TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024179533
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023098456
出願日
2023-06-15
発明の名称
車両用ドア開度規定機構及びそのレバーを製造するレバー製造方法
出願人
スズキ株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
E05D
11/06 20060101AFI20241219BHJP(錠;鍵;窓または戸の付属品;金庫)
要約
【課題】車両用ドア開度規定機構のレバーの先端部の耐久性を向上させる。
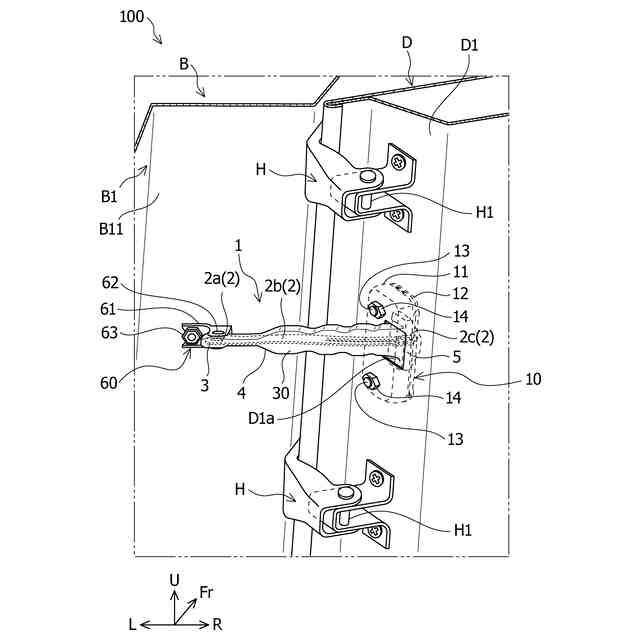
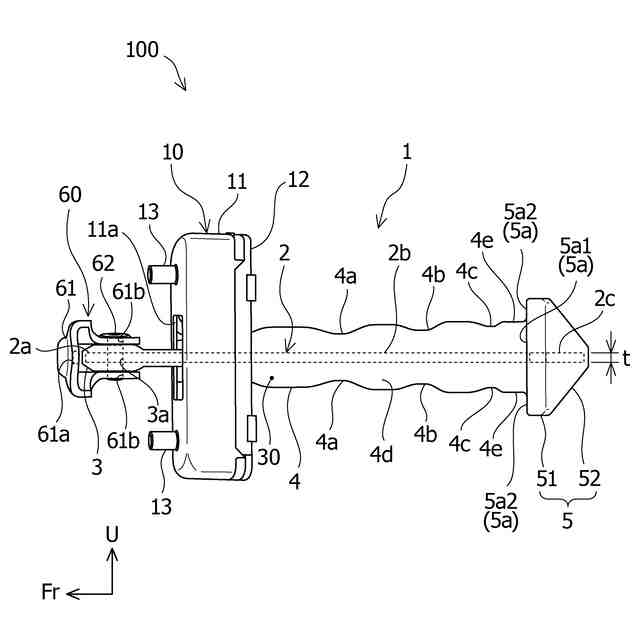
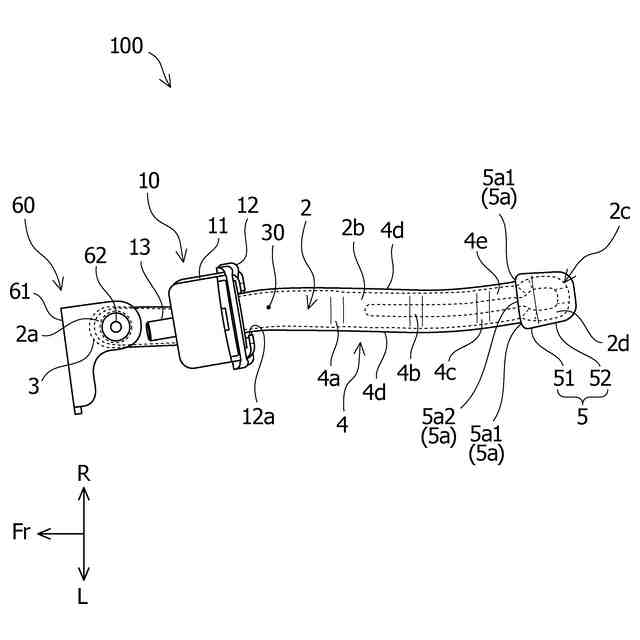
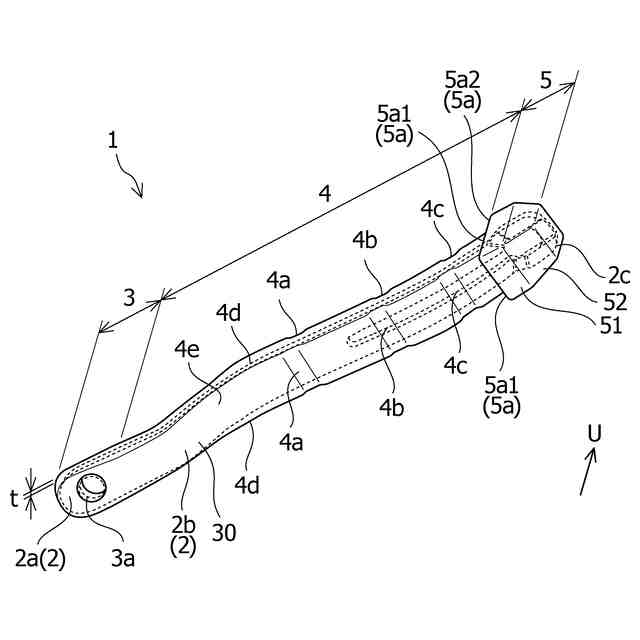
【解決手段】車両用ドア開度規定機構100は、ドア開口部B1にヒンジHを介して取り付けられるドア側壁D1を有するドアDのドア側壁D1の裏面に固定されるケース10と、ドア開口部B1におけるドア側壁D1に相対する部分に取り付けられるブラケット60と、金属製のプレート2と該プレート2を被覆する被覆層30とからなるインサート成形品であるレバー1を含み、被覆層30は中間部4より先端部5の方が肉厚になる部分を有し、先端部5における被覆層30は、プレート先端部2cを被覆する先端側内部層31と先端側内部層31を被覆する先端側外部層32とを有し、先端側外部層32は樹脂からなり、先端側内部層31と先端側外部層32との間には境界33が形成されている。
【選択図】図6
特許請求の範囲
【請求項1】
車両の車体に形成されるドア開口部にヒンジを介して取り付けられるドア側壁を有するドアの前記ドア側壁の裏面に固定されるケースと、
前記ドア開口部における前記ドア側壁に相対する部分に取り付けられるブラケットと、
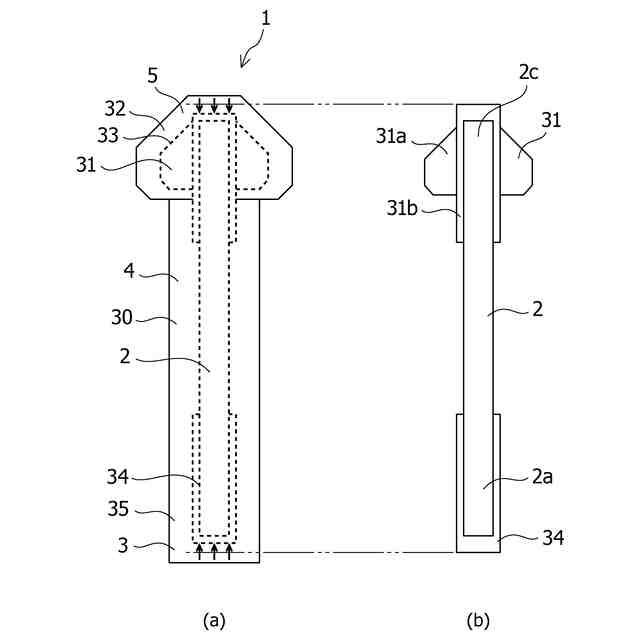
