TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024179889
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023099183
出願日
2023-06-16
発明の名称
生産管理装置
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B29C
45/76 20060101AFI20241219BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】製品の生産時の状況の把握を容易にする。
【解決手段】一実施形態に係る生産管理装置は、生産装置によって材料から複数の製品を生産する際に、当該製品を生産する工程で検出部によって検出された検出結果を表示部に表示し、前記検出結果又は前記製品を識別する情報の選択を受け付けた場合に、選択を受け付けた前記検出結果が検出された又は選択を受け付けた前記情報で識別される、第1製品の前記検出結果を表示すると共に、前記第1製品の1つ前に前記生産装置で生産された第2製品の前記検出結果、及び、前記第1製品の1つ後に前記生産装置で生産された第3製品の前記検出結果を、前記表示部に表示するように構成されている制御部を、備える。
【選択図】図3
特許請求の範囲
【請求項1】
生産装置によって複数の製品を生産する際に、当該製品を生産する工程で検出部によって検出された検出結果を表示部に表示し、
前記検出結果又は前記製品を識別する情報の選択を受け付けた場合に、
選択を受け付けた前記検出結果が検出された又は選択を受け付けた前記情報で識別される、第1製品の前記検出結果を表示すると共に、前記第1製品の1つ前に前記生産装置で生産された第2製品の前記検出結果、及び、前記第1製品の1つ後に前記生産装置で生産された第3製品の前記検出結果を、前記表示部に表示するように構成されている制御部を、
備える生産管理装置。
