TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024171872
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023089142
出願日
2023-05-30
発明の名称
自動組立システム、自動組立方法、管理サーバ及び自動組立用管理プログラム
出願人
有限会社キューズテック
代理人
個人
,
個人
,
個人
主分類
B23P
19/00 20060101AFI20241205BHJP(工作機械;他に分類されない金属加工)
要約
【課題】迅速で効率的な多品種少量生産を実現させる射出成形部品の自動組立システム、自動組立方法、及び自動組立システムを構成するコンピュータシステムの中核となる管理サーバを提供する。
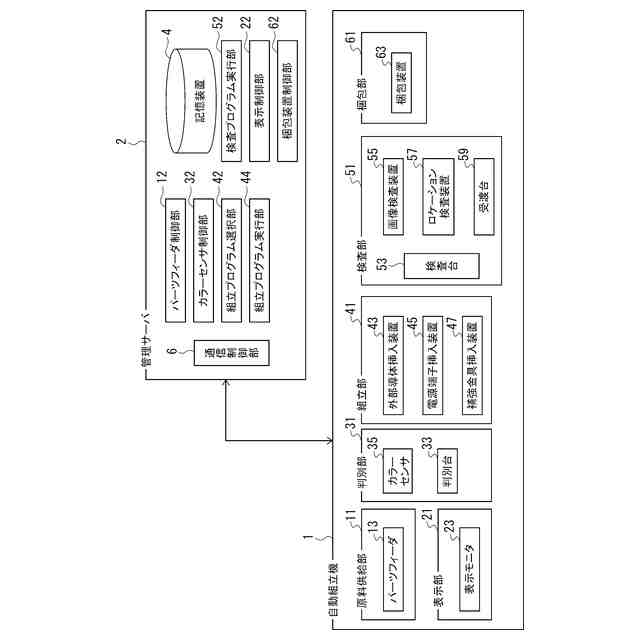
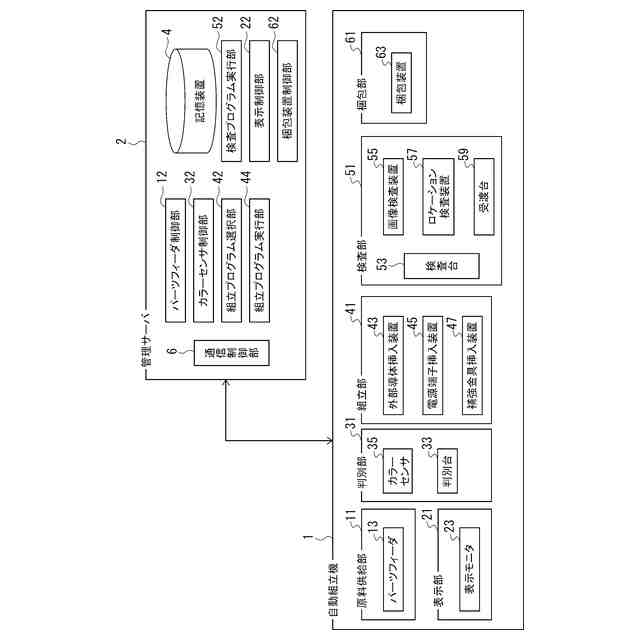
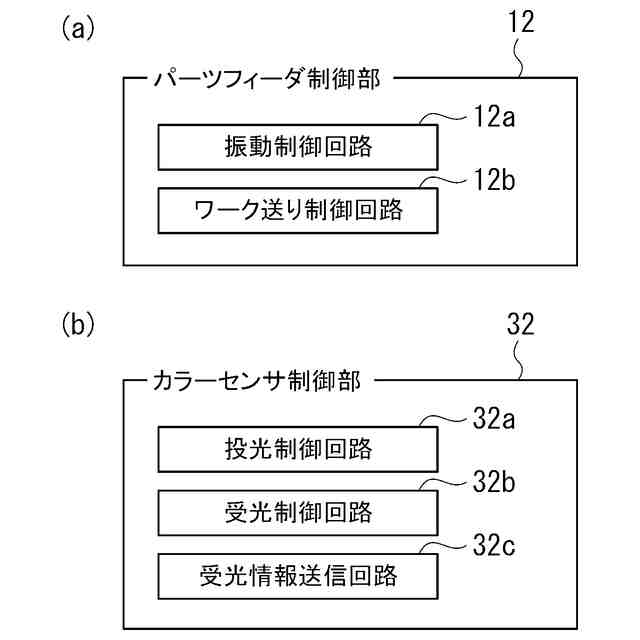
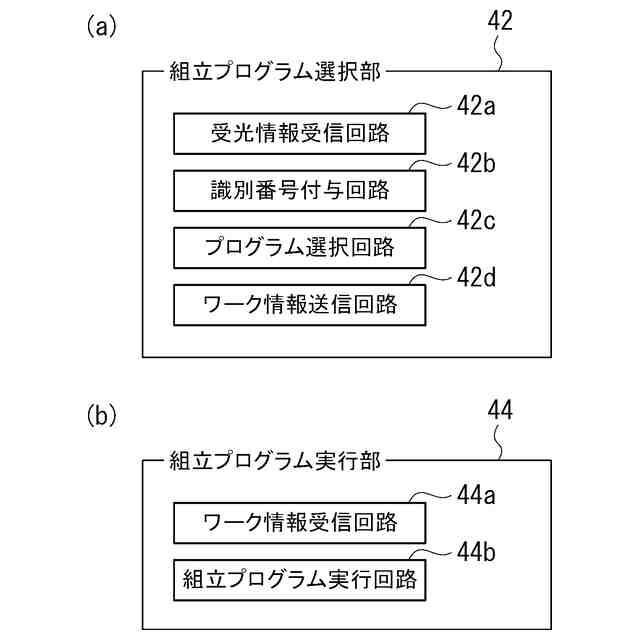
【解決手段】管理サーバ2は、自動組立に用いる部品筐体に投光し、部品筐体から反射された光を受光するカラーセンサを制御し、部品筐体の色情報を抽出するカラーセンサ制御部32と、色情報を基に複数の組立プログラムの内から特定の組立プログラムを選択する組立プログラム選択部42と、特定の組立プログラムを実行し、部品筐体への取付部品の取付けを制御する組立プログラム実行部44と、色情報及び複数の組立プログラムのそれぞれのプログラム情報を格納する記憶装置4とを備え、色情報ごとに異なる組立プログラムを連続的に実行する一連の処理を制御する。
【選択図】 図1
特許請求の範囲
【請求項1】
自動組立に用いる部品筐体に投光し、該部品筐体から反射された光を受光し、前記部品筐体の色情報を判別するカラーセンサ、前記色情報を判別することにより前記部品筐体へ取付部品を取り付ける組立部を有する自動組立機と、
前記カラーセンサを制御し、前記色情報を抽出するカラーセンサ制御部、前記色情報を基に複数の組立プログラムの内から特定の組立プログラムを選択する組立プログラム選択部、前記特定の組立プログラムを実行し、前記組立部における前記部品筐体への前記取付部品の取付けを制御する組立プログラム実行部、前記色情報及び前記複数の組立プログラムのそれぞれのプログラム情報を格納する記憶装置を有する管理サーバと
