TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025000362
公報種別
公開特許公報(A)
公開日
2025-01-07
出願番号
2023100177
出願日
2023-06-19
発明の名称
積層体の製造方法
出願人
日本電気硝子株式会社
代理人
弁理士法人 快友国際特許事務所
主分類
B32B
37/06 20060101AFI20241224BHJP(積層体)
要約
【課題】積層体に気泡及び表面の凹凸が残存することを抑制し得る技術を提供する。
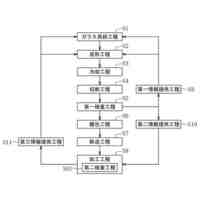
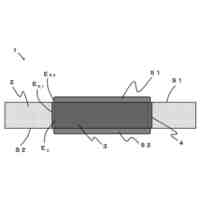
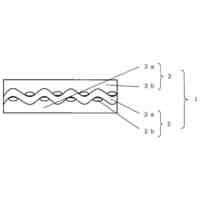
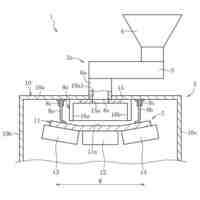
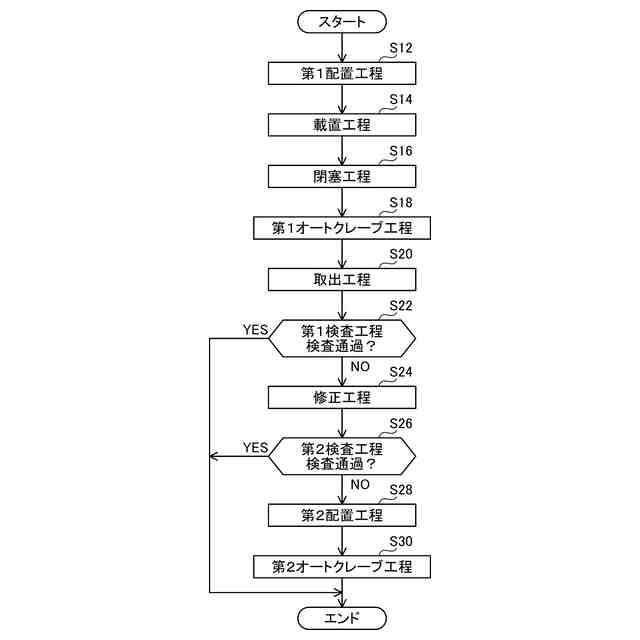
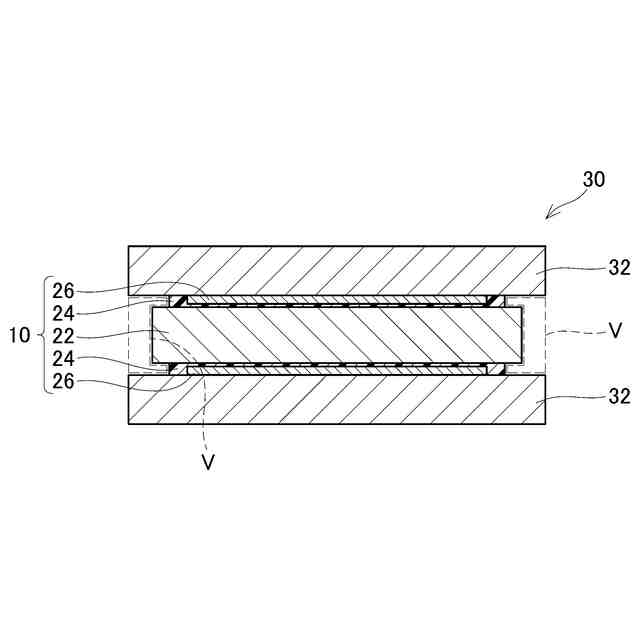
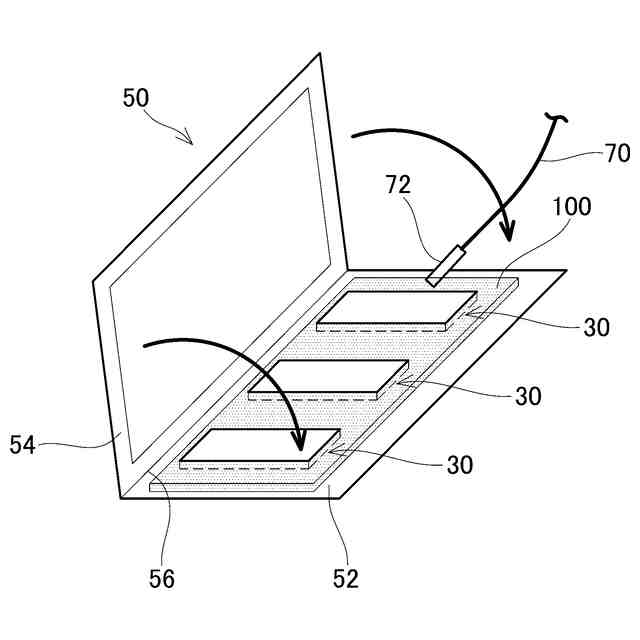
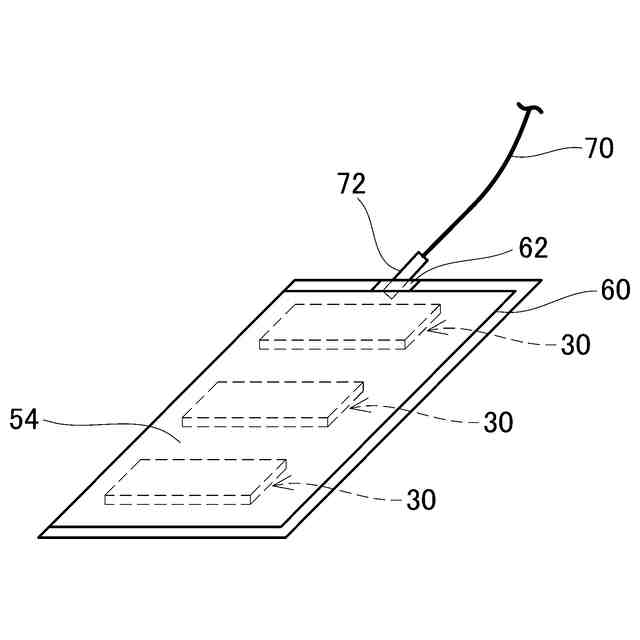
【解決手段】積層体の製造方法は、樹脂板と、前記樹脂板を上下方向から挟む一対のガラス板と、前記樹脂板と前記一対のガラス板のそれぞれとの間に配置される接着層と、を備える積層構造体と、接着部材と、を前記積層構造体の側面で接するように並べて配置する配置工程と、前記積層構造体と前記接着部材とを第1袋部材で包んで、前記第1袋部材内を加熱及び排気するオートクレーブ工程と、を備えていてもよい。
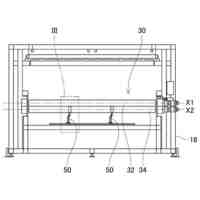
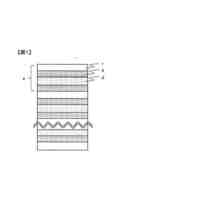
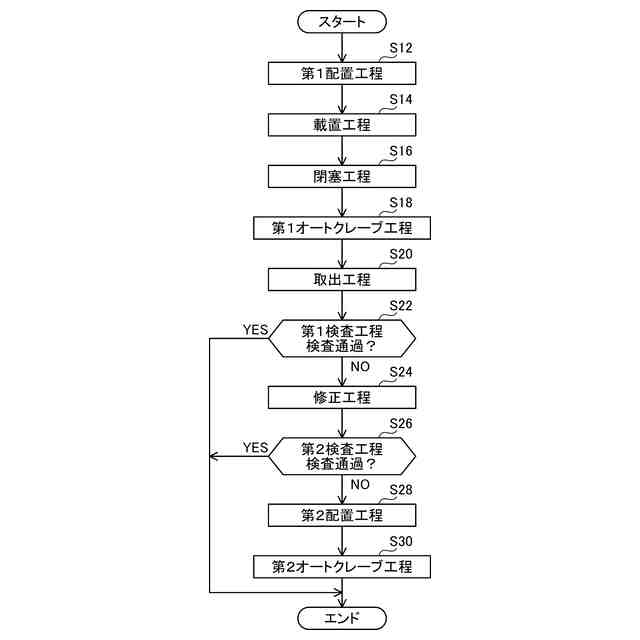
【選択図】図2
特許請求の範囲
【請求項1】
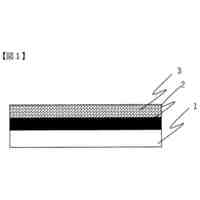
樹脂板と、前記樹脂板を上下方向から挟む一対のガラス板と、前記樹脂板と前記一対のガラス板のそれぞれとの間に配置される接着層と、を備える積層構造体と、
接着部材と、