続きを表示(約 1,200 文字)
【請求項2】
前記制御部は、前記複数の製品の各々の前記検出結果から統計的な手法で抽出された前記検出結果、又は、前記生産装置によって生産された前記複数の製品のうち所定の条件を満たした前記製品を識別する前記情報を、表示し、
抽出された前記検出結果又は前記情報の選択を受け付けた場合に、前記第1製品の前記検出結果、前記第2製品の前記検出結果、及び、前記第3製品の前記検出結果を、前記表示部に表示するように構成されている、
請求項1に記載の生産管理装置。
【請求項3】
前記統計的な手法で抽出された前記検出結果は、最大値又は最小値である、
請求項2に記載の生産管理装置。
【請求項4】
前記所定の条件は、前記製品に異常が生じたか否かの判定する基準である、
請求項2に記載の生産管理装置。
【請求項5】
前記制御部は、前記検出結果を分類している所定の項目の選択を受け付けた場合に、当該所定の項目に分類された前記検出結果に基づいて前記製品をソートして表示し、ソートして表示された前記検出結果の選択を受け付けるように構成されている、
請求項1に記載の生産管理装置。
【請求項6】
前記制御部は、前記検出結果を分類している所定の項目の選択を受け付けた場合に、当該所定の項目に分類された前記検出結果を所定の条件でフィルタリングして表示し、フィルタリングして表示された前記検出結果の選択を受け付けるように構成されている、
請求項1に記載の生産管理装置。
【請求項7】
前記制御部は、製品毎の前記検出結果を前記表示部の第1表示領域に表示した後、前記検出結果又は前記情報の選択を受け付けた場合に、前記第1製品の前記検出結果、前記第2製品の前記検出結果、及び、前記第3製品の前記検出結果を、前記第1表示領域に表示させるためにジャンプする又はスクロールするように構成されている、
請求項1乃至4のいずれか一つに記載の生産管理装置。
【請求項8】
