TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025006099
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023106688
出願日
2023-06-29
発明の名称
無菌成形方法および無菌成形装置
出願人
東洋製罐株式会社
代理人
弁理士法人平和国際特許事務所
主分類
B65B
55/04 20060101AFI20250109BHJP(運搬;包装;貯蔵;薄板状または線条材料の取扱い)
要約
【課題】簡素な構成で、効率的な殺菌を実現する無菌成形方法および無菌成形装置を提供すること。
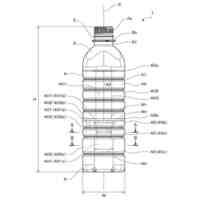
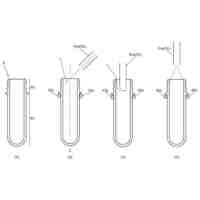
【解決手段】殺菌処理を施した殺菌済みの容器を無菌成形する無菌成形方法であって、殺菌処理は、無菌ブロー成形によって容器を成形する前のプリフォーム段階でのプリフォーム殺菌処理のみで容器の殺菌を完了させ、プリフォーム殺菌処理では、少なくともプリフォームPの口部P2の内表面に殺菌流体を供給し、口部P2の内表面に供給された殺菌流体の少なくとも一部をプリフォームPの内表面伝いにプリフォームPの胴部P1の内表面に供給し、胴部P1の内表面に供給された殺菌流体を胴部P1の内表面との接触によって加熱して気化させる無菌成形方法。
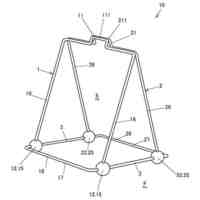
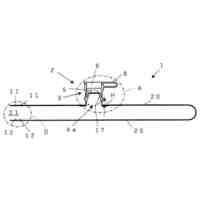
【選択図】図2
特許請求の範囲
【請求項1】
殺菌処理を施した殺菌済みの容器を無菌成形する無菌成形方法であって、
前記殺菌処理は、無菌ブロー成形によって容器を成形する前のプリフォーム段階でのプリフォーム殺菌処理のみで容器の殺菌を完了させ、
前記プリフォーム殺菌処理では、少なくともプリフォームの口部内表面に殺菌流体を供給し、前記口部内表面に供給された前記殺菌流体の少なくとも一部を前記プリフォームの内表面伝いに前記プリフォームの胴部内表面に供給し、前記胴部内表面に供給された前記殺菌流体を前記胴部内表面との接触によって加熱して気化させることを特徴とする無菌成形方法。
続きを表示(約 1,200 文字)
【請求項2】
前記口部内表面に供給される前記殺菌流体は、蒸気成分を含むものであり、
前記プリフォーム殺菌処理では、前記口部内表面との接触によって前記殺菌流体の蒸気成分を冷やして液化させ、液化した前記殺菌流体の液体成分の少なくとも一部を前記プリフォームの内表面伝いに前記胴部内表面に供給し、前記胴部内表面との接触によって前記殺菌流体の液体成分を加熱して気化させることを特徴とする請求項1に記載の無菌成形方法。
【請求項3】
前記プリフォーム殺菌処理では、殺菌流体供給直後において、前記口部内表面に前記殺菌流体の液体成分が付着し、無菌ブロー成形開始時において、前記胴部内表面に前記殺菌流体の液体成分が付着していない状態になるようにすることを特徴とする請求項1に記載の無菌成形方法。
【請求項4】
前記プリフォーム殺菌処理中またはプリフォーム殺菌処理後では、前記殺菌流体供給後であって前記無菌ブロー成形開始時までに前記口部内表面に乾燥処理を施すことで、前記口部内表面に前記殺菌流体の液体成分が付着していない状態になるようにすることを特徴とする請求項3に記載の無菌成形方法。
【請求項5】
