TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024179814
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023098970
出願日
2023-06-16
発明の名称
螺旋管の製管装置及び巻き出し方法
出願人
積水化学工業株式会社
代理人
弁理士法人湧泉特許事務所
主分類
B29C
63/32 20060101AFI20241219BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】螺旋管の製管の途中で、内周規制形態と内周解放形態との間で容易に変態可能な製管装置を提供する。
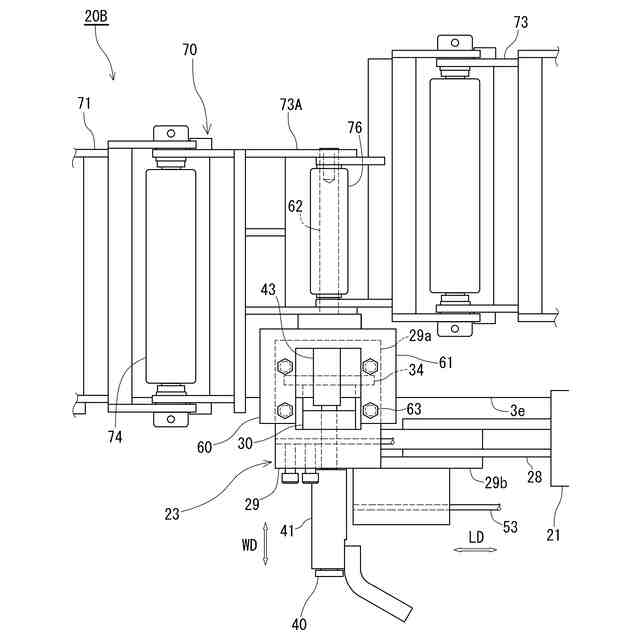
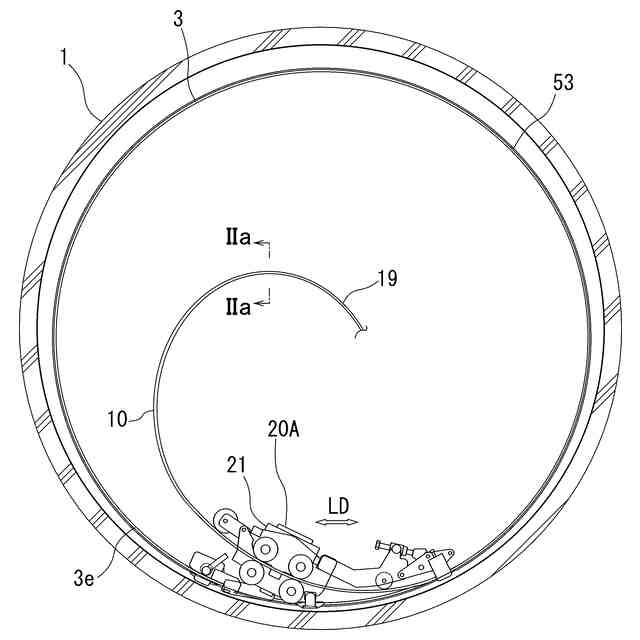
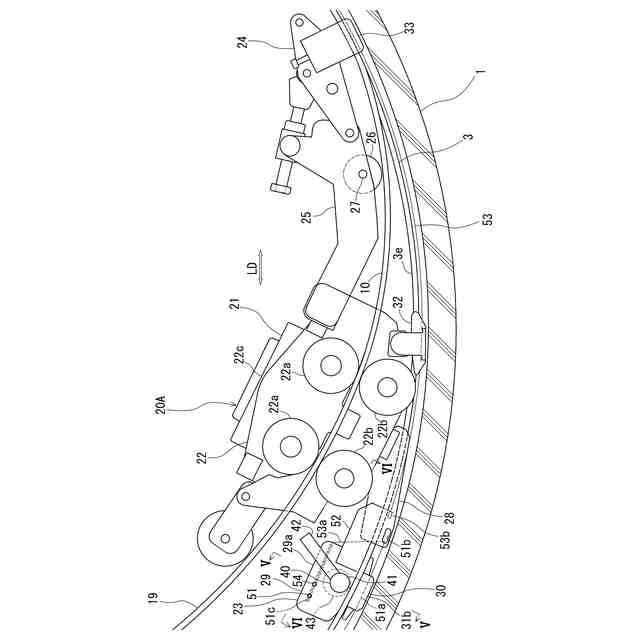
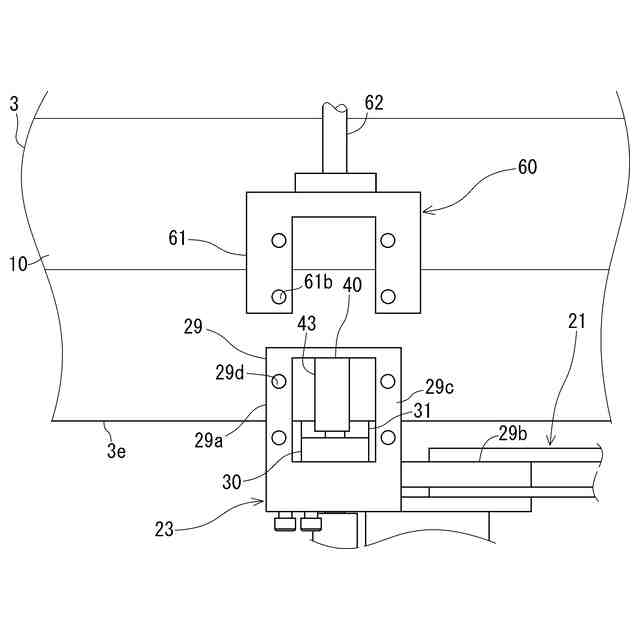
【解決手段】製管装置20の装置本体21に設けられた駆動ローラ22a,22bによって、帯状部材19の未製管の後続帯部19を挟み込んで螺旋管3の管端部3eへ押し込む。装置本体21の推進前方ユニット23には、管端ガイド30と、ブレーキ機構40と、推進前方側接続座29aを設ける。推進前方側接続座29aに内周規制体70の推進前方側接続部76を着脱可能に接続する。装置本体21の推進後方部の推進後方側接続座27には、内周規制体70の推進後方側接続部72aを着脱可能に接続する。
【選択図】図10
特許請求の範囲
【請求項1】
製管中の螺旋管の管軸に沿う延伸方向の先端側の管端部を内周側へ解放した状態で螺旋巻回方向へ推進されながら前記製管を行なう内周解放形態と、螺旋環状の内周規制体によって前記管端部を内周側から規制した状態で前記螺旋巻回方向へ推進されながら前記製管を行なう内周規制形態との間で変態可能な製管装置であって、
長手方向を前記螺旋巻回方向に沿う推進方向へ向けて、前記管端部の一箇所に推進可能に配置された非環状の装置本体と、