前記制御部は、前記検出結果又は前記製品を識別する前記情報の選択を受け付けた場合に、前記製品の生産する工程で前記検出部によって検出された前記検出結果を表示している表示領域と別の表示領域を表示させ、当該別の表示領域に、前記第1製品の前記検出結果、前記第2製品の前記検出結果、及び、前記第3製品の前記検出結果を、表示するように構成されている、
請求項1乃至4のいずれか一つに記載の生産管理装置。
【請求項9】
前記制御部は、射出成形機による射出成形によって時間の経過に伴って複数の前記製品が生産される際に、当該製品毎に、前記検出部による前記検出結果を表示している、
請求項1乃至6のいずれか一つに記載の生産管理装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、生産管理装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
近年の生産装置では、生産中の状況を把握させるために、製品を生産している間に各種センサで検出された検出結果を表示するように構成されている。例えば、射出成形機のショット毎の実績値を過去の履歴を示したロギングデータとして表示すると共に、当該ロギングデータに基づいた統計データを表示する技術が提案されている(例えば特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2013-202855号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、統計データ等が表示された場合でも、統計データに含まれている値(例えば、最大値、又は最小値)が検出された製品がどのような状況で生産されたのかオペレータが把握するのが難しいという問題がある。
【0005】
本発明の一態様は、受け付けた操作に基づいて特定された製品に関する検出結果を表示する際に、当該製品の前後に生産された製品に関する検出結果も表示することで、製品の生産時の状況を把握することを容易にする技術を提供する。
【課題を解決するための手段】
【0006】