金属製のプレートと該プレートを被覆する被覆層とからなるインサート成形品であるレバーであって、前記ブラケットに回動可能に取り付けられる基端部と、該基端部と連続し前記ドア側壁及び前記ケースを貫通するように延びる中間部と、該中間部と連続して延び前記ドアの内部に位置するとともに、前記レバーの長手方向に対して直交する断面である横断面において前記中間部の断面積より大きな断面積を有し前記ドアの開度を規定する先端部と、に区分される、レバーと、
を含み、前記先端部のレバー長手方向基端側の端面を前記ケースに当接させることにより前記ドアの開度を規定する、車両用ドア開度規定機構であって、
前記プレートは、前記基端部の内部に位置するプレート基端部と、前記中間部の内部に位置するプレート中間部と、前記先端部の内部に位置するプレート先端部と、に区分され、
前記被覆層は前記中間部より前記先端部の方が肉厚になる部分を有し、
前記先端部における前記被覆層は、前記プレート先端部を被覆する先端側内部層と該先端側内部層を被覆する先端側外部層とを有して、前記先端側外部層は樹脂からなり、
前記先端側内部層と前記先端側外部層との間には境界が形成されていることを特徴とする車両用ドア開度規定機構。
続きを表示(約 1,600 文字)
【請求項2】
前記先端側内部層は樹脂からなることを特徴とする請求項1に記載の車両用ドア開度規定機構。
【請求項3】
前記先端側内部層の樹脂密度は前記先端側外部層の樹脂密度と異なることを特徴とする請求項2に記載の車両用ドア開度規定機構。
【請求項4】
前記先端側内部層の樹脂密度は前記先端側外部層の樹脂密度より大きいことを特徴とする請求項3に記載の車両用ドア開度規定機構。
【請求項5】
前記先端側内部層の樹脂は繊維強化樹脂であって、該繊維強化樹脂の繊維の配向は前記レバーの長手方向に対して交差する方向に沿っていることを特徴とする請求項2に記載の車両用ドア開度規定機構。
【請求項6】
前記基端部における前記被覆層は、前記プレート基端部を被覆する基端側内部層と該基端側内部層を被覆する基端側外部層とを有して、前記基端側内部層および前記基端側外部層は樹脂からなり、
前記基端側内部層と前記基端側外部層との間には境界が形成され、
前記基端側内部層の樹脂密度は前記基端側外部層の樹脂密度より大きいことを特徴とする請求項1に記載の車両用ドア開度規定機構。
【請求項7】
前記レバーの側面視において、前記先端側内部層の外形は前記先端側外層部の外形と相似することを特徴とする請求項1から6のいずれか1項に記載の車両用ドア開度規定機構。
