TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024169116
公報種別
公開特許公報(A)
公開日
2024-12-05
出願番号
2023086324
出願日
2023-05-25
発明の名称
内燃機関用ピストンの製造方法
出願人
スズキ株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
F02F
3/00 20060101AFI20241128BHJP(燃焼機関;熱ガスまたは燃焼生成物を利用する機関設備)
要約
【課題】 樹脂コートの密着強さを維持しつつ、従来の湿式脱脂法に替えて、大容量の水洗槽や脱脂槽を不要とし、槽を加温するための熱エネルギーを不要にできる内燃機関用ピストンの製造方法を提供する。
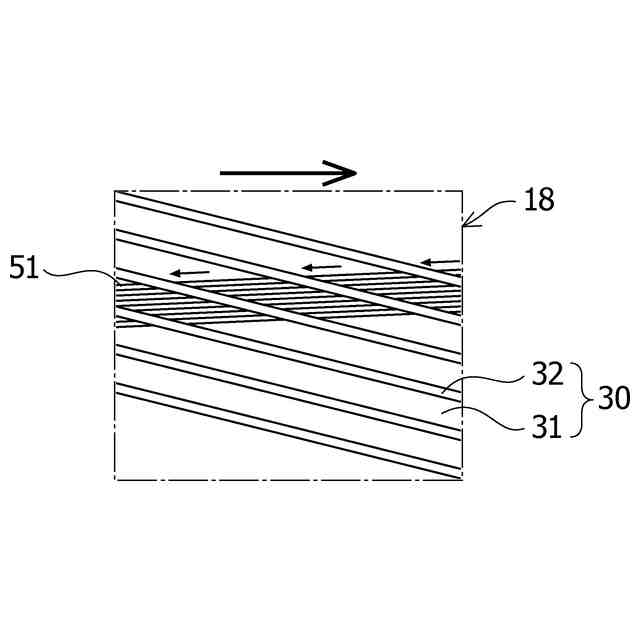
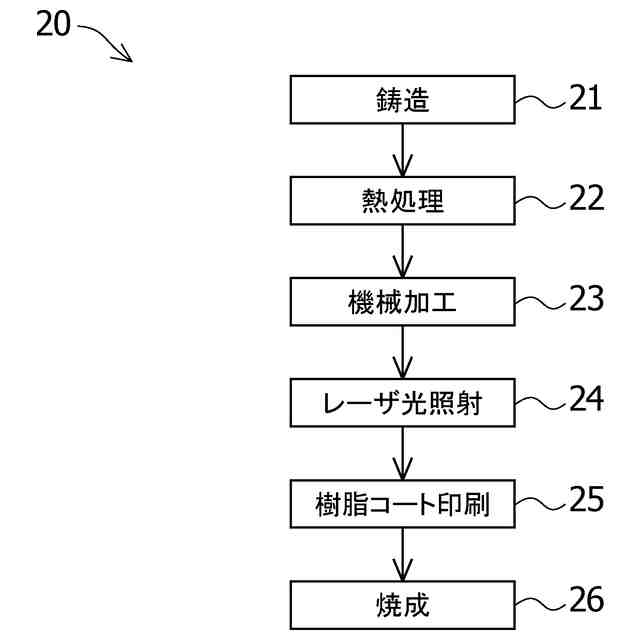
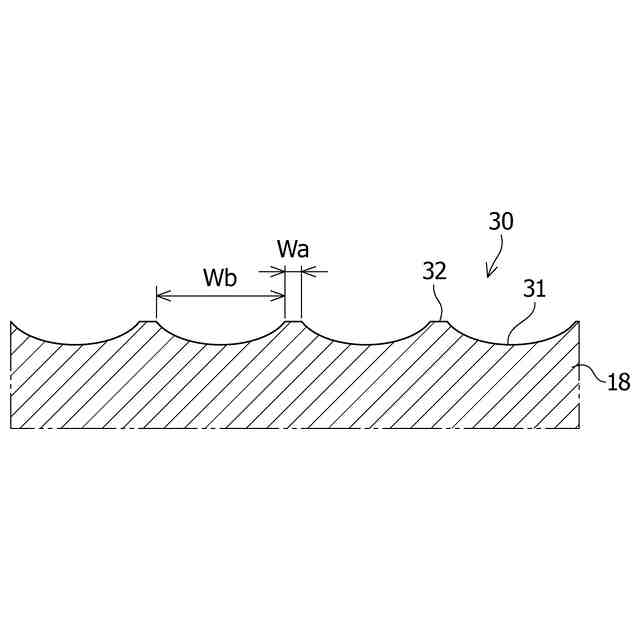
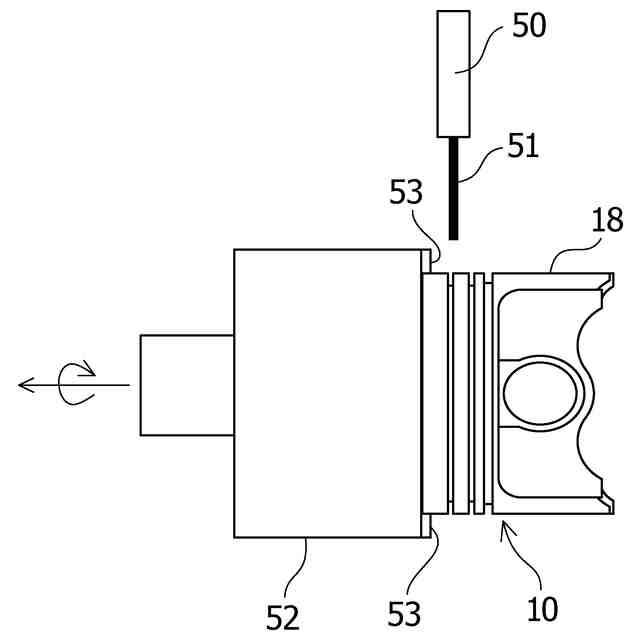
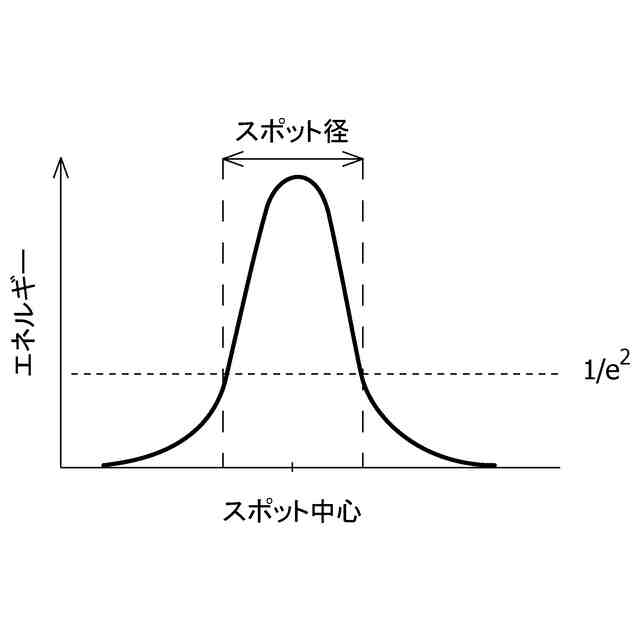
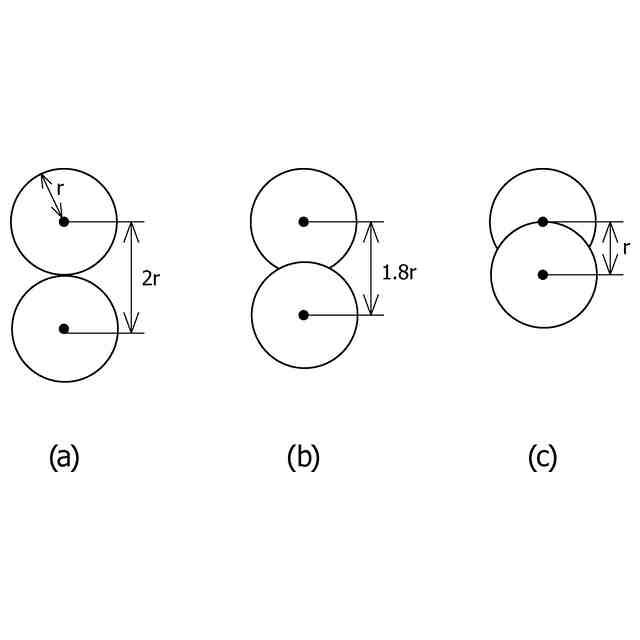
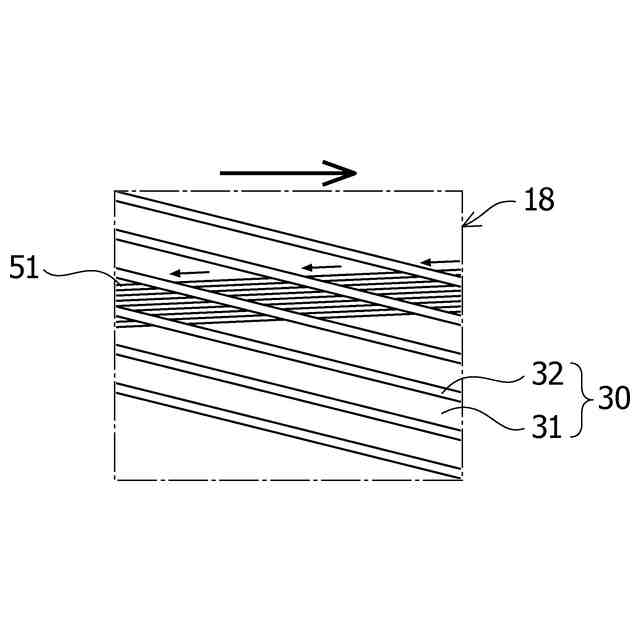
【解決手段】 スカート部18の外表面に、周方向に延びる複数の溝部31が設けられ、これら複数の溝部の間には、中間面部32が設けられている内燃機関用ピストンの製造方法において、スカート部18の外表面に螺旋状にレーザ光51を照射する工程と、スカート部の外表面に樹脂コートを形成する表面処理工程とを含み、レーザ光照射工程は、隣り合う照射スポットのスポット径の一部が重なる範囲内であって、スカート部の周方向に隣り合う照射スポット間の中心間距離を、スポット半径未満とし、スカート部の軸方向に隣り合う照射スポット間の中心距離を、スポット半径以上とする。
【選択図】図7
特許請求の範囲
【請求項1】
内燃機関用ピストンを製造する方法であって、
アルミニウム合金製の内燃機関用ピストンが、内燃機関のシリンダボアの内壁面を摺動するスカート部を有し、このスカート部の外表面には、周方向に延びる複数の溝部が設けられ、これら複数の溝部は、軸方向に間隔を空けて配置され、軸方向に隣り合う前記溝部の間には、中間面部が設けられており、この内燃機関用ピストンのスカート部の外表面にパルスレーザ光を螺旋状に照射するレーザ光照射工程と、
