TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024179994
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023099384
出願日
2023-06-16
発明の名称
組付け装置
出願人
ダイハツ工業株式会社
代理人
個人
,
個人
,
個人
主分類
B23P
19/02 20060101AFI20241219BHJP(工作機械;他に分類されない金属加工)
要約
【課題】被組付け部材が重量物である場合においても、組付け部材と被組付け部材とを同軸に芯出しした状態で確実に組付け可能とする。
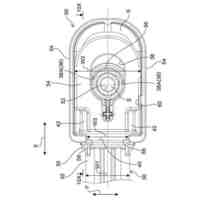
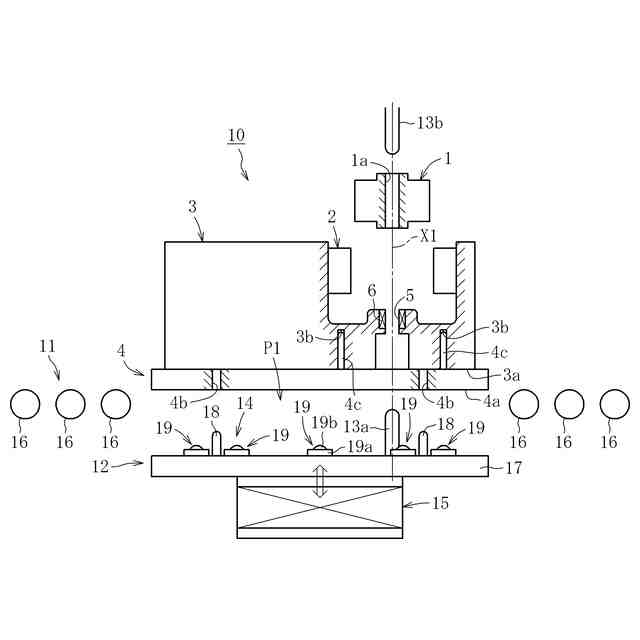
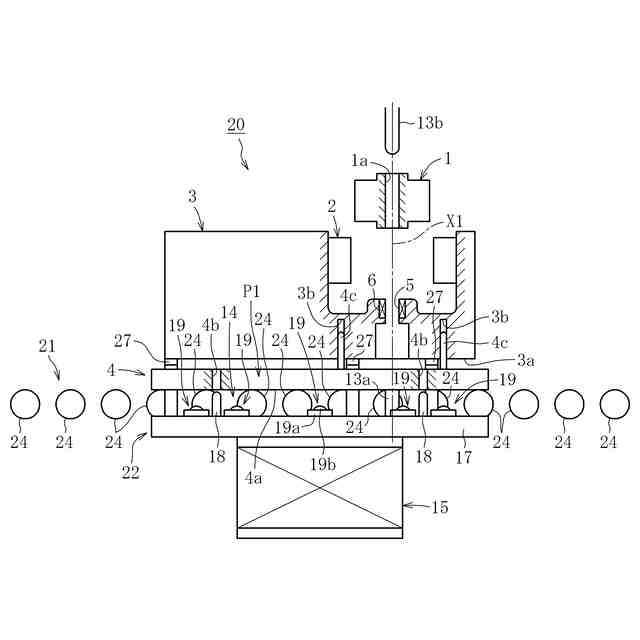
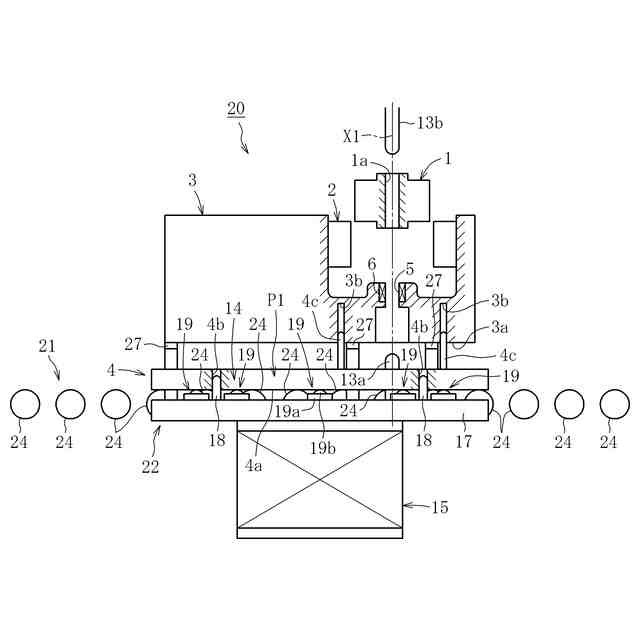
【解決手段】この組付け装置10は、被組付け部材3が支持された状態のパレット4を組付け位置P1に搬送する搬送装置11と、組付け位置P1でパレット4の位置決めを行う位置決め治具12と、被組付け部材3の芯出し穴5に挿入して芯出しを行う芯出しピン13bとを備え、かつ芯出しピン13bの芯出し穴5への挿入に伴う被組付け部材3の挿入方向に直交する向きのスライドを許容するスライド許容機構14をさらに備える。
【選択図】図1
特許請求の範囲
【請求項1】
同軸に芯出しされた状態の組付け部材を被組付け部材に組付けるための装置であって、
前記被組付け部材が支持された状態のパレットを組付け位置に搬送する搬送装置と、
前記組付け位置で前記パレットの位置決めを行う位置決め治具と、
前記被組付け部材の芯出し穴に挿入して前記芯出しを行う芯出しピンとを備え、かつ
前記芯出しピンの前記芯出し穴への挿入に伴う前記被組付け部材の前記挿入方向に直交する向きのスライドを許容するスライド許容機構をさらに備える、組付け装置。
続きを表示(約 710 文字)
【請求項2】
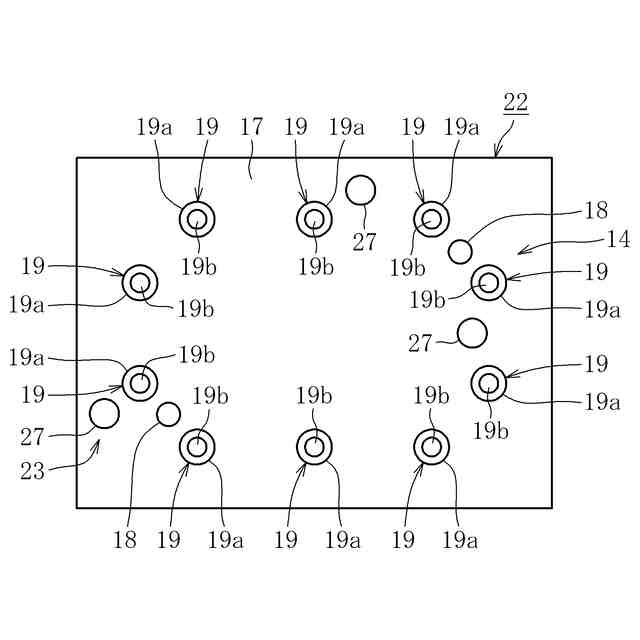
前記スライド許容機構は、前記位置決め治具に設けられた複数のフリーボールベアリングを有し、前記位置決め治具の上昇により、前記パレットが位置決めされかつ前記複数のフリーボールベアリングで支持される請求項1に記載の組付け装置。
【請求項3】
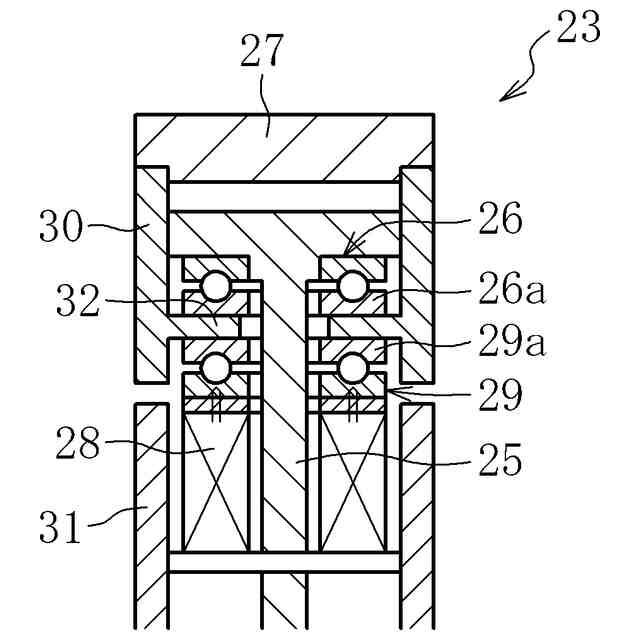
前記スライド許容機構は、前記位置決め治具から上方に延びる固定軸の先端側に設けられるスラスト軸受と、前記スラスト軸受の可動側の軌道盤と一体に移動可能に設けられ前記被組付け部材を支持可能な支持部とを有している請求項1又は2に記載の組付け装置。
【請求項4】
前記スライド許容機構は、前記スラスト軸受としての第一スラスト軸受とスラスト方向に対向し下方から弾性支持される第二スラスト軸受と、前記支持部が設けられた第一筒部と、前記第一筒部とスラスト方向で対向する第二筒部と、前記第一筒部から内径側に突出し双方のスラスト軸受の間に配設される内径突出部とをさらに有する請求項3に記載の組付け装置。
【請求項5】
同軸に芯出しされた状態の組付け部材を被組付け部材に組付けるための方法であって、
