TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024175412
公報種別
公開特許公報(A)
公開日
2024-12-18
出願番号
2023093185
出願日
2023-06-06
発明の名称
パネルの製造方法およびパネル
出願人
三菱重工業株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B32B
3/18 20060101AFI20241211BHJP(積層体)
要約
【課題】締結孔の周囲を補強する樹脂の強度を良好に確保可能なパネルの提供。
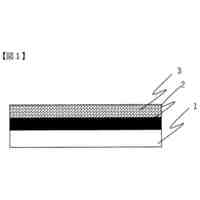
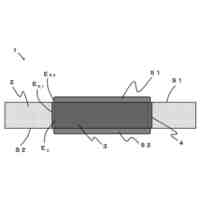
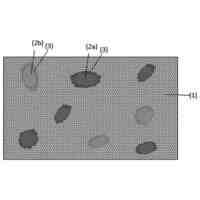
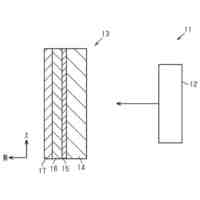
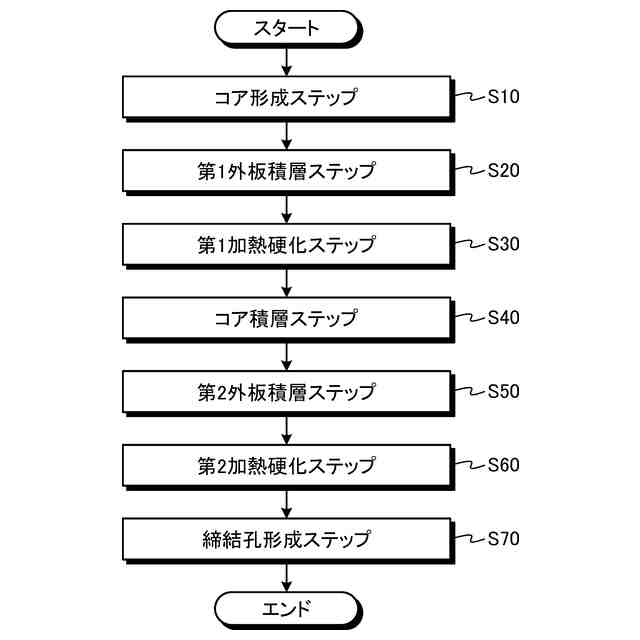
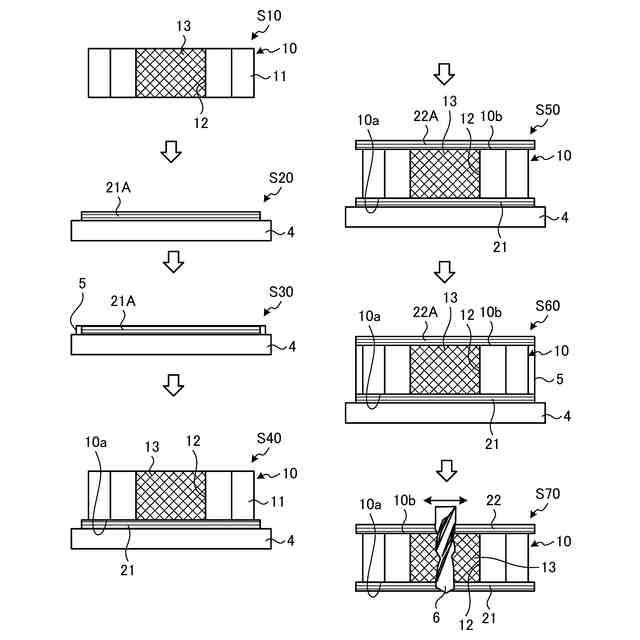
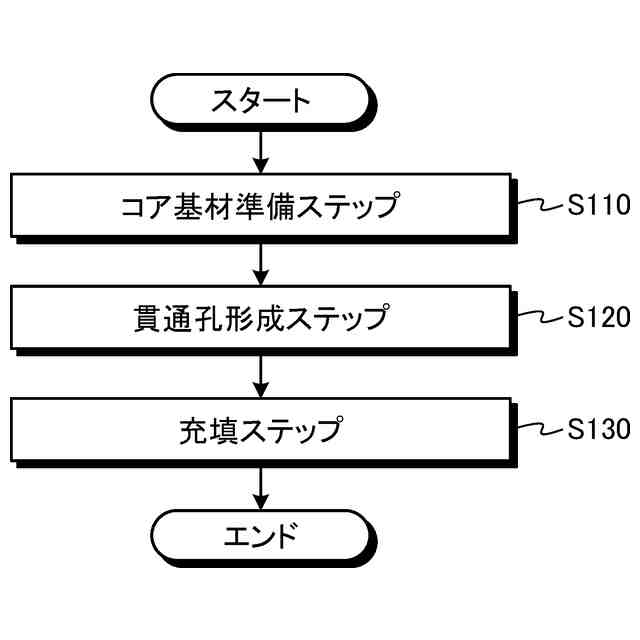
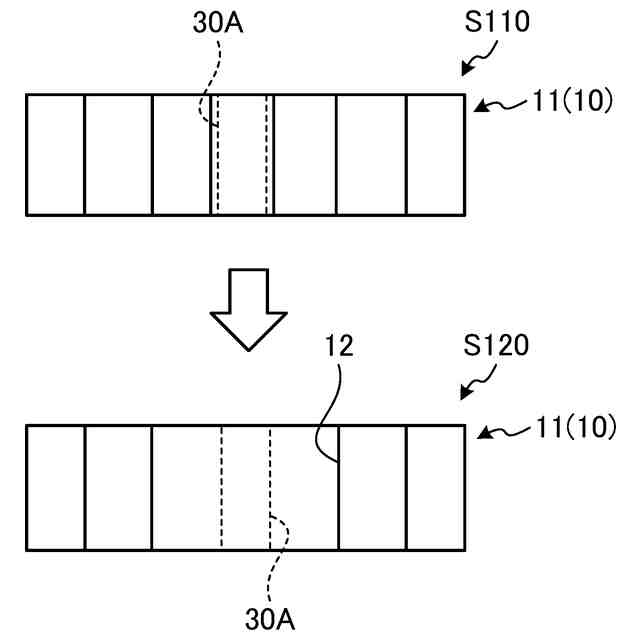
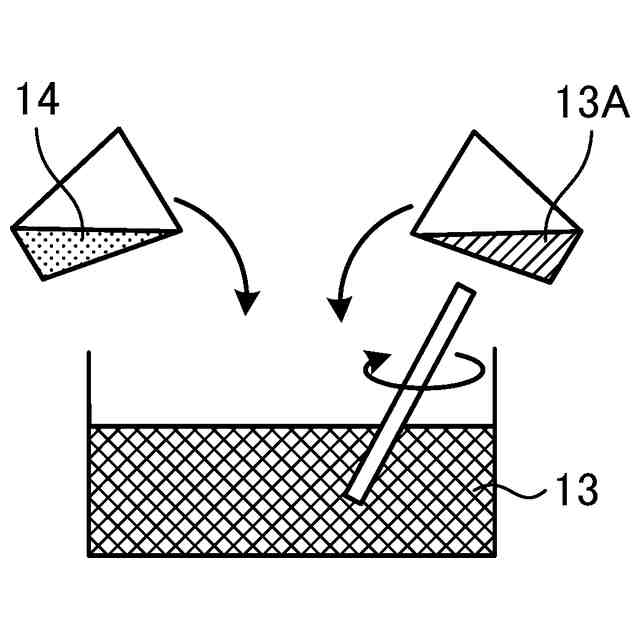
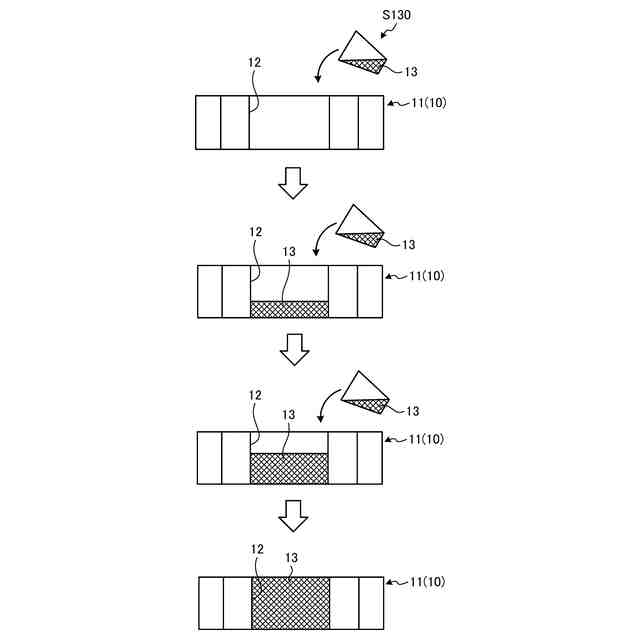
【解決手段】複数の空洞を有するコア10の両面に外板20が固定されたパネル100の製造方法は、コア10に対して、パネル100に形成する締結孔30の形成位置を含む範囲に、貫通孔12を形成する貫通孔形成ステップと、貫通孔12に少なくとも短繊維を含む強化繊維としてのガラスフィラー14を含む樹脂13を充填する充填ステップと、コア10の両面に外板20を配置し、コア10と外板20とに加熱処理を施し、コア10と外板20とを接合してパネル化するパネル化ステップと、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
複数の空洞を有するコアの両面に外板が固定されたパネルの製造方法であって、
前記コアに対して、前記パネルに形成する締結孔の形成位置を含む範囲に、貫通孔を形成する貫通孔形成ステップと、
前記貫通孔に少なくとも短繊維を含む強化繊維を含む樹脂を充填する充填ステップと、