前記パルスレーザ光を照射したスカート部の外表面に樹脂コートを形成する表面処理工程とを含み、
前記レーザ光照射工程において、前記パルスレーザ光の螺旋状の照射は、隣り合う照射スポットのスポット径の一部が重なる範囲内とする内燃機関用ピストンの製造方法。
続きを表示(約 650 文字)
【請求項2】
前記レーザ光照射工程において、前記パルスレーザ光の螺旋状の照射は、前記スカート部の周方向に隣り合う照射スポット間の中心間距離を、スポット半径未満とし、前記スカート部の軸方向に隣り合う照射スポット間の中心距離を、スポット半径以上とする請求項1に記載の内燃機関用ピストンの製造方法。
【請求項3】
前記レーザ光照射工程において、前記内燃機関用ピストンを軸心回りに回転させながら、軸方向に移動させることで、前記スカート部の外表面に前記パルスレーザ光を螺旋状に照射する請求項1又は2に記載の内燃機関用ピストンの製造方法。
【請求項4】
前記溝部および前記中間面部を設ける機械加工工程を更に含み、前記溝部および前記中間面部が、周方向に螺旋状に延びるように旋削加工することによって設けられ、
前記レーザ光照射工程において、前記螺旋状に延びる溝部および中間面部の傾斜方向とは逆向きに傾斜する螺旋状になるように照射スポットを走査する請求項1又は2に記載の内燃機関用ピストンの製造方法。
【請求項5】
前記機械加工工程が、前記内燃機関用ピストンを軸心回りに回転させながら、旋削工具と、前記内燃機関用ピストンとを軸方向に沿って相対的に移動させることで行い、
前記レーザ光照射工程が、前記内燃機関用ピストンを前記機械加工工程とは逆方向に軸心回りに回転させながら、軸方向に移動させることで行う請求項4に記載の内燃機関用ピストンの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、内燃機関用ピストンの製造方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
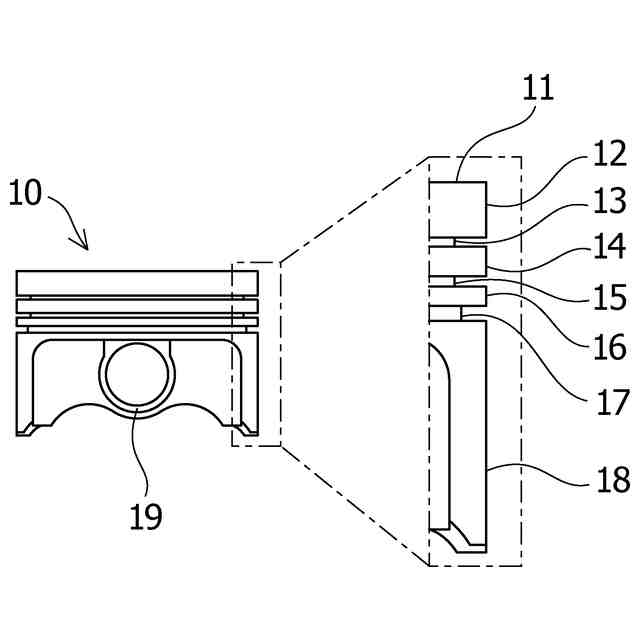