を前記積層構造体の側面で接するように並べて配置する配置工程と、
前記積層構造体と前記接着部材とを袋部材で包んで、前記袋部材内を加熱及び排気するオートクレーブ工程と、
を備える、積層体の製造方法。
続きを表示(約 670 文字)
【請求項2】
前記配置工程において、前記積層構造体を上下方向から挟むとともに、前記接着部材を上下方向から挟む一対の当て板をさらに配置する、請求項1に記載の積層体の製造方法。
【請求項3】
前記配置工程において、包囲部材により、前記接着部材が前記接着層の側面と接する部分の反対側を覆う、請求項1に記載の積層体の製造方法。
【請求項4】
前記配置工程において、前記一対の当て板と前記積層構造体とを隔てるように当て板を覆う被覆部材を配置する、請求項3に記載の積層体の製造方法。
【請求項5】
前記包囲部材は、第1シート部材と第2シート部材とを含み、
前記配置工程は、前記一対の当て板のうちの第1当て板と前記積層構造体との間に前記第1シート部材を配置し、前記一対の当て板のうちの前記第1当て板と異なる第2当て板と前記積層構造体との間に前記第2シート部材を配置し、
前記第2シート部材の周縁部を、前記積層構造体と前記接着部材との外周を越えて、前記第1当て板の前記積層構造体と反対側の面に重ねて配置させ、前記第1シート部材の周縁部を、前記積層構造体と前記接着部材との外周を越えて、前記第1当て板の前記積層構造体と反対側の面において、前記第2シート部材に重ねて配置させて、前記積層構造体と前記接着部材とを包囲する、請求項3に記載の積層体の製造方法。
【請求項6】
前記接着層と前記接着部材とは、同じ材料によって作成されている、請求項1又は2に記載の積層体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書が開示する技術は、積層体の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、合わせガラスの製造方法が開示されている。この製造方法では、一対の板ガラスの間に中間膜を挟み込んだ積層体を、ゴム袋内の一対の剛体板の間に設置する。次いで、ゴム袋内を真空にすることによって、ゴム袋を収縮させる。一対の剛体板は、互いの間隔が狭くなる方向に押し込まれる。この結果、積層体に対して、一対の板ガラス間の間隔が狭くなる方向に圧縮力が作用する。これにより、積層体が作製される。
【先行技術文献】