【請求項8】
車両の車体に形成されるドア開口部にヒンジを介して取り付けられるドア側壁を有するドアの前記ドア側壁の裏面に固定されるケースと、
前記ドア開口部における前記ドア側壁に相対する部分に取り付けられるブラケットと、
金属製のプレートと該プレートを被覆する被覆層とからなるインサート成形品であるレバーであって、前記ブラケットに回動可能に取り付けられる基端部と、該基端部と連続し前記ドア側壁及び前記ケースを貫通するように延びる中間部と、該中間部と連続して延び前記ドアの内部に位置するとともに、前記レバーの長手方向に対して直交する断面である横断面において前記中間部の断面積より大きな断面積を有し前記ドアの開度を規定する先端部と、に区分される、レバーと、
を含み、前記先端部のレバー長手方向基端側の端面を前記ケースに当接させることにより前記ドアの開度を規定する、車両用ドア開度規定機構の前記レバーを製造するレバー製造方法であって、
前記プレートは、前記基端部の内部に位置するプレート基端部と、前記中間部の内部に位置するプレート中間部と、前記先端部の内部に位置するプレート先端部と、に区分され、
前記被覆層は前記中間部より前記先端部の方が肉厚になる部分を有し、
前記先端部における前記被覆層は、前記プレート先端部を被覆する先端側内部層と該先端側内部層を被覆する先端側外部層とを有して、前記先端側外部層は樹脂からなり、
前記先端側内部層と前記先端側外部層との間には境界が形成されており、
前記レバー製造方法は、
前記プレート先端部を前記先端側内部層で被覆する第1工程と、
前記先端側内部層と金型との間に樹脂を射出することによって前記先端側外部層を成形する第2工程と、を含むことを特徴とするレバー製造方法。
【請求項9】
前記第1工程は、前記プレート先端部と金型との間に樹脂を射出することによって前記先端側内部層を成形する工程であり、
前記第1工程の後、前記第2工程を行う2段階射出成形であることを特徴とする請求項8に記載のレバー製造方法。
【請求項10】
前記先端側内部層には前記プレート先端部を嵌め込むための挿入孔が形成されており、
前記第1工程は、前記プレート先端部を前記先端側内部層の前記挿入孔に嵌め込む工程であり、