前記装置本体に設けられ、前記螺旋管となる帯状部材における未製管の後続帯部を挟み込んで前記管端部へ押し込む少なくとも一対の駆動ローラと、
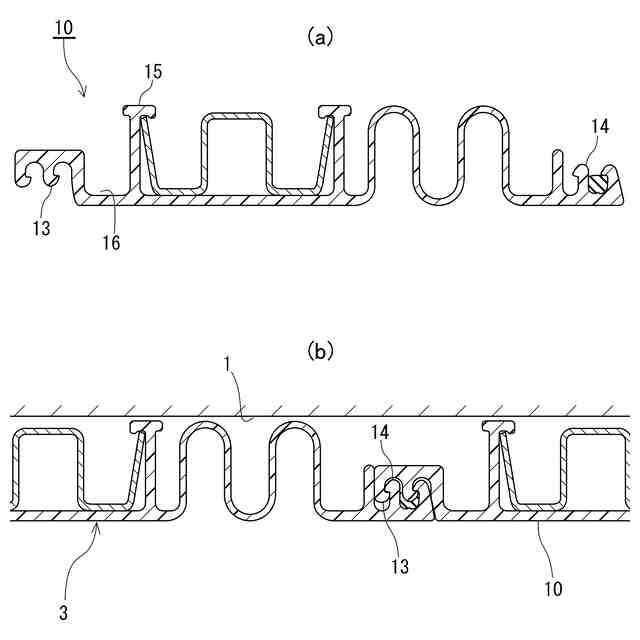
前記管端部を構成する前記帯状部材に形成された外周溝にスライド可能に係止される係止部を有して、前記装置本体の前記長手方向へ互いに離れて設けられた複数の管端ガイドと、
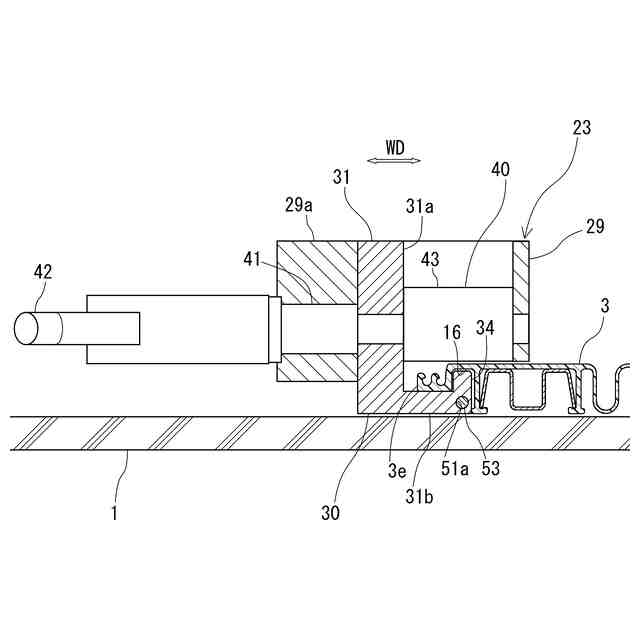
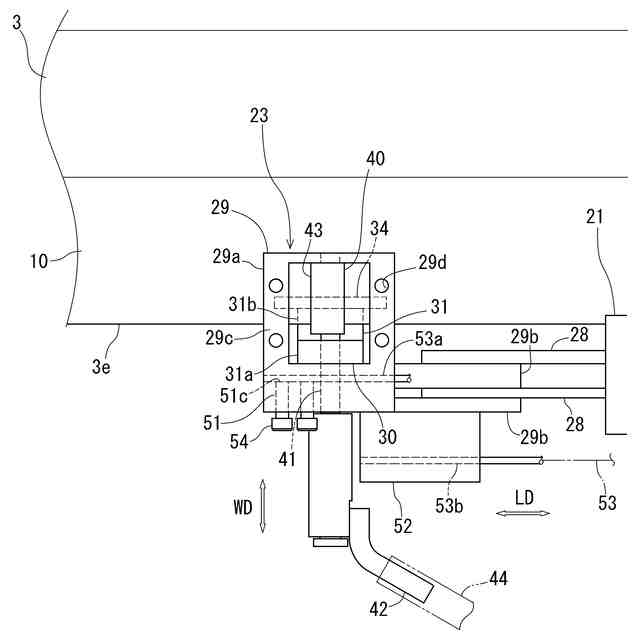
前記複数の管端ガイドのうち前記装置本体の推進前方部に設けられたと推進前方ユニットを構成し、前記推進時に前記管端部との間に摩擦抵抗を付与するブレーキ機構と、
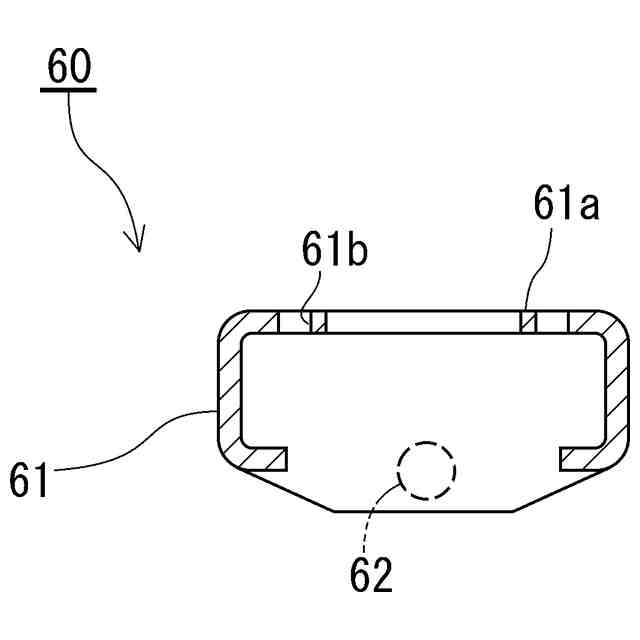
前記推進前方ユニットに設けられ、前記内周規制体の推進前方側接続部を着脱可能に接続する推進前方側接続座と、
前記装置本体の推進後方部に設けられ、前記内周規制体の推進後方側接続部を着脱可能に接続する推進後方側接続座と、
を備えたことを特徴とする製管装置。
続きを表示(約 670 文字)
【請求項2】
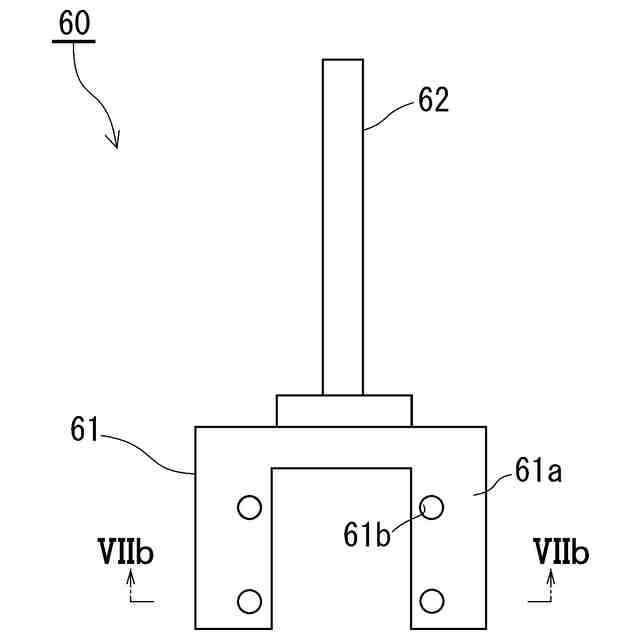
前記推進前方側接続座に着脱可能な接続部材を更に備え、
前記内周規制体の前記推進前方側接続部が、前記接続部材を介して前記推進前方側接続座に接続される請求項1に記載の製管装置。
【請求項3】
前記接続部材が、前記推進前方側接続座と嵌合される接続本体部と、前記接続本体部から前記推進方向と直交する向きへ突出された連結軸部とを有し、前記推進前方側接続部が、前記連結軸部に回転可能に接続される請求項2に記載の製管装置。
【請求項4】
前記推進前方ユニットには、前記内周解放形態における管端部の外周に掛け回される外周規制ワイヤの両端部がそれぞれ繋着される2つの繋着部が設けられている請求項1に記載の製管装置。
【請求項5】
請求項1~4の何れか1項に記載の製管装置による巻き出し方法であって、
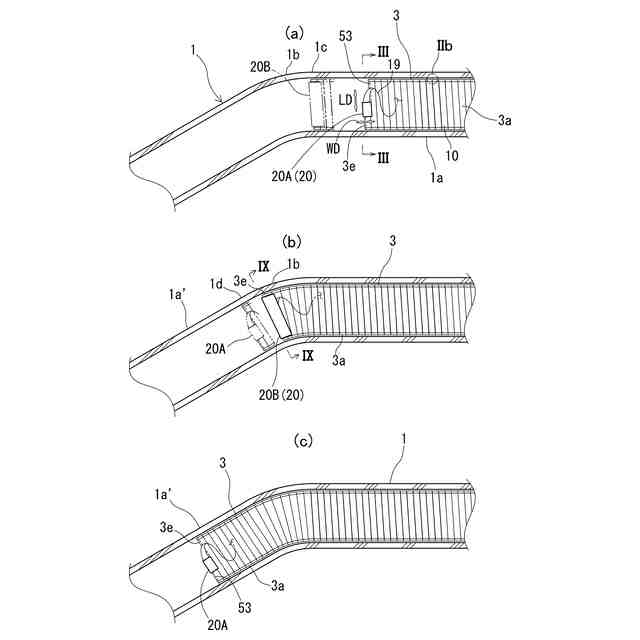