本発明の一態様に係る生産管理装置は、生産装置によって材料から複数の製品を生産する際に、当該製品を生産する工程で検出部によって検出された検出結果を表示部に表示し、前記検出結果又は前記製品を識別する情報の選択を受け付けた場合に、選択を受け付けた前記検出結果が検出された又は選択を受け付けた前記情報で識別される、第1製品の前記検出結果を表示すると共に、前記第1製品の1つ前に前記生産装置で生産された第2製品の前記検出結果、及び、前記第1製品の1つ後に前記生産装置で生産された第3製品の前記検出結果を、前記表示部に表示するように構成されている制御部を、備える。
【発明の効果】
【0007】
本発明の一態様によれば、受け付けた操作に基づいて特定された製品に関する検出結果と共に、その前後に生産された製品に関する検出結果を表示することで、製品の生産時の状況の把握を容易にする技術を提供する。
【図面の簡単な説明】
【0008】
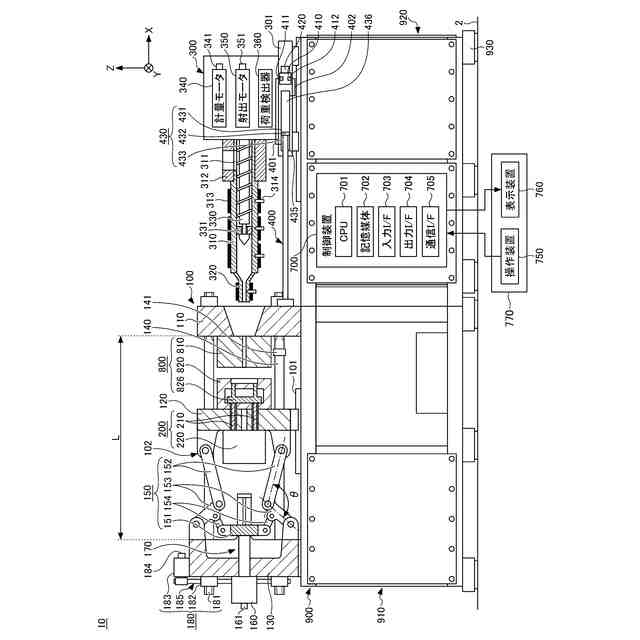
図1は、一実施形態に係る射出成形機の型開完了時の状態を示す図である。
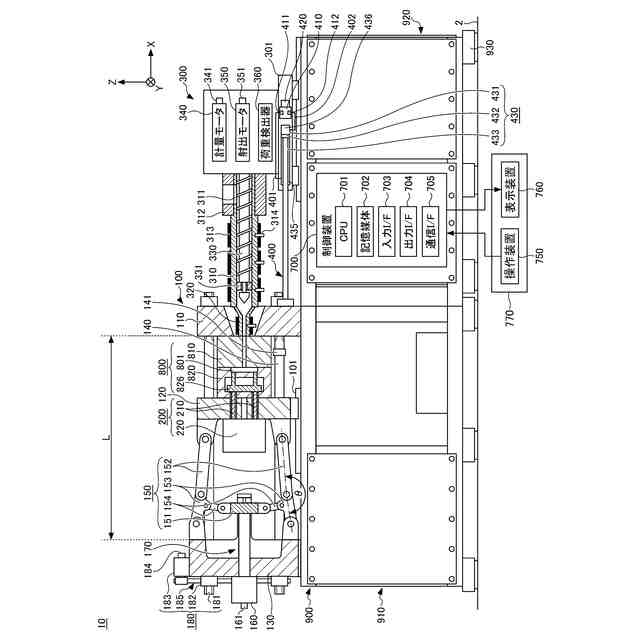
図2は、一実施形態に係る射出成形機の型締時の状態を示す図である。
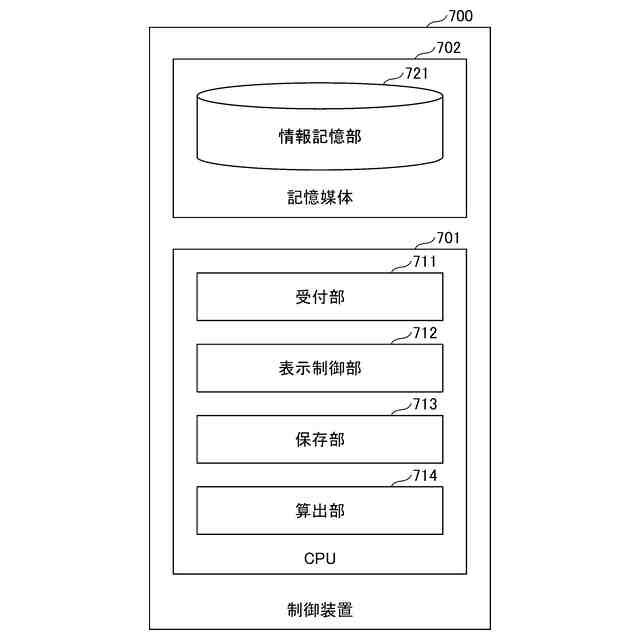
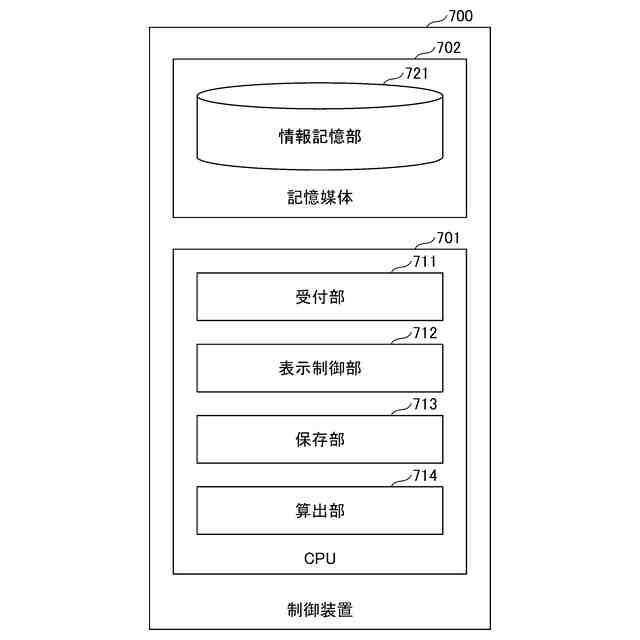
図3は、第1の実施形態に係る射出成形機の制御装置の構成要素を機能ブロックで示す図である。
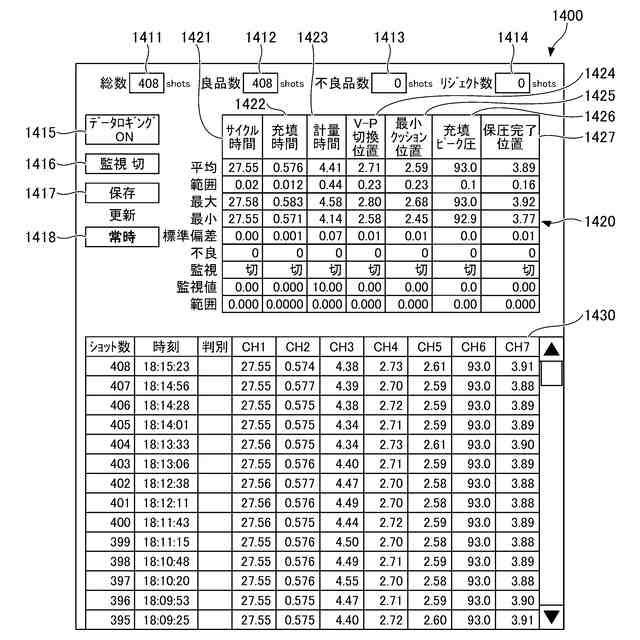
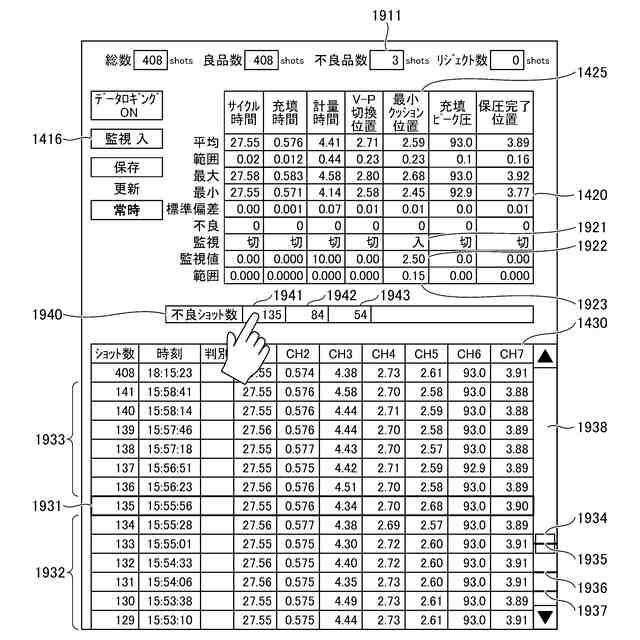
図4は、第1の実施形態に係る表示制御部が出力するログ情報画面を例示した図である。
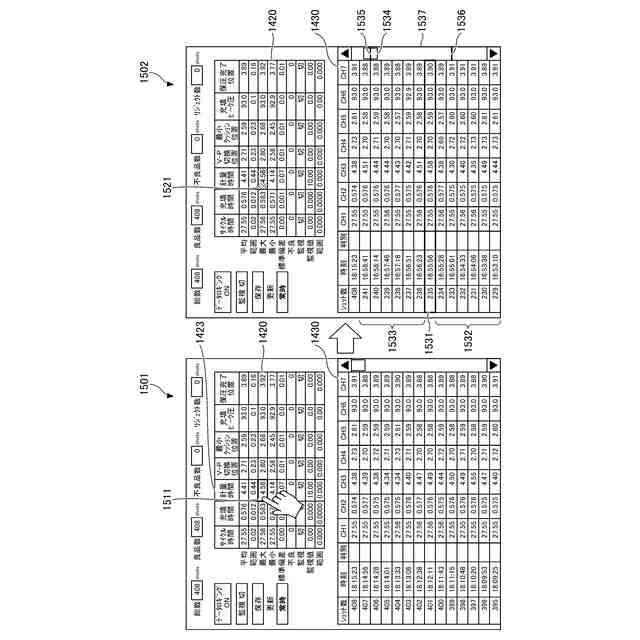
図5は、第1の実施形態に係るログ情報画面の統計一覧の設定欄の最大値の選択を受け付けた場合の画面の変化の一例を示した図である。
