を缶外側から支持することを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
製缶工程において缶体を支持固定するための缶支持部材であって、
前記缶体は胴部及び底部を有するシームレス缶であり、前記底部が、接地部、及び該接地部から胴部下端に連なり缶軸方向上方に行くに従って外径が増加するテーパ状のチャイム部を少なくとも備えた底形状を有し、
前記接地部及び前記チャイム部を缶外側から支持することを特徴とする缶支持部材。
続きを表示(約 870 文字)
【請求項2】
前記接地部と当接して底部を受ける保持部と、該保持部の周縁部から延び且つ前記チャイム部と当接する内側面を有する環状側壁とを備えた缶支持部、及び該缶支持部を缶軸方向に移動させる可動軸を備える請求項1記載の缶支持部材。
【請求項3】
前記環状側壁には、缶軸方向に延び且つ環状側壁上端から下端に至る複数個のスリットが形成されており、前記スリットに干渉せず且つ缶体を缶支持部から離脱させるためストリッパがストリッパホイールに備えられている請求項2記載の缶支持部材。
【請求項4】
前記缶体が、底部中央に缶内方に突出するドーム部と、該ドーム部の外周縁から缶軸方向下方に延び且つ缶径方向内方に湾曲した内周壁を備え、前記内周壁下端及び前記チャイム部下端に前記接地部が位置する請求項1又は2記載の缶支持部材。
【請求項5】
缶体成形工程、ネッキング工程を少なくとも有するシームレス缶の製造方法において、
前記ネッキング工程において、缶支持部材により缶底部の接地部及びチャイム部を缶外側から支持固定した状態で、ネッキング加工が行われることを特徴とするシームレス缶の製造方法。
【請求項6】
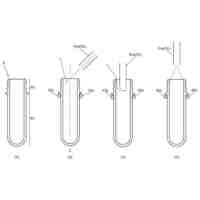
前記ネッキング工程の前に、ボトムリフォーム工程を有し、該ボトムリフォーム工程において、缶体の内部に押圧体を挿入して、前記缶体の外面側に設置された成形型とで前記缶体の底部を押圧することにより、前記内周壁を缶径方向内方に湾曲させて、接地部を有する環状の湾曲端部を形成する請求項5記載のシームレス缶の製造方法。
【請求項7】
缶体成形手段、ネッキング手段、及び各手段間をつなぐ搬送手段を少なくとも有するシームレス缶の製造装置において、
前記ネッキング手段が、搬送手段から搬送された缶体の缶底を支持固定可能な缶支持部材を備えており、該缶支持部材が、缶底部の接地部及びチャイム部を缶外側から支持固定可能な缶支持部材であることを特徴とするシームレス缶の製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、製缶工程で使用される缶体の支持部材に関するものであり、より詳細には、シームレス缶の製造に際してネッキング工程で缶体の変形を生じることなく支持固定することが可能な缶支持部材、この缶支持部材を用いた製造方法及び製造装置に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
飲料や食品などを収納するための缶体としては、絞りしごき加工等により成形されるシームレス缶(DI缶)が広く使用されており、このようなシームレス缶においては、省資源化や軽量化のために、缶胴部の薄肉化が求められている。一般的な350mlの炭酸飲料のシームレス缶の場合、材料のアルミニウム合金の板厚は0.26mm以下であることがほとんどであり、このような薄肉の金属板を絞りしごき加工して成るシームレス缶は、特に底部の耐圧強度が低下しやすいことから、より高い耐圧強度を備えるように、缶底部の形状について種々の提案がされている。
【0003】
例えば下記特許文献1には、底部と薄肉化された胴部とを有するアルミシームレス缶において、前記底部が、中央部に位置する上方に膨らんだドーム部と、該ドーム部周縁から降下した接地部と、該接地部から外方かつ上方に傾斜して延びて前記胴部下端に連なるチャイム部とからなるシームレス缶が記載されている。
また、下記特許文献2には、薄肉化された底部の耐圧強度を向上させるために、ドーム部に連なる内周壁には、缶軸に直交する径方向の外側へ向けて凹む曲線状をなす第1凹曲面部が形成され、ドーム部には、缶軸上に位置するドームトップと、前記ドームトップの前記径方向の外側に接続し、該ドームトップよりも曲率半径が小さい凹曲線状をなす第2凹曲面部と、前記ドーム部の外周縁部に配置され、前記第1凹曲面部と前記第2凹曲面部とを接続するとともに、前記第1凹曲面部及び前記第2凹曲面部に接する直線状をなすテーパ部と、が形成されたシームレス缶が記載されている。
【0004】
一方、上記のような薄肉の金属板を絞りしごき加工して成るシームレス缶においても、絞りしごき成形後の缶体をネッキング加工によりネック部を縮径することが行われており、この際、下記特許文献3に示すような、ネック形成用のダイに対して缶軸方向に移動可能な容器支持体を用い、これを移動させることにより加工を行うことが提案されている。
【先行技術文献】
【特許文献】
【0005】
特開2018-177289号公報
特開2016-043991号公報