前記被組付け部材が支持された状態のパレットを組付け位置に搬送する搬送工程と、
前記組付け位置で前記パレットの位置決めを行う位置決め工程と、
前記被組付け部材の芯出し穴に芯出しピンを挿入して前記芯出しを行う芯出し工程とを備え、
前記芯出し工程で、スライド許容機構により、前記芯出しピンの前記芯出し穴への挿入に伴う前記被組付け部材の前記挿入方向に直交する向きのスライドを許容可能とした、組付け方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、組付け装置に関し、特に同軸に芯出しした状態で組付けを行うための技術に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
近年、自動車に対する電動化の要求の高まりを受けて、例えば起動用モータや駆動用モータなど各種モータの自動車への適用が進んでいる。そのため、自動車の製造工程においても、モータロータをモータステータに組み付けるための工程が設けられている。
【0003】
この種の部品同士を精度よく組み付けるためには、予め双方の部品を正確に位置決め(芯出し)した状態で組付けを行う必要がある。ここで、例えば、特許文献1には、円筒状の組付け穴を有する被組付け部材の上記組付け穴に、円筒状の組付け部材を自動的に芯出して挿入する装置として、組付け穴を有する被組付け部材を微小角だけ傾斜させ、組付け部材の中心を組付け穴の中心からずらし、当該穴の端縁と組付け部材の端縁とを接触させながら挿入可能な装置が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開平7-227725号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
モータステータに対するロータの組付けは、金属製のケースにステータを固定した状態で行われる。この場合、被組付け部材であるモータステータはケースと一体化された重量物となるため、特許文献1のように所定角だけ被組付け部材を傾斜させて芯出しを行う方法をとることは難しい。
【0006】
以上の事情に鑑み、本明細書では、被組付け部材が重量物である場合においても、組受け部材と被組付け部材とを同軸に芯出しした状態で確実に組付け可能とすることを、解決すべき技術課題とする。
【課題を解決するための手段】
【0007】
前記課題の解決は、本発明に係る組付け装置によって達成される。すなわち、この組付け装置は、同軸に芯出しされた状態の組付け部材を被組付け部材に組付けるための装置であって、被組付け部材が支持された状態のパレットを組付け位置に搬送する搬送装置と、組付け位置でパレットの位置決めを行う位置決め治具と、被組付け部材の芯出し穴に挿入して前記芯出しを行う芯出しピンとを備え、かつ芯出しピンの芯出し穴への挿入に伴う被組付け部材の挿入方向に直交する向きのスライドを許容するスライド許容機構をさらに備える点をもって特徴付けられる。
【0008】
このように、本発明に係る組付け装置では、被組付け部材の芯出し穴に挿入して芯出しを行う芯出しピンを設けると共に、芯出しピンの芯出し穴への挿入に伴う被組付け部材の挿入直交方向へのスライドを許容するスライド許容機構を設けるようにした。このように構成することで、例えば芯出し穴が芯出しピンの挿入位置からずれていた場合に、芯出しピンの挿入に伴い上記ずれを解消する向きの力が芯出しピンから芯出し穴(被組付け部材)に作用する。ここで、本発明に係る組付け装置には、芯出しピンの挿入に伴う被組付け部材の水平方向へのスライドを許容する機構を設けているので、たとえ被組付け部材が重量物であっても、上記ずれを解消する向きの力でもって容易に水平方向にスライドさせることができる。よって、芯出しピンの挿入動作でもって被組付け部材の芯出しを図ることが可能となる。