前記プリフォーム殺菌処理では、少なくとも前記プリフォームの口部外表面に殺菌流体を供給し、前記口部外表面に供給された前記殺菌流体の少なくとも一部を前記プリフォームの外表面伝いに前記プリフォームの胴部外表面に供給し、前記胴部外表面に供給された前記殺菌流体を前記胴部外表面との接触によって加熱して気化させることを特徴とする請求項1に記載の無菌成形方法。
【請求項6】
前記口部外表面に供給される前記殺菌流体は、蒸気成分を含むものであり、
前記プリフォーム殺菌処理では、前記口部外表面との接触によって前記殺菌流体の蒸気成分を冷やして液化させ、液化した前記殺菌流体の液体成分の少なくとも一部を前記プリフォームの外表面伝いに前記胴部外表面に供給し、前記胴部外表面との接触によって前記殺菌流体の液体成分を加熱して気化させることを特徴とする請求項5に記載の無菌成形方法。
【請求項7】
前記プリフォームの表面に到達した時の前記殺菌流体の温度は、前記口部内表面の表面温度よりも高く設定されていることを特徴とする請求項1に記載の無菌成形方法。
【請求項8】
前記プリフォーム殺菌処理では、オーブン機構によるプリフォーム加熱を行う前にも、前記プリフォームに殺菌を施すことを特徴とする請求項1に記載の無菌成形方法。
【請求項9】
前記殺菌流体は、過酸化水素、過酢酸、または、水のいずれかであることを特徴とする請求項1に記載の無菌成形方法。
【請求項10】
前記殺菌流体は、濃度が0.25wt%以上の過酢酸であることを特徴とする請求項9に記載の無菌成形方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、殺菌処理を施した殺菌済みの容器を無菌成形する無菌成形方法および無菌成形装置に関し、特に、容器成形から内容物の充填・密封までを一貫して行うインラインブロー式の無菌充填システムに組み込まれる無菌成形装置および無菌成形方法に関する。
続きを表示(約 4,200 文字)
【背景技術】
【0002】
従来、同一工場内において、ブロー成形による容器成形から、内容物の充填・密封までを一貫して行うインラインブロー式の充填システムが知られている(例えば、特許文献1を参照)。
【0003】
このような充填システムでは、無菌環境に維持された充填装置に容器を搬送する前に、容器を充分に殺菌する必要があり、特許文献1に記載される充填システムでは、ブロー成形によって容器を成形する前のプリフォーム段階での殺菌処理に加えて、ブロー成形後における容器段階における殺菌処理を行っている。
【先行技術文献】
【特許文献】
【0004】
特開2010-202284号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、容器段階における殺菌処理を行う場合、殺菌処理機構が大型化するという問題や、プリフォームと比較して容器はその表面積が大きいことから必要とされる殺菌剤の量等が多くなるといった問題や、殺菌時間についても長くなるといった問題があることから、本出願人は、無菌ブロー成形によって容器を成形する前のプリフォーム段階での殺菌処理のみで容器の殺菌を完了させる無菌成形装置を開発しようとしており、そのために、殺菌効率に関する更なる改良が要求されている。
【0006】
そこで、本発明は、これらの問題点を解決するものであり、簡素な構成で、効率的な殺菌を実現する無菌成形方法および無菌成形装置を提供することを目的とするものである。
【課題を解決するための手段】
【0007】