前記帯状部材を螺旋状にひと巻き以上巻回してなる巻き出しリングを作成するとともに、前記内周解放形態とした製管装置を前記巻き出しリングに取り付け、
前記巻き出しリングの前記延伸方向の始端側の縁部を環状の巻き出し治具によって保形した状態で、前記製管装置によって螺旋管を数巻き製管し、
次に、前記内周規制体を前記螺旋管の内周に沿って設置し、かつ前記内周規制体の前記推進前方側接続部を前記推進前方側接続座と接続し、かつ前記内周規制体の前記推進後方側接続部を前記推進後方側接続座と接続し、
その後、前記巻き出し治具を撤去することを特徴とする巻き出し方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、長尺の帯状部材から螺旋管を製管する装置及び前記螺旋管を巻き出す方法に関し、特に、製管しながら螺旋巻回方向へ推進される自走式の製管装置及び巻き出し方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
例えば、老朽化した下水道管等の既設管を更生するために、製管装置を用いて、長尺の帯状部材(プロファイル)を螺旋状に巻回してなる更生管(螺旋管)を既設管の内周にライニングする方法が知られている(特許文献1、2等参照)。特許文献1、2には、螺旋巻回方向へ推進されながら製管を行なう自走式の製管装置が開示されている。自走式の製管装置は、製管中の更生管の管軸に沿う延伸方向の先端側の管端部に配置された装置本体と、装置本体に設けられた少なくとも一対の駆動ローラと、装置本体の長手方向に互いに離れて設けられた管端ガイドを含む。装置本体の長手方向は、螺旋巻回方向すなわち推進方向へ向けられている。駆動ローラの駆動によって、帯状部材における未製管の後続帯部が管端部に組み込まれるとともに推進力が得られる。各管端ガイドが、更生管の管端部にスライド可能に係止される。
【0003】
更に、特許文献1の製管装置は、リンクローラと称される螺旋環状の内周規制体を含む内周規制型(内周規制形態)である。内周規制体の周方向の両端部が、装置本体と接続されている。内周規制体が更生管の管端部の内周に張り付くことによって、管端部が内周側から規制されている。