自動車等の車両に設けられるエンジン等の内燃機関において、ピストンは、直線状の長手軸線に沿って延びるシリンダボア内を長手軸線に沿った方向にて往復移動する。このとき、ピストンの外周部はシリンダボアの内周部に対して摺動する。典型的に、ピストンは、シリンダボアの内周部に対して摺動可能である外周部を有するピストン本体と、このピストン本体の外周部からシリンダボアの底側に延びる2つのスカートとを含んでおり、さらに、ピストンにおいては、シリンダボアの内周部に対するピストンの外周部の摩擦抵抗を低減するために、各スカートの外表面には樹脂コートが形成されている。
【0003】
このようなピストンの一例としては、特許文献1には、潤滑性を高めるために、スカート部の外表面に、多数の条痕を形成することが記載されている。ここで条痕について説明する。条痕とは、スカート部の外表面において、周方向に延びるように形成された凹溝である。軸方向に隣り合う溝部の間には、中間面部(プラトー部)が設けられている。条痕の溝部にオイルが溜ることにより、スカート部の外表面と、シリンダボアの内壁面との間で、良好な潤滑状態が保たれる。その結果、ピストンが高速で往復動しても、オイル切れが発生することなく、スカート部の外表面とシリンダボアの内壁面との間で焼付きの発生が防止される。また、オイルに異物が混入した場合に摺動面に摩耗が進行し易くなるが、条痕の溝部によって周方向に延びるポケットが形成され、異物が排出されるため、摩耗が抑制され、耐焼付き性を確保できる。特に、特許文献1には、燃焼時の側圧が付与されるスラスト側のスカート部は、シリンダボアの内壁面と高圧面状態で摺接するため、フリクションが増大し、焼付きが生じ易いことが記載されている。そこで、条痕におけるプラトー部の比率を高めることで、面圧が下がり、フリクションが低減することが記載されている。
【0004】
また、特許文献2には、条痕の形状が概形を維持しつつ、樹脂コートの密着性と耐焼付き性に優れた内燃機関用ピストンの製造方法を提供する方法として、スカート部をアルカリエッチングして、スカート部の外表面に設けられた溝部と中間面部の構成を維持しつつスカート部の外表面に溝部よりも微細な凹部を複数形成するアルカリエッチング工程と、アルカリエッチングよってスカート部の外表面に生成したスマットを除去する洗浄工程と、スマットを除去したスカート部の外表面に、樹脂コートを形成する表面処理工程とを含む方法が記載されている。
【先行技術文献】
【特許文献】
【0005】
特開2008-232172号公報
特開2023-019522号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