本発明の無菌成形方法の一態様は、殺菌処理を施した殺菌済みの容器を無菌成形する無菌成形方法であって、前記殺菌処理は、無菌ブロー成形によって容器を成形する前のプリフォーム段階でのプリフォーム殺菌処理のみで容器の殺菌を完了させ、前記プリフォーム殺菌処理では、少なくともプリフォームの口部内表面に殺菌流体を供給し、前記口部内表面に供給された前記殺菌流体の少なくとも一部を前記プリフォームの内表面伝いに前記プリフォームの胴部内表面に供給し、前記胴部内表面に供給された前記殺菌流体を前記胴部内表面との接触によって加熱して気化させることにより、前記課題を解決するものである。
本発明の無菌成形方法の他の態様は、殺菌処理を施した殺菌済みの容器を無菌成形する無菌成形方法であって、前記殺菌処理は、無菌ブロー成形によって容器を成形する前のプリフォーム段階でのプリフォーム殺菌処理のみで容器の殺菌を完了させ、前記プリフォーム殺菌処理では、少なくともプリフォームの口部内表面に殺菌流体を供給し、殺菌流体供給直後において前記口部内表面に前記殺菌流体の液体成分が付着した状態にするとともに、前記プリフォームの胴部内表面との接触によって前記殺菌流体を加熱して気化させ、無菌ブロー成形開始時において前記胴部内表面に前記殺菌流体の液体成分が付着していない状態になるようにすることにより、前記課題を解決するものである。
本発明の無菌成形装置の一態様は、殺菌済みの容器を無菌成形する無菌成形装置であって、ブロー成形ターレットと、殺菌処理機構とを備え、前記無菌成形装置は、無菌ブロー成形によって容器を成形する前のプリフォーム段階でのプリフォーム殺菌処理のみで容器の殺菌を完了させるように構成され、前記無菌成形装置は、少なくともプリフォームの口部内表面に殺菌流体を供給し、前記口部内表面に供給された前記殺菌流体の少なくとも一部を前記プリフォームの内表面伝いに前記プリフォームの胴部内表面に供給し、前記胴部内表面に供給された前記殺菌流体を前記胴部内表面との接触によって加熱して気化させるように構成されていることにより、前記課題を解決するものである。
本発明の無菌成形装置の他の態様は、殺菌済みの容器を無菌成形する無菌成形装置であって、ブロー成形ターレットと、殺菌処理機構とを備え、前記無菌成形装置は、無菌ブロー成形によって容器を成形する前のプリフォーム段階でのプリフォーム殺菌処理のみで容器の殺菌を完了させるように構成され、前記無菌成形装置は、少なくともプリフォームの口部内表面に殺菌流体を供給し、殺菌流体供給直後において前記口部内表面に前記殺菌流体の液体成分が付着した状態にするとともに、前記プリフォームの胴部内表面との接触によって前記殺菌流体を加熱して気化させ、無菌ブロー成形開始時において前記胴部内表面に前記殺菌流体の液体成分が付着していない状態になるようにするように構成されていることにより、前記課題を解決するものである。
上記いずれかの無菌成形方法または無菌成形装置では、前記プリフォーム殺菌処理では、少なくともプリフォームの口部内表面に殺菌流体を供給し、前記口部内表面に供給された前記殺菌流体の少なくとも一部を前記プリフォームの内表面伝いに前記プリフォームの胴部内表面に供給し、前記胴部内表面に供給された前記殺菌流体を前記胴部内表面との接触によって加熱して気化させるようにしてもよい。
上記いずれかの無菌成形方法または無菌成形装置では、前記口部内表面に供給される前記殺菌流体は、蒸気成分を含むものであり、前記プリフォーム殺菌処理では、前記口部内表面との接触によって前記殺菌流体の蒸気成分を冷やして液化させ、液化した前記殺菌流体の液体成分の少なくとも一部を前記プリフォームの内表面伝いに前記胴部内表面に供給し、前記胴部内表面との接触によって前記殺菌流体の液体成分を加熱して気化させるようにしてもよい。