前記第1工程の後、前記第2工程を行うことを特徴とする請求項8に記載のレバー製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、車両用ドア開度規定機構及びレバー製造方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
自動車などの車両には、ドアの開度(全開位置)を規定するためのドア開度規定機構が設けられる場合がある。ドア開度規定機構の一例として、特許文献1に開示された自動車用ドアチェッカが知られている。
【0003】
特許文献1に開示された自動車用ドアチェッカは、自動車の車体にヒンジを介して連結されるドア側壁の裏面に固定されるケースと、車体に固定されるブラケットと、金属製の芯板及びこの芯板を覆う樹脂製の外皮から構成されるチェックレバー(レバー)とを有している。このチェックレバーはドア側壁及びケースを貫通しており、この状態で、チェックレバーの基端部がブラケットに回動可能に連結されるとともに、チェックレバーの先端部がドアの内部に位置している。そして、チェックレバーの先端部は、チェックレバーにおけるケース内を貫通する部分(中間部)よりも大きく形成されている。チェックレバーの先端部の内端(レバー長手方向基端側の端面)がクッション部材を介してケースに当接することにより、チェックレバーの先端部がドアの全開位置(つまり、ドアの開度)を規定する全開ストッパとして機能している。そして、このチェックレバーの先端部(全開ストッパ)は、芯板の先端部と、芯板の先端部に形成されたピン孔に嵌合されたアンカピンと、芯板の先端部及びアンカピンの全体を包むように外皮と一体に成形される樹脂製の膨大部とで構成されており、ドア全開の際の開放力を膨大部で受けている。
【0004】
特許文献2にはレバーの製造方法が開示されており、特許文献2に開示されたレバーの製造方法は、成形金型のゲートの位置をレバーの基端部側として、鉄製のインサート(芯板)を装着してから溶融樹脂を注入するインサート成形を用いている。
【先行技術文献】
【特許文献】
【0005】
特開2004-190431号公報
特開平02-253912号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、インサート成形によってレバーを製造する場合、特許文献1に開示されたチェックレバーの先端部の膨大部では、注入された溶融樹脂は膨大部表面(金型と接触している面)ほど早く冷え、膨大部内部は表面より遅れて冷えて固まることにより膨大部内部の樹脂密度が変化するため、膨大部内部でボイドが発生するおそれがあった。ドア全開時に膨大部がケースと当接することにより、ケースから膨大部に押圧力が付与される際、膨大部内部で発生したボイドを起点として樹脂の割れやひびが生じるおそれがあった。