従来、ピストンのスカート部に樹脂コートを形成するためには、樹脂コート印刷工程の前に、機械加工工程でスカート部表面に付着、残存した切削油を洗浄して樹脂コートの密着強さを得るために、例えば、第1水洗工程、第1脱脂工程、第2脱脂工程、第2水洗工程、乾燥工程という複数の工程を行う必要があった。第1水洗工程では、第1脱脂工程前に主に切削油以外の汚れを除去する。なお、水洗に限らず、湯洗でもよいし、これらの組み合わせでもよい。第1脱脂工程では、中性やアルカリ性の脱脂剤を用いてスカート面の切削油を除去する。この工程では、脱脂液にピストン(スカート面)を浸漬し、超音波洗浄を行うことが望ましい。続く第2脱脂工程では、第1脱脂工程と同じ又は異なる脱脂剤を用いて脱脂を行い、スカート表面に付着した切削油をさらに除去する。必要に応じて、第1脱脂工程と第2脱脂工程の間に水洗工程を行ってもよい。第2脱脂工程後の第2水洗工程では、スカート面に付着した脱脂液を除去する。ここも水洗でも湯洗でもこれらの組み合わせでもよい。そして、第2水洗工程の後に乾燥工程を行い、特にスカート部表面に付着した水分を除去する。スカート面に水分が残存していると、続く樹脂コート印刷工程で印刷した樹脂コートの密着強さが低下してしまう懸念があるからである。
【0007】
しかしながら、このような従来の多数の水洗工程および脱脂工程を含む湿式脱脂法では、大容量の水洗槽や脱脂槽が必要であり、また、これら槽を加温するため大量の熱エネルギーが必要であり、改善が求められていた。
【0008】
そこで本発明は、上記の問題点に鑑み、樹脂コートの密着強さを維持しつつ、従来の湿式脱脂法に替えて、大容量の水洗槽や脱脂槽を不要とし、槽を加温するための熱エネルギーを不要にできる内燃機関用ピストンの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記の目的を達成するために、本発明は、内燃機関用ピストンを製造する方法であって、アルミニウム合金製の内燃機関用ピストンが、内燃機関のシリンダボアの内壁面を摺動するスカート部を有し、このスカート部の外表面には、周方向に延びる複数の溝部が設けられ、これら複数の溝部は、軸方向に間隔を空けて配置され、軸方向に隣り合う前記溝部の間には、中間面部が設けられており、この内燃機関用ピストンのスカート部の外表面にパルスレーザ光を螺旋状に照射するレーザ光照射工程と、前記パルスレーザ光を照射したスカート部の外表面に樹脂コートを形成する表面処理工程とを含み、前記レーザ光照射工程において、前記パルスレーザ光の螺旋状の照射は、隣り合う照射スポットのスポット径の一部が重なる範囲内とする。