上記いずれかの無菌成形方法または無菌成形装置では、前記プリフォーム殺菌処理では、殺菌流体供給直後において、前記口部内表面に前記殺菌流体の液体成分が付着し、無菌ブロー成形開始時において、前記胴部内表面に前記殺菌流体の液体成分が付着していない状態になるようにしてもよい。
上記いずれかの無菌成形方法または無菌成形装置では、前記プリフォーム殺菌処理中またはプリフォーム殺菌処理後では、前記殺菌流体供給後であって前記無菌ブロー成形開始時までに前記口部内表面に乾燥処理を施すことで、前記口部内表面に前記殺菌流体の液体成分が付着していない状態になるようにしてもよい。
上記いずれかの無菌成形方法または無菌成形装置では、前記プリフォーム殺菌処理では、少なくとも前記プリフォームの口部外表面に殺菌流体を供給し、前記口部外表面に供給された前記殺菌流体の少なくとも一部を前記プリフォームの外表面伝いに前記プリフォームの胴部外表面に供給し、前記胴部外表面に供給された前記殺菌流体を前記胴部外表面との接触によって加熱して気化させるようにしてもよい。
上記いずれかの無菌成形方法または無菌成形装置では、前記口部外表面に供給される前記殺菌流体は、蒸気成分を含むものであり、前記プリフォーム殺菌処理では、前記口部外表面との接触によって前記殺菌流体の蒸気成分を冷やして液化させ、液化した前記殺菌流体の液体成分の少なくとも一部を前記プリフォームの外表面伝いに前記胴部外表面に供給し、前記胴部外表面との接触によって前記殺菌流体の液体成分を加熱して気化させるようにしてもよい。
上記いずれかの無菌成形方法または無菌成形装置では、前記プリフォームの表面に到達した時の前記殺菌流体の温度は、前記口部内表面の表面温度よりも高く設定されてもよい。
上記いずれかの無菌成形方法または無菌成形装置では、前記プリフォーム殺菌処理では、オーブン機構によるプリフォーム加熱を行う前にも、前記プリフォームに殺菌を施してもよい。
上記いずれかの無菌成形方法または無菌成形装置では、前記殺菌流体は、過酸化水素、過酢酸、または、水のいずれかであってもよい。
上記いずれかの無菌成形方法または無菌成形装置では、前記殺菌流体は、濃度が0.25wt%以上の過酢酸であってもよい。
上記いずれかの無菌成形方法または無菌成形装置では、前記殺菌流体は、過酸化水素または過酢酸または水であり、前記殺菌流体を少なくとも前記口部内表面に供給する時における、前記殺菌流体の供給量は、50μl以上かつ、225μl以下であってもよい。
上記いずれかの無菌成形方法または無菌成形装置では、前記プリフォーム殺菌処理では、その噴出口の中心軸線が前記口部内表面に向かうように配置された噴出ノズルから前記殺菌流体を噴出して前記口部内表面に供給してもよい。
上記いずれかの無菌成形方法または無菌成形装置では、前記プリフォーム殺菌処理では、前記プリフォームの外側に配置された前記噴出ノズルから、前記プリフォームの軸線に対して斜めに前記殺菌流体を噴出して前記口部内表面に供給してもよい。
上記いずれかの無菌成形方法または無菌成形装置では、前記プリフォーム殺菌処理では、前記口部内表面に付着した前記殺菌流体の温度が55℃以上になるように、前記口部内表面に前記殺菌流体を供給する、または、前記口部内表面に前記殺菌流体を供給した後に前記口部内表面に加熱処理を施してもよい。