【0004】
特許文献2の製管装置は、内周規制体を有さない内周解放型(内周解放形態)である。管端部における装置本体の配置箇所以外の部分は、内周側へ解放されている。更に特許文献2の製管装置は、内周規制体に代えて、外周規制ワイヤを有している。外周規制ワイヤは、管端部の外周に巻回されるとともに、両端部が管端ガイド又は装置本体に繋着されている。外周規制ワイヤの長さを調節することによって管端部の周長ひいては管径を調節できる。更に、特許文献2の製管装置における推進前方の管端ガイドには、ブレーキ機構が付加されている。推進時、ブレーキ機構によって管端部との間に摩擦抵抗(ブレーキ力)を付与することができる。ブレーキ力を調節することによって、推進速度を後続帯部の送り込み速度に対して増減させて、製管径を拡縮できる。
【先行技術文献】
【特許文献】
【0005】
国際公開WO2015/186779
特開2020-093420号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
内周規制型の製管装置は、管端部を内周規制体に張り付かせることによって、管端部を一定の周長になるよう製管できる。既設管の管軸が真っ直ぐな直線部においてだけでなく、管軸が曲がった曲線部においても安定的に製管できる。一方、流路断面積が内周規制体の分だけ小さくなるため、流下阻害が大きい。内周規制体が壊れたり倒れたりする懸念もある。
【0007】
これに対し、内周解放型の製管装置は、内周規制型と比べて流下阻害が小さく安全性が高い。一方、製管径の管理が容易でない。また、曲線部では製管が難しい。
【0008】
このように、内周規制型の製管装置と内周解放型の製管装置とは、互いに相反する長所と短所を有することから、1台の製管装置を状況に応じて内周規制型にしたり内周解放型にしたりすることが出来れば、各々の型の長所を活かした製管を行なうことができると考えられる。しかし、現状の製管装置を製管の途中で、内周規制型から内周解放型に変態させたり、逆に内周解放型から内周規制型に変態させたりするには、煩雑な解体や部品の変更を要し、容易でない。例えば、内周解放型から内周規制型に変態させるために、ブレーキ機構付きの推進前方管端ガイドを取り外そうとすると、該推進前方管端ガイドの係止部が管端部の外周と既設管との間に挟まれているために取り外しにくく、しかも、取り外すと製管装置が不安定になってしまう。