【特許文献】
【0003】
特開2005-255466号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
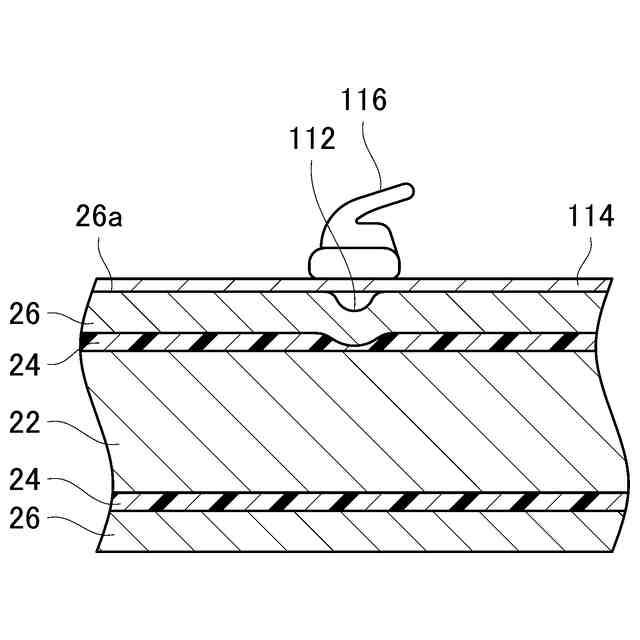
積層体では、ガラス板と中間層との間に気泡が生じたり、ガラス板の表面に凹凸が生じたりすることがある。
【0005】
本明細書は、積層体に生じた気泡及び表面の凹凸が積層体に残存することを抑制し得る技術を提供する。
【課題を解決するための手段】
【0006】
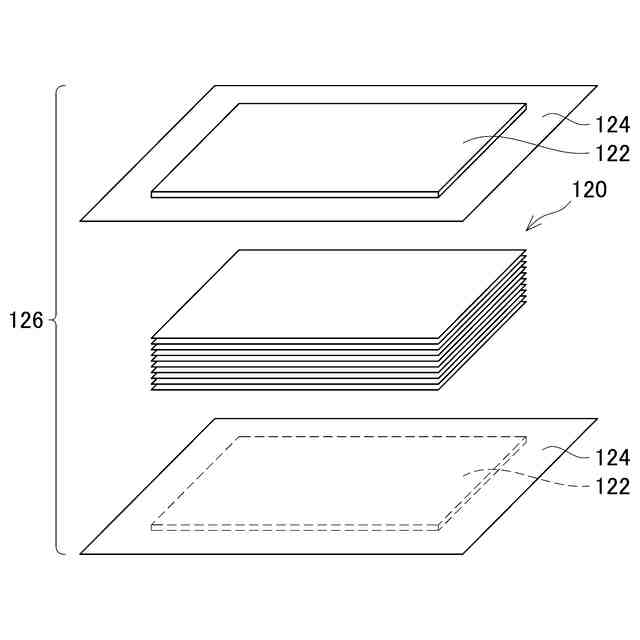
本明細書で開示される技術の第1の形態は、積層体の製造方法である。積層体の製造方法は、樹脂板と、前記樹脂板を上下方向から挟む一対のガラス板と、前記樹脂板と前記一対のガラス板のそれぞれとの間に配置される接着層と、を備える積層構造体と、接着部材と、を前記積層構造体の側面で接するように並べて配置する配置工程と、前記積層構造体と前記接着部材とを袋部材で包んで、前記袋部材内を加熱及び排気するオートクレーブ工程と、を備えていてもよい。
【0007】
積層体にオートクレーブ工程による加熱処理を行うことによって、積層構造体の気泡や凹凸を修正することができる。樹脂がガラスよりも熱膨張率が高い場合、樹脂板は加熱処理によって、ガラス板よりも大きく膨張する。樹脂板とガラス板との間の接着層は、樹脂板の膨張に追従して移動する。この結果、接着層の一部は、樹脂板とガラス板との間から積層体の外側に移動される。積層構造体が冷却されると、樹脂板は収縮して加熱処理前の状態に戻る。しかしながら、樹脂板に追従して積層体の外側に移動された接着層は、加熱処理前のように、樹脂板とガラス板との間に戻らない場合がある。この場合、積層構造体の周端部において、ガラス板と樹脂板との間の接着層が薄くなり、接着力が低下する場合がある。上記の構成では、接着部材が、積層構造体の接着層の側面に接するように並べて配置されている。この構成によると、加熱処理によって樹脂板が大きく膨張した際に、追従した接着層が存在していた部分を埋めるように、接着部材が、ガラス板と樹脂板との間に侵入する。この結果、積層構造体の周端部において接着層が薄くなることを抑制することができる。
【0008】
第2の形態は、上記の第1形態の前記配置工程において、前記積層構造体を上下方向から挟むとともに、前記接着部材を上下方向から挟む一対の当て板をさらに配置してもよい。