【発明の効果】
【0008】
本発明によれば、簡素な構成で、効率的な殺菌を実現できる。
【図面の簡単な説明】
【0009】
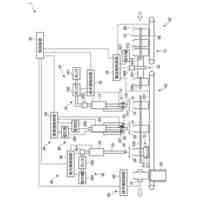
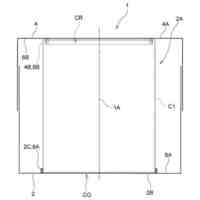
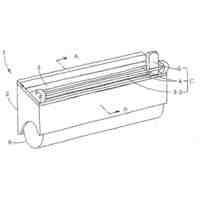
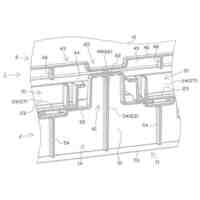
本発明の一実施形態に係る無菌成形装置を備えた無菌充填システムを示す説明図。
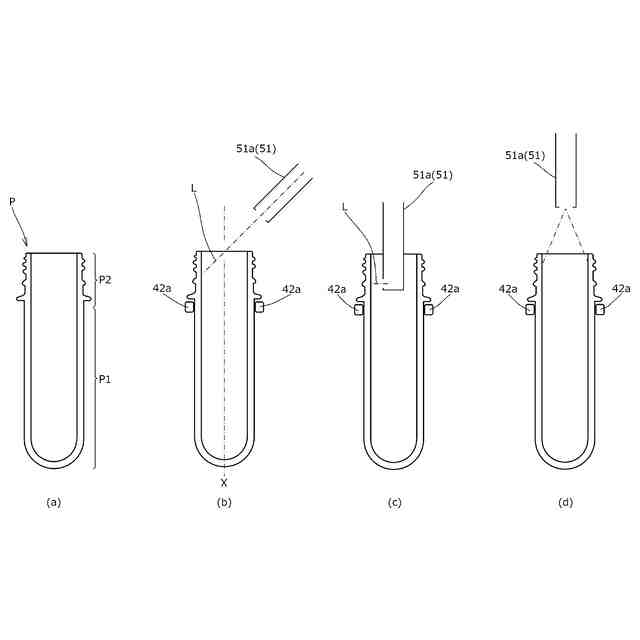
プリフォームの内表面の殺菌方法の一例を示す説明図。
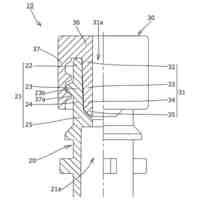
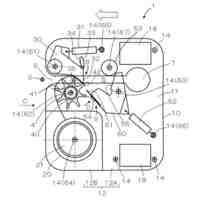
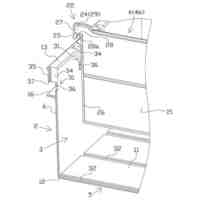
プリフォームの外表面の殺菌方法の一例を示す説明図。
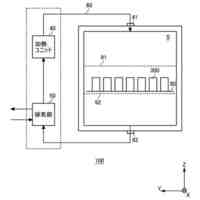
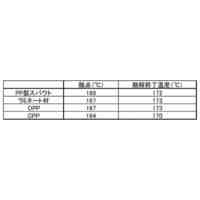
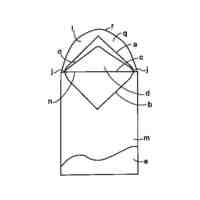
試験結果を示す説明図。
【発明を実施するための形態】
【0010】
以下に、本発明の一実施形態に係る無菌充填システム10について、図面に基づいて説明する。
なお、本明細書で使用する「上流」「下流」の用語は、プリフォームPまたは容器の搬送方向における上流または下流を意味する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
製缶装置
1日前
東洋製罐株式会社
無菌成形装置
1日前
東洋製罐株式会社
合成樹脂製容器
23日前
東洋製罐株式会社
有底筒状体加工装置
24日前
東洋製罐株式会社
缶内面膜の検査装置
1か月前
東洋製罐株式会社
スパウトおよび注出ユニット
1か月前
東洋製罐株式会社
加熱装置および缶体の製造方法
1日前
東洋製罐株式会社
無菌成形装置および無菌成形方法
1日前
東洋製罐株式会社
無菌成形方法および無菌成形装置
1日前
東洋製罐株式会社
缶容器、及び、缶容器の製造方法
1日前
東洋製罐株式会社
缶容器、及び、缶容器の製造方法
1日前
東洋製罐株式会社
注出具付き包装袋及びその製造方法
1か月前
東洋製罐株式会社
缶支持部材、シームレス缶の製造方法及び製造装置
1日前
個人
箱
3か月前
個人
包装体
3か月前
個人
ゴミ箱
3か月前
個人
収納用具
7か月前
個人
容器
1日前
個人
物品収納具
7か月前
個人
パウチ補助具
2か月前
個人
折り畳み水槽
3か月前
個人
ダンボール宝箱
3か月前
個人
閉塞装置
23日前
個人
掃除楽々ゴミ箱
8か月前
個人
開封用カッター
9か月前
個人
圧縮収納袋
4か月前
株式会社イシダ
箱詰装置
5か月前
積水樹脂株式会社
接着剤
2か月前
三甲株式会社
容器
6か月前
個人
チャック付き保存袋
9か月前
個人
粘着テープ剥がし具
4か月前
三甲株式会社
容器
5か月前
個人
粘着テープ切断装置
5か月前
個人
塗料容器用蓋
3か月前
株式会社イシダ
包装装置
3か月前
個人
包装箱
22日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