また、内周規制型の製管装置による更生管(螺旋管)の巻き出しに際し、帯状部材を螺旋状にひと巻き以上巻回してなる巻き出しリングを巻き出し治具によって保持したとすると、内周規制体と巻き出し治具が干渉して製管不能になるおそれがある。
【0009】
かかる事情に鑑み、本発明は、螺旋管の製管の途中で、内周規制型(内周規制形態)と内周解放型(内周解放形態)との間で容易に変態可能な製管装置を提供することを第1の課題とする。また、内周規制形態で製管を行なう場合に巻き出し治具と干渉することなく螺旋管を巻き出し可能な方法を提供することを第2の課題とする。
【課題を解決するための手段】
【0010】
前記第1の課題を解決するために、本発明装置は、製管中の螺旋管の管軸に沿う延伸方向の先端側の管端部を内周側へ解放した状態で螺旋巻回方向へ推進されながら前記製管を行なう内周解放形態と、螺旋環状の内周規制体によって前記管端部を内周側から規制した状態で前記螺旋巻回方向へ推進されながら前記製管を行なう内周規制形態との間で変態可能な製管装置であって、
長手方向を前記螺旋巻回方向に沿う推進方向へ向けて、前記管端部の一箇所に推進可能に配置された非環状の装置本体と、
前記装置本体に設けられ、前記更生管となる帯状部材における未製管の後続帯部を挟み込んで前記管端部へ押し込む少なくとも一対の駆動ローラと、
前記管端部を構成する前記帯状部材に形成された外周溝にスライド可能に係止される係止部を有して、前記装置本体の前記長手方向へ互いに離れて設けられた複数の管端ガイドと、
前記複数の管端ガイドのうち前記装置本体の推進前方部に設けられた推進前方管端ガイドと推進前方ユニットを構成し、前記推進時に前記管端部との間に摩擦抵抗を付与するブレーキ機構と、
前記推進前方ユニットに設けられ、前記内周規制体の推進前方側接続部を着脱可能に接続する推進前方側接続座と、
前記装置本体の推進後方部に設けられ、前記内周規制体の推進後方側接続部を着脱可能に接続する推進後方側接続座と、