【0007】
そこで、本発明は、レバーの先端部の膨大部内部におけるボイドの発生を抑制し、レバーの先端部の耐久性の向上を図ることができる構造を有した車両用ドア開度規定機構及びそのレバーを製造するレバー製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の一態様は、車両の車体に形成されるドア開口部にヒンジを介して取り付けられるドア側壁を有するドアのドア側壁の裏面に固定されるケースと、ドア開口部におけるドア側壁に相対する部分に取り付けられるブラケットと、金属製のプレートと該プレートを被覆する被覆層とからなるインサート成形品であるレバーであって、ブラケットに回動可能に取り付けられる基端部と、該基端部と連続しドア側壁及びケースを貫通するように延びる中間部と、該中間部と連続して延びドアの内部に位置するとともに、レバーの長手方向に対して直交する断面である横断面において中間部の断面積より大きな断面積を有しドアの開度を規定する先端部と、に区分される、レバーと、を含み、先端部のレバー長手方向基端側の端面をケースに当接させることによりドアの開度を規定する、車両用ドア開度規定機構であって、プレートは、基端部の内部に位置するプレート基端部と、中間部の内部に位置するプレート中間部と、先端部の内部に位置するプレート先端部と、に区分され、被覆層は中間部より先端部の方が肉厚になる部分を有し、先端部における被覆層は、プレート先端部を被覆する先端側内部層と該先端側内部層を被覆する先端側外部層とを有して、先端側外部層は樹脂からなり、先端側内部層と先端側外部層との間には境界が形成されている。本発明の他の態様は、本発明の一態様である車両用ドア開度規定機構のレバーを製造するレバー製造方法である。
【発明の効果】
【0009】
本発明によれば、レバーの先端部の膨大部内部におけるボイドの発生を抑制し、レバーの先端部の耐久性の向上を図ることができる構造を有した車両用ドア開度規定機構及びレバー製造方法を提供することができる。
【図面の簡単な説明】
【0010】