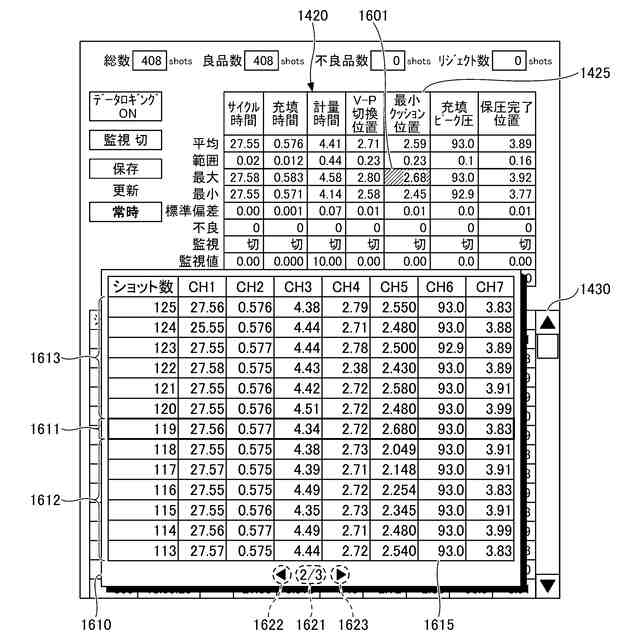
図6は、第1の実施形態の変形例に係る表示制御部が出力するログ情報画面を例示した図である。
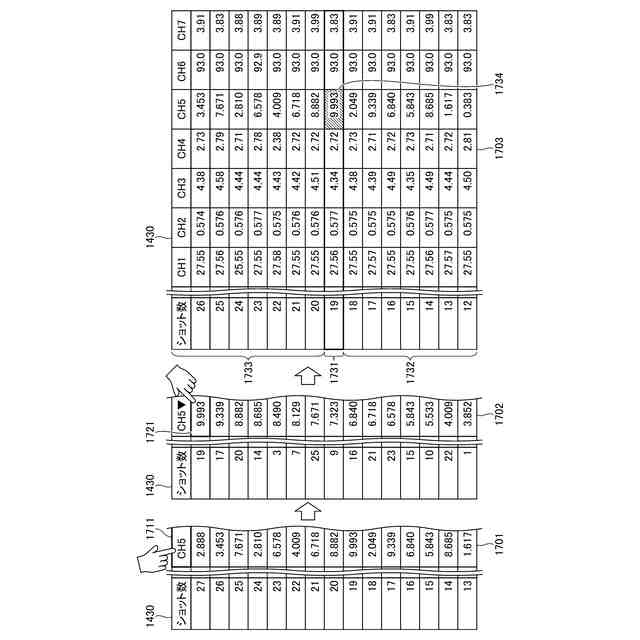
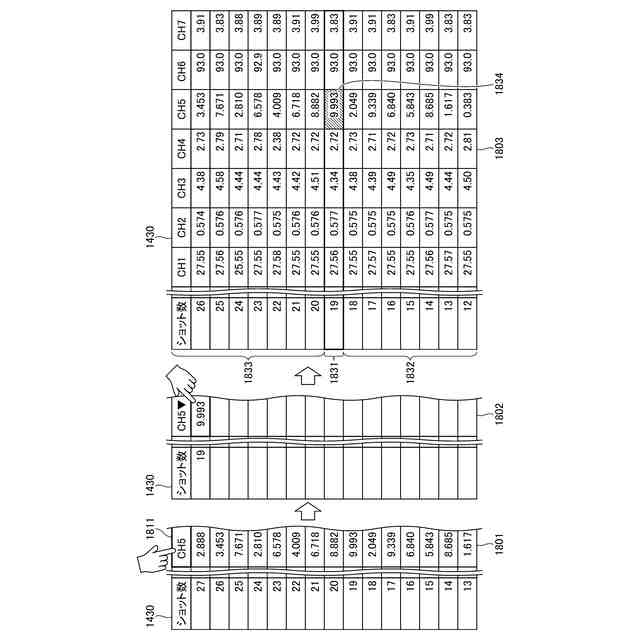
図7は、第2の実施形態に係るログ情報画面の実績一覧においてCH5でソートさせる操作を受け付けた場合の画面の変化の一例を示した図である。
図8は、第2の実施形態の変形例に係るログ情報画面の実績一覧においてCH5でフィルタリングさせる操作を受け付けた場合の画面の変化の一例を示した図である。
図9は、第3の実施形態に係る表示制御部が出力するログ情報画面を例示した図である。
図10は、第3の実施形態の変形例に係る表示制御部が出力するログ情報画面を例示した図である。
図11は、第4の実施形態に係る射出成形機と管理装置とのブロック構成を例示した図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について図面を参照して説明する。また、以下で説明する実施形態は、発明を限定するものではなく例示であって、実施形態に記述される全ての特徴やその組み合わせは、必ずしも発明の本質的なものであるとは限らない。なお、各図面において同一の又は対応する構成には同一の又は対応する符号を付し、説明を省略することがある。
【0010】
図1は、第1の実施形態に係る射出成形機の型開完了時の状態を示す図である。図2は、第1の実施形態に係る射出成形機の型締時の状態を示す図である。本明細書において、X軸方向、Y軸方向およびZ軸方向は互いに垂直な方向である。X軸方向およびY軸方向は水平方向を表し、Z軸方向は鉛直方向を表す。型締装置100が横型である場合、X軸方向は型開閉方向であり、Y軸方向は射出成形機10の幅方向である。Y軸方向負側を操作側と呼び、Y軸方向正側を反操作側と呼ぶ。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