前記コアの両面に前記外板を配置し、前記コアと前記外板とに加熱処理を施し、前記コアと前記外板とを接合してパネル化するパネル化ステップと、
を備えることを特徴とするパネルの製造方法。
続きを表示(約 1,000 文字)
【請求項2】
前記強化繊維の重量は、前記強化繊維を含む前記樹脂の全体の重量に対して、1%以上5%未満であることを特徴とする請求項1に記載のパネルの製造方法。
【請求項3】
前記充填ステップは、前記樹脂を複数回に分けて充填することを特徴とする請求項1または請求項2に記載のパネルの製造方法。
【請求項4】
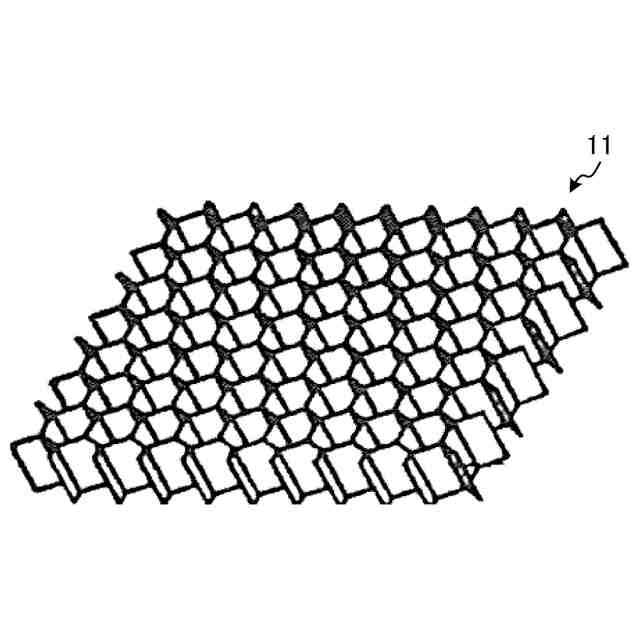
前記コアは、コア基材がハニカムコアおよび発泡コアのいずれか一方であることを特徴とする請求項1または請求項2に記載のパネルの製造方法。
【請求項5】
前記外板は、繊維強化複合材であり、
前記パネル化ステップは、加熱処理によりプリプレグの状態の前記外板を硬化させる処理を含むことを特徴とする請求項1または請求項2に記載のパネルの製造方法。
【請求項6】
前記貫通孔形成ステップは、1つの前記締結孔の前記形成位置を囲む範囲に前記貫通孔を形成するステップであることを特徴とする請求項1または請求項2に記載のパネルの製造方法。
【請求項7】
前記充填ステップの前に、前記貫通孔の内部に弾性体を配置する弾性体配置ステップをさらに備え、
前記充填ステップは、前記弾性体配置ステップの後、前記弾性体の周囲に前記強化繊維を含む前記樹脂を充填させるステップであることを特徴とする請求項1または請求項2に記載のパネルの製造方法。
【請求項8】
前記貫通孔の内面に発泡剤を含む接着剤を配置する接着剤配置ステップと、
前記接着剤の内側にダミーコアを配置するダミーコア配置ステップと、
前記接着剤を硬化させる硬化ステップと、
前記貫通孔の内部から前記ダミーコアを取り除くダミーコア除去ステップと、
をさらに備え、
前記充填ステップは、前記ダミーコア除去ステップの後、前記接着剤の内側に前記強化繊維を含む前記樹脂を充填させるステップであることを特徴とする請求項1または請求項2に記載のパネルの製造方法。
【請求項9】
前記パネル化ステップの後、前記樹脂が充填された前記貫通孔の位置において、前記コアと前記外板とを貫通する前記締結孔を形成する締結孔形成ステップをさらに備えることを特徴とする請求項1または請求項2に記載のパネルの製造方法。
【請求項10】