【0009】
上記の形態によると、一対の当て板によって、接着材料を安定して支持することができる。
【0010】
第3の形態は、上記の第1又は第2の形態の前記配置工程において、包囲部材により、前記接着部材が前記接着層の側面と接する部分の反対側を覆ってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本電気硝子株式会社
積層体の製造方法
4日前
日本電気硝子株式会社
ガラス板の製造方法
2日前
日本電気硝子株式会社
ガラス物品の製造方法
23日前
日本電気硝子株式会社
送出装置及びガラス板積層体の製造方法
2日前
日本電気硝子株式会社
ガラス組成物、封着材料及び封着材料ペースト
2日前
日本電気硝子株式会社
ガラス原料の製造装置及び製造方法並びにガラス物品の製造方法
16日前
日本電気硝子株式会社
医薬用ガラス容器
2日前
日本電気硝子株式会社
蓄電デバイス用正極材料及び蓄電デバイス
16日前
東レ株式会社
積層体
7か月前
東レ株式会社
積層体
6か月前
東レ株式会社
積層体
6か月前
東レ株式会社
積層体
3か月前
東レ株式会社
積層体
7か月前
東レ株式会社
フィルム
3か月前
東レ株式会社
多層成形品
8か月前
個人
生地
9か月前
東レ株式会社
積層フィルム
8か月前
アイカ工業株式会社
化粧板
3か月前
東レ株式会社
積層フィルム
9か月前
アイカ工業株式会社
化粧板
4か月前
三菱ケミカル株式会社
積層体
10か月前
三菱ケミカル株式会社
積層体
9か月前
東洋紡株式会社
離型フィルム
8か月前
セーレン株式会社
導電性編物
8か月前
東ソー株式会社
多層フィルム
11か月前
三菱ケミカル株式会社
積層体
10か月前
三菱ケミカル株式会社
積層体
10か月前
東洋紡株式会社
離型フィルム
8か月前
三菱製紙株式会社
離型フィルム
8か月前
東ソー株式会社
蓋材用フィルム
1か月前
ダイニック株式会社
ターポリン
5か月前
日本バイリーン株式会社
表面材
6か月前
東レ株式会社
サンドイッチ構造体
3か月前
株式会社カネカ
ポリイミド積層体
8か月前
株式会社エフコンサルタント
面材
8か月前
三洋化成工業株式会社
複層硬化膜
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