4か月前
シーメット株式会社
光造形装置
3か月前
東レ株式会社
プリプレグテープ
6か月前
CKD株式会社
型用台車
3か月前
東レ株式会社
フィルムの製造方法
17日前
株式会社日本製鋼所
押出機
6か月前
グンゼ株式会社
ピン
3か月前
個人
射出ミキシングノズル
5か月前
株式会社FTS
ロッド
2か月前
個人
樹脂可塑化方法及び装置
2か月前
東レ株式会社
一体化成形品の製造方法
7か月前
株式会社FTS
成形装置
3か月前
トヨタ自動車株式会社
射出装置
1か月前
株式会社シロハチ
真空チャンバ
5か月前
株式会社リコー
シート剥離装置
8か月前
株式会社神戸製鋼所
混練機
1か月前
株式会社リコー
画像形成システム
4か月前
三菱自動車工業株式会社
予熱装置
6か月前
TOWA株式会社
成形型清掃用のブラシ
6か月前
株式会社日本製鋼所
押出成形装置
6か月前
株式会社不二越
射出成形機
5日前
株式会社FTS
セパレータ
2か月前
株式会社日本製鋼所
押出成形装置
6か月前
日東工業株式会社
インサート成形機
4か月前
株式会社リコー
シート処理システム
7か月前
株式会社ニフコ
樹脂製品の製造方法
5か月前
個人
ノズルおよび熱風溶接機
2か月前
トヨタ自動車株式会社
3Dプリンタ
4か月前
東レ株式会社
溶融押出装置および押出方法
2か月前
株式会社コスメック
磁気クランプ装置
2か月前
豊田鉄工株式会社
接合体及び接合方法
6か月前
株式会社日本製鋼所
射出成形機
4か月前
株式会社日本製鋼所
射出成形機
5か月前
日本プラスト株式会社
嵌合構造
6か月前
トヨタ自動車株式会社
電池の製造方法
4か月前
株式会社FTS
ブローニードル
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