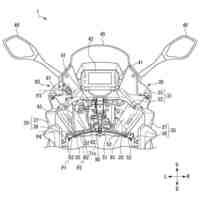
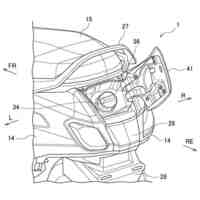
第1実施形態に係る車両用ドア開度規定機構を含む車両の部分斜視図である。
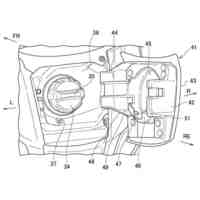
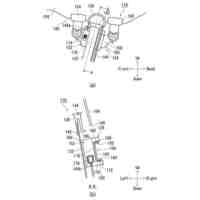
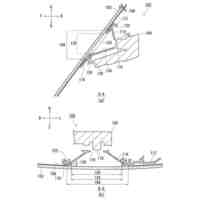
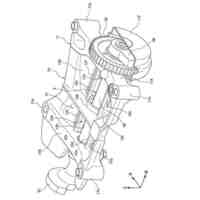
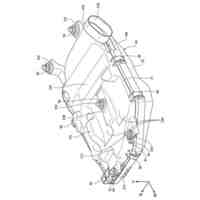
第1実施形態に係る車両用ドア開度規定機構の斜視図である。
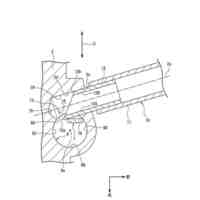
第1実施形態に係る車両用ドア開度規定機構の側面図である。
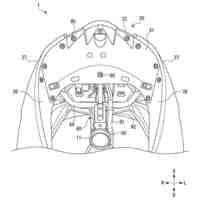
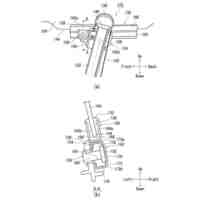
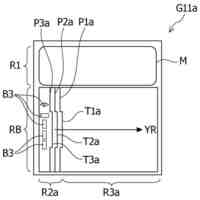
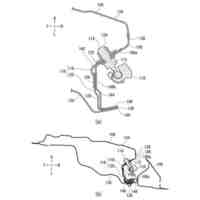
第1実施形態に係る車両用ドア開度規定機構の上面図である。
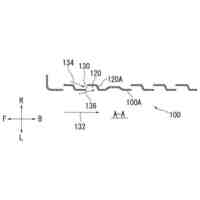
第1実施形態に係る車両用ドア開度規定機構のレバーの斜視図である。
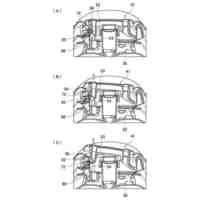
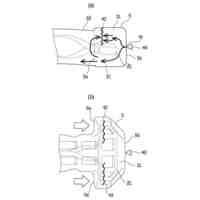
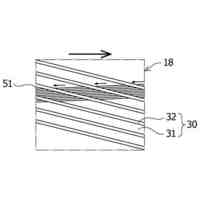
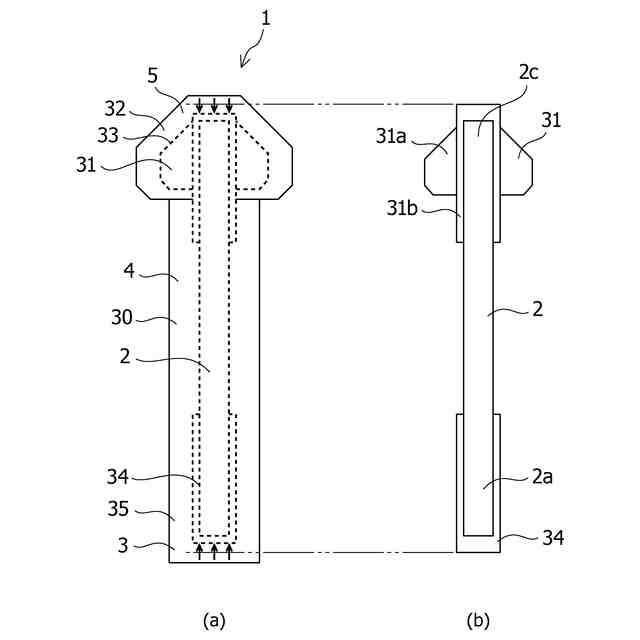
第1実施形態に係るレバーの被覆層の構造を概略的に示した図である。
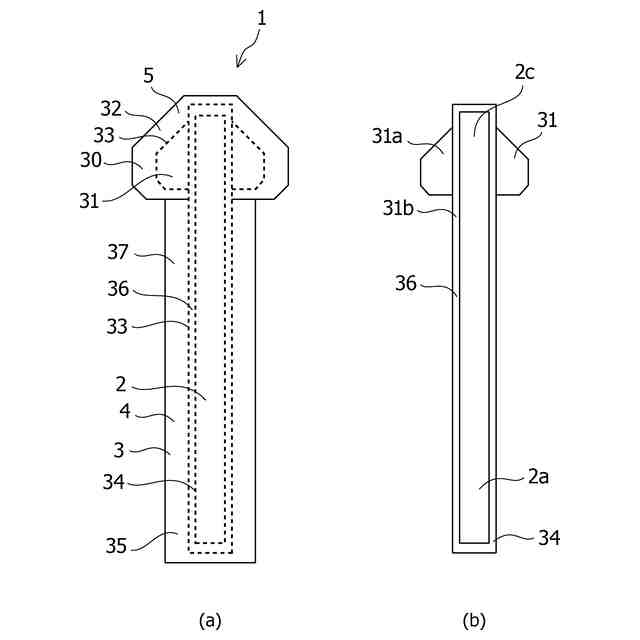
第2実施形態に係るレバーの被覆層の構造を概略的に示した図である。
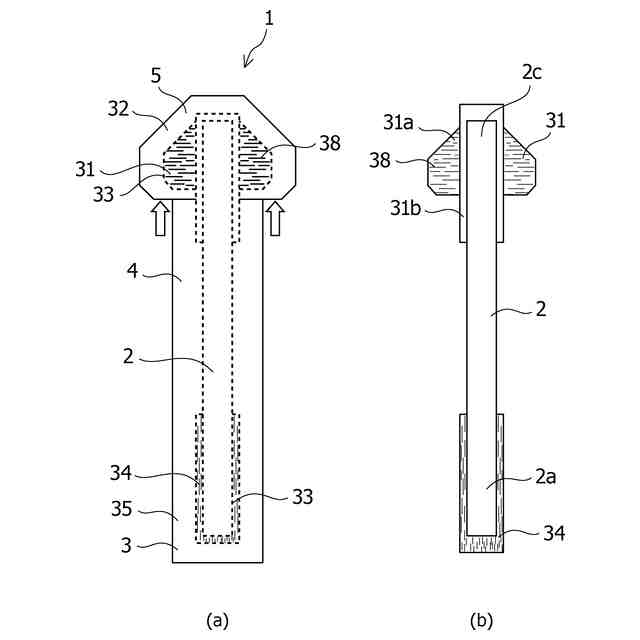
第3実施形態に係るレバーの被覆層の構造を概略的に示した図である。