前記強化繊維は、ガラスフィラーであることを特徴とする請求項1または請求項2に記載のパネルの製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、パネルの製造方法およびパネルに関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、被締結部材を他の構造体に締結具によって締結するための技術が知られている。例えば、特許文献1には、繊維強化樹脂製構造体に設けられたボルト等の締結用具挿通孔の内部に、高弾性率の連続繊維を巻回して配置する締結部構造が開示されている。また、特許文献2には、樹脂をマトリックスとして強化繊維を含有し、板状に形成された被締結部材に締結用の貫通孔を形成し、貫通孔の周囲に樹脂よりも圧縮弾性率の高い補強部材を配置する被締結部材の締結構造が開示されている。また、特許文献3には、締結部材が挿入可能な樹脂成型体である被締結部材の締結用の貫通孔の内部に、樹脂をマトリックスとして強化繊維を含有する繊維強化複合材である補強部材を配置する被締結部材の締結構造が開示されている。
【0003】
また、被締結部材として、コアとなる部材の両面に外板を固定した、いわゆるサンドイッチパネルが知られている。例えば、特許文献4には、ハニカム構造で形成されたコアの両面に、繊維強化複合材で形成された第1表皮および第2表皮を接着させるパネルの製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
実開昭63-172628号公報
特開2011-17400号公報
特開2011-02069号公報
特許第5721557号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献4に記載されたパネルは、他の構造物に締結具を用いて締結される。パネルを他の構造物に締結するには、上記特許文献1から特許文献3に記載された構造のように、パネルに締結孔を形成する必要がある。しかしながら、パネルのコアが例えばハニカムコア、発泡コア等である場合、内部に空洞が多く、局所的な荷重に弱いため、コアを貫通する締結孔を形成することができない。そこで、パネルに締結孔を形成すべき位置において、予めコアに樹脂を充填すること(いわゆるポッティング)によって、締結孔の周囲を樹脂によって補強することが考えられる。
【0006】
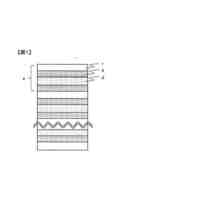