特表2000-503260号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、工業的な製缶工程において、特にネッキング加工においては、缶体上部をネッキングツールに押し込んで加工を行うことから、缶体には缶軸方向に大きな圧縮荷重がかかる。そのため、特許文献1に記載されたようなチャイム部を有する薄肉の缶体では、支持部材により支持されていないチャイム部は接地部にかかる軸方向荷重によって座屈変形を生じるおそれがあり、特に上記特許文献2に記載されたようなボトムリフォーム加工により、環状凸部の内周壁等の形状を調整して成るシームレス缶においては、外周壁(チャイム部)においても緩やかな凹曲面として形成されており、ネッキング加工による変形が更に生じやすくなる。
【0007】
従って本発明の目的は、チャイム部を有するシームレス缶の成形において、チャイム部の変形を生じることなく缶体を支持固定することが可能な支持部材を提供することである。
本発明の他の目的は、薄肉化されたシームレス缶を成形不良を生じることなく製造可能な製造方法及び製造装置を提供することである。
【課題を解決するための手段】
【0008】
本発明によれば、製缶工程において缶体を支持固定するための缶支持部材であって、前記缶体は胴部及び底部を有するシームレス缶であり、前記底部が、接地部、及び該接地部から胴部下端に連なり缶軸方向上方に行くに従って外径が増加するテーパ状のチャイム部を少なくとも備えた底形状を有し、前記接地部及び前記チャイム部を缶外側から支持することを特徴とする缶支持部材が提供される。
【0009】
本発明の缶支持部材においては、
(1)前記接地部と当接して底部を受ける保持部と、該保持部の周縁部から延び且つ前記チャイム部と当接する内側面を有する環状側壁とを備えた缶支持部、及び該缶支持部を缶軸方向に移動させる可動軸を備えること、
(2)前記環状側壁には、缶軸方向に延び且つ環状側壁上端から下端に至る複数個のスリットが形成されており、前記スリットに干渉せず且つ缶体を缶支持部から離脱させるためストリッパがストリッパホイールに備えられていること、
(3)前記缶体が、底部中央に缶内方に突出するドーム部と、該ドーム部の外周縁から缶軸方向下方に延び且つ缶径方向内方に湾曲した内周壁を備え、前記内周壁下端及び前記チャイム部下端に前記接地部が位置すること、
が好適である。
【0010】
本発明によればまた、缶体成形工程及びネッキング工程を少なくとも有するシームレス缶の製造方法において、前記ネッキング工程において、缶支持部材により缶底部の接地部及びチャイム部を缶外側から支持固定した状態で、ネッキング加工が行われることを特徴とするシームレス缶の製造方法が提供される。
本発明のシームレス缶の製造方法においては、前記ネッキング工程の前に、ボトムリフォーム工程を有し、該ボトムリフォーム工程において、缶体の内部に押圧体を挿入して、前記缶体の外面側に設置された成形型とで前記缶体の底部を押圧することにより、前記内周壁を缶径方向内方に湾曲させて、接地部を有する環状の湾曲端部を形成することが好適である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
製缶装置
13日前
東洋製罐株式会社
無菌成形装置
13日前
東洋製罐株式会社
加熱装置および缶体の製造方法
13日前
東洋製罐株式会社
無菌成形装置および無菌成形方法
13日前
東洋製罐株式会社
無菌成形方法および無菌成形装置
13日前
東洋製罐株式会社
缶容器、及び、缶容器の製造方法
13日前
東洋製罐株式会社
缶容器、及び、缶容器の製造方法
13日前
東洋製罐株式会社
容器詰めの高濃度均一粥の製造方法
10日前
東洋製罐株式会社
缶支持部材、シームレス缶の製造方法及び製造装置
13日前
株式会社プロテリアル
鍛造装置
21日前
個人
ハゼ折鋼板のハゼ締め装置
3か月前
村田機械株式会社
プレス機械
3か月前
株式会社プロテリアル
熱間鍛造用金型
4か月前
トヨタ自動車株式会社
金型装置
21日前
株式会社不二越
NC転造盤
1か月前
株式会社ゴーシュー
歯車素材
3か月前
トヨタ紡織株式会社
金型装置
4か月前
日伸工業株式会社
加工システム
2か月前
日産自動車株式会社
逐次成形方法
3か月前
株式会社三明製作所
転造装置
10日前
株式会社プロテリアル
ステンレス鋼帯の製造方法
3か月前
株式会社カネミツ
筒張出部形成方法
今日
A株式会社
接合部材、及び、骨組み構造体
3か月前
株式会社カネミツ
歯付円筒体形成方法
6日前
トヨタ自動車株式会社
熱間鍛造用金型
22日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
冨士発條株式会社
トリミング装置
4か月前
株式会社不二越
転造加工用鋼製平ダイス
2か月前
個人
日本刀の製造方法
13日前
トヨタ紡織株式会社
モータコアの製造装置
13日前
村田機械株式会社
金型交換装置及び金型検出方法
3か月前
株式会社ヤマナカゴーキン
ダイセット装置
3か月前
村田機械株式会社
情報処理装置及び情報処理方法
1か月前
トヨタ紡織株式会社
カシメ装置
3か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