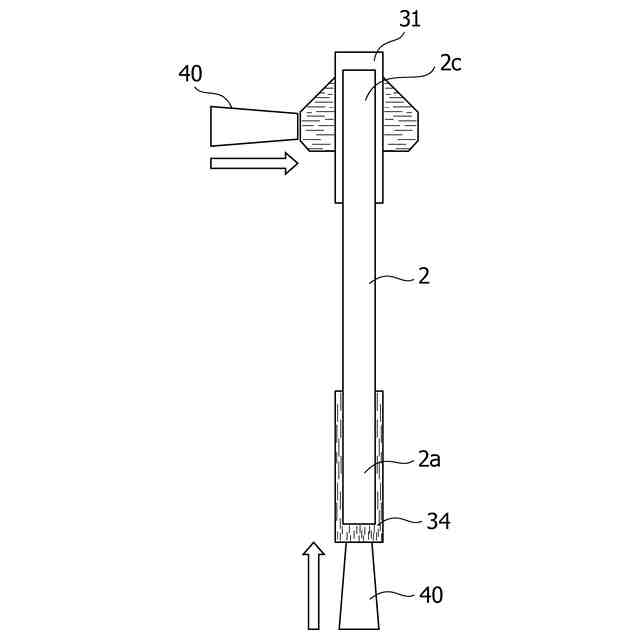
第3実施形態のレバーの被覆層の製造方法を概略的に示した図である。
第1実施形態のレバーの被覆層の他の製造方法を概略的に示した図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
スズキ株式会社
作業車両
1日前
スズキ株式会社
リッド構造
22日前
スズキ株式会社
リッド構造
22日前
スズキ株式会社
車両前部構造
1日前
スズキ株式会社
車両制御装置
22日前
スズキ株式会社
車両前部構造
1日前
スズキ株式会社
車両用制御装置
16日前
スズキ株式会社
車両用ドア構造
1日前
スズキ株式会社
車両用ドア構造
1日前
スズキ株式会社
船舶運転制御装置
1か月前
スズキ株式会社
触媒暖機システム
29日前
スズキ株式会社
燃料噴射システム
22日前
スズキ株式会社
蒸発燃料の制御装置
1日前
スズキ株式会社
車両用空調制御装置
29日前
スズキ株式会社
車両用衝突検知装置
1か月前
スズキ株式会社
車両の運転支援装置
24日前
スズキ株式会社
車両用電子制御装置
24日前
スズキ株式会社
車載カメラ設置構造
29日前
スズキ株式会社
車両用アンダーカバー
29日前
スズキ株式会社
船舶推進制御システム
29日前
スズキ株式会社
判定装置、プログラム
22日前
スズキ株式会社
鞍乗型車両の後部構造
22日前
スズキ株式会社
ブレーキ負圧制御装置
1か月前
スズキ株式会社
自動車用ディスプレイ
15日前
スズキ株式会社
収納ボックスの保持構造
22日前
スズキ株式会社
車両用ドア開度規定機構
15日前
スズキ株式会社
過給機のオイル戻し構造
22日前
スズキ株式会社
内燃機関のバランサ装置
22日前
スズキ株式会社
車両用熱交換器の制御装置
16日前
スズキ株式会社
車両用のエンジンユニット
22日前
スズキ株式会社
車両用コンプレッサ制御方法
1か月前
スズキ株式会社
ハイブリッド車両の制御装置
1日前
スズキ株式会社
車両のガス燃料充填システム
1日前
スズキ株式会社
エンジンのエアクリーナ装置
22日前
スズキ株式会社
車両バックドア開口部補強構造
29日前
スズキ株式会社
内燃機関用ピストンの製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