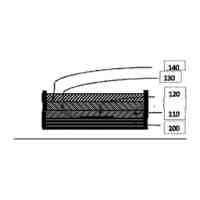
ここで、ポッティングにより樹脂が充填されたコアを含むパネルの形成過程において、パネルに加熱処理を施すことがある。例えば、外板が繊維強化複合材である場合には、プリプレグの状態の繊維強化複合材を硬化成形するために、コアを含むパネル全体に加熱処理を施すことがある。また、例えば、コアと外板とを接着するための接着剤を硬化させるために、パネルに加熱処理を施すこともある。図15は、樹脂が充填されたパネルに加熱処理を施し、その後に冷却される場合の樹脂に働く力の様子の一例を示す説明図である。図15中の左図は、パネル200に加熱処理を施している状態を示し、図15中の右図は、その後の冷却過程を示す。なお、図15の例では、外板230が繊維強化複合材である例を示す。また、図15では、左図中に白抜き矢印で示すように、下側の外板230側で樹脂220が圧縮し、上側の外板230側で樹脂220が膨張している例を示している。
【0007】
左図に示すように、樹脂220が膨張すると、コア210に形成した樹脂充填用の貫通孔210aが図中に破線で示す状態から拡張される。なお、プリプレグの状態の外板230も樹脂220によって拡張された後、熱硬化することになる。外板230が例えば金属部材等である場合には、外板230の変形量はより小さくなると考えられるが、貫通孔210aが樹脂220の膨張によって拡張する点は同様である。その後、冷却過程において、樹脂220が収縮しようとするものの、加熱処理後にはコア210が外板230に接着されており、貫通孔210aの形状はほとんど変化しない。その結果、右図に白抜き矢印で示すように、樹脂220とコア210との間に引張応力が生じることになる。この引張応力に起因して、樹脂220に割れが生じる可能性があり、樹脂220によって締結孔の周囲を良好に補強できない可能性がある。
【0008】
本発明は、上記に鑑みてなされたものであって、締結孔の周囲を補強する樹脂の強度を良好に確保可能なパネルの提供を目的とする。
【課題を解決するための手段】
【0009】
上述した課題を解決し、目的を達成するために、本発明は、複数の空洞を有するコアの両面に外板が固定されたパネルの製造方法であって、前記コアに対して、前記パネルに形成する締結孔の形成位置を含む範囲に、貫通孔を形成する貫通孔形成ステップと、前記貫通孔に少なくとも短繊維を含む強化繊維を含む樹脂を充填する充填ステップと、前記コアの両面に前記外板を配置し、前記コアと前記外板とに加熱処理を施し、前記コアと前記外板とを接合してパネル化するパネル化ステップと、を備えることを特徴とする。