【発明の効果】
【0010】
このような本発明によれば、従来の湿式脱脂法から乾式脱脂法へと変更でき、これにより、湿式脱脂法で必要であった大容量の水洗槽や脱脂槽を不要とし、かつ槽を加温するための熱エネルギーを不要にできるとともに、樹脂コートの密着強さを維持することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
燃焼状態診断システム
3日前
マツダ株式会社
ピストン
3日前
株式会社SUBARU
シリンダライナ
2日前
トヨタ自動車株式会社
内燃機関
3日前
スズキ株式会社
エンジン制御システム
16日前
株式会社SUBARU
蒸発燃料処理装置
16日前
株式会社豊田自動織機
過給システム
8日前
トヨタ自動車株式会社
異音解析装置
16日前
トヨタ自動車株式会社
燃料供給装置
16日前
株式会社日本ビデオセンター
エンジン
17日前
トヨタ自動車株式会社
車両の制御装置
16日前
マツダ株式会社
エンジンの燃焼室構造
9日前
トヨタ自動車株式会社
気体燃料供給装置
23日前
個人
可変吸気長ノンスロットルエンジン。
23日前
スズキ株式会社
内燃機関の気体燃料供給システム
16日前
ダイハツ工業株式会社
発電システム及び発電方法
16日前
株式会社Willbe
ガバナ装置
3日前
株式会社日立製作所
混焼用電子制御装置
9日前
トヨタ自動車株式会社
車両の駆動力制御装置
9日前
フタバ産業株式会社
燃料改質システム
8日前
株式会社豊田自動織機
船外機
9日前
株式会社豊田自動織機
アンモニアエンジンシステム
2日前
株式会社SUBARU
制御装置
17日前
愛三工業株式会社
燃料供給装置
17日前
株式会社デンソー
点火コイル
16日前
株式会社SUBARU
制御装置
17日前
株式会社豊田自動織機
排気システム
23日前
トヨタ自動車株式会社
車両
3日前
株式会社豊田自動織機
エンジンシステム
16日前
株式会社豊田自動織機
エンジンシステム
16日前
株式会社豊田自動織機
EGRシステム
2日前
株式会社豊田自動織機
エンジンシステム
23日前
株式会社豊田自動織機
タービンホイール
16日前
ライズピットカンパニー株式会社
発電用ガスエンジンシステム
9日前
日産自動車株式会社
車両の捩り振動制振方法および装置
2日前
トヨタ自動車株式会社
自動車
22日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