【0009】
また、本発明に係る組付け装置において、スライド許容機構は、位置決め治具に設けられた複数のフリーボールベアリングを有し、位置決め治具の上昇により、パレットが位置決めされかつ複数のフリーボールベアリングで支持されてもよい。
【0010】
このように位置決め治具を構成することで、パレットが位置決め治具により位置決めされると共に当該パレットが複数のフリーボールベアリングで支持された状態となる。フリーボールベアリングは、ともに凹球面部に収容された多数の小球で1つの大きな球体が回転自在に支持された構造をなす。そのため、これら複数のフリーボールベアリングの球体で支持された状態では、パレットは、支持方向に直交する向きの極めて小さな力でスライド可能な状態となる。よって、芯出しピンの挿入により芯出し穴(被組付け部材)に上記ずれを解消する向きの力が作用した場合、この力により容易に被組付け部材をパレットと共に芯出し位置に向けてスライドさせることが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ニフコ
アシストグリップ
1日前
トヨタ自動車株式会社
電動車
1日前
個人
スラッジ除去装置
1か月前
日東精工株式会社
ねじ締め装置
1日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
17日前
個人
複合金属回転式ホーン
1か月前
株式会社ダイヘン
積層造形溶接方法
21日前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
積層コア
2か月前
トヨタ自動車株式会社
取付装置
1か月前
株式会社トーキン
溶接用トーチ
1か月前
株式会社ナベヤ
締結装置
21日前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
検査方法
1か月前
株式会社メドメタレックス
ドリル
2か月前
オークマ株式会社
工作機械
7日前
株式会社不二越
歯車研削盤
29日前
大和ハウス工業株式会社
溶接方法
2日前
株式会社オーエム製作所
工作機械
1か月前
オークマ株式会社
診断装置
7日前
株式会社ダイヘン
溶接トーチ
1か月前
サムテック株式会社
加工物製造方法
2か月前
スター精密株式会社
工作機械
1日前
株式会社ダイヘン
溶接トーチ
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社関本管工
エルボ管保持装置
1か月前
トヨタ自動車株式会社
位相測定方法
2か月前
株式会社不二越
工具の製造方法
2か月前
トヨタ自動車株式会社
銅線の接合方法
21日前
DMG森精機株式会社
工作機械
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社不二越
管用テーパタップ
14日前
株式会社ダイヘン
2重シールドティグ溶接方法
21日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