を備えたことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
3か月前
東レ株式会社
プリプレグテープ
5か月前
シーメット株式会社
光造形装置
2か月前
CKD株式会社
型用台車
2か月前
個人
射出ミキシングノズル
5か月前
株式会社日本製鋼所
押出機
5か月前
グンゼ株式会社
ピン
2か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社FTS
成形装置
2か月前
東レ株式会社
一体化成形品の製造方法
7か月前
株式会社シロハチ
真空チャンバ
4か月前
トヨタ自動車株式会社
射出装置
4日前
株式会社リコー
シート剥離装置
7か月前
株式会社リコー
画像形成システム
3か月前
株式会社日本製鋼所
押出成形装置
5か月前
三菱自動車工業株式会社
予熱装置
5か月前
TOWA株式会社
成形型清掃用のブラシ
5か月前
株式会社日本製鋼所
押出成形装置
5か月前
株式会社神戸製鋼所
混練機
26日前
株式会社FTS
セパレータ
1か月前
日東工業株式会社
インサート成形機
3か月前
株式会社リコー
シート処理システム
6か月前
個人
ノズルおよび熱風溶接機
2か月前
株式会社リコー
シート処理システム
7か月前
トヨタ自動車株式会社
3Dプリンタ
3か月前
東レ株式会社
溶融押出装置および押出方法
2か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
株式会社コスメック
磁気クランプ装置
18日前
豊田鉄工株式会社
接合体及び接合方法
5か月前
東レ株式会社
ペレット製造時の制御システム
18日前
株式会社コスメック
磁気クランプ装置
2か月前
日本プラスト株式会社
嵌合構造
5か月前
株式会社日本製鋼所
射出成形機
3か月前
三光合成株式会社
ガス排出供給構造体
5か月前
株式会社FTS
ブローニードル
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