【0010】
この構成により、コアの貫通孔に少なくとも短繊維を含む強化繊維を含む樹脂が充填されるため、強化繊維が樹脂の割れの進展を極めて良好に抑制する。すなわち、樹脂の靱性が向上する。その結果、加熱処理に伴って樹脂が膨張し、その後の冷却過程において、コアおよび外板と接着した状態で樹脂が収縮し、樹脂に引張応力が生じたとしても、樹脂に割れが発生することを抑制することができる。したがって、本発明によれば、締結孔の周囲を補強する樹脂の強度を良好に確保可能なパネルを得ることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
積層体
6か月前
東レ株式会社
積層体
3か月前
東レ株式会社
積層体
6か月前
東レ株式会社
積層体
7か月前
東レ株式会社
積層体
7か月前
東レ株式会社
フィルム
3か月前
東レ株式会社
多層成形品
8か月前
東レ株式会社
積層フィルム
9か月前
東レ株式会社
積層フィルム
8か月前
アイカ工業株式会社
化粧板
4か月前
個人
生地
9か月前
アイカ工業株式会社
化粧板
3か月前
三菱ケミカル株式会社
積層体
9か月前
東洋紡株式会社
離型フィルム
8か月前
東洋紡株式会社
離型フィルム
8か月前
セーレン株式会社
導電性編物
8か月前
日本バイリーン株式会社
表面材
6か月前
東ソー株式会社
蓋材用フィルム
1か月前
ダイニック株式会社
ターポリン
5か月前
三菱製紙株式会社
離型フィルム
8か月前
株式会社エフコンサルタント
面材
8か月前
個人
加熱調理に利用可能な鉄製品
22日前
株式会社カネカ
ポリイミド積層体
7か月前
東レ株式会社
サンドイッチ構造体
3か月前
三洋化成工業株式会社
複層硬化膜
7か月前
株式会社 スワコー
光学フィルム
8か月前
株式会社カネカ
ポリイミド積層体
7か月前
東洋紡株式会社
包装用積層フィルム
9か月前
株式会社カネカ
保護フィルム積層体
4か月前
株式会社エフコンサルタント
被覆方法
7か月前
株式会社日本触媒
積層フィルム
7か月前
DICデコール株式会社
化粧板
6か月前
豊田合成株式会社
積層体
3か月前
株式会社エフコンサルタント
被覆方法
7か月前
DICデコール株式会社
化粧板
6か月前
中京油脂株式会社
積層体
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