を備え、前記色情報ごとに異なる組立プログラムを連続的に実行することを特徴とする自動組立システム。
続きを表示(約 1,400 文字)
【請求項2】
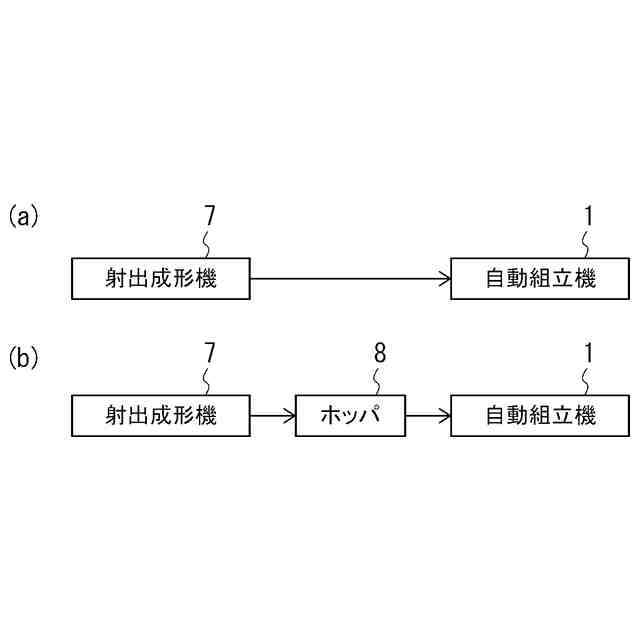
自動組立に用いる部品筐体を射出成形する射出成形機と、
前記部品筐体の色情報を判別するカラーセンサ、前記色情報を判別することにより前記部品筐体へ取付部品を取り付ける組立部を有する自動組立機と、
前記カラーセンサを制御し、前記色情報を抽出するカラーセンサ制御部、前記色情報を基に複数の組立プログラムの内から特定の組立プログラムを選択する組立プログラム選択部、前記特定の組立プログラムを実行し、前記組立部における前記部品筐体への前記取付部品の取付けを制御する組立プログラム実行部、前記色情報及び前記複数の組立プログラムのそれぞれのプログラム情報を格納する記憶装置を有する管理サーバと
を備え、前記色情報ごとに異なる組立プログラムを連続的に実行することを特徴とする自動組立システム。
【請求項3】
自動組立に用いる部品筐体に投光し、該部品筐体から反射された光を受光して、前記部品筐体の色情報を抽出するステップと、
前記色情報を管理サーバの記憶装置に格納し、前記色情報を基に前記記憶装置にあらかじめ格納されている複数の組立プログラムうちから特定の組立プログラムを選択するステップと、
前記特定の組立プログラムのプログラム情報を読み出し、前記特定の組立プログラムを順次実行し、前記部品筐体への取付部品の取付けを制御するステップと
を有し、前記色情報ごとに異なる組立プログラムを連続的に実行することを特徴とする自動組立方法。
【請求項4】
自動組立機を制御する管理サーバを制御して、自動組立に用いる部品筐体に取付部品を順次取り付ける一連の処理を制御して管理する自動組立用管理プログラムであって、
前記管理サーバのカラーセンサ制御部に、前記部品筐体に投光し、該部品筐体から反射された光を受光するカラーセンサを制御して前記色情報を抽出させる命令と、
前記管理サーバの前記組立プログラム選択部に、前記色情報を前記管理サーバの記憶装置に格納させ、前記色情報を基に、あらかじめ前記記憶装置に格納されている複数の組立プログラムの内から特定の組立プログラムを選択させる命令と、
前記管理サーバの前記組立プログラム実行部において、前記特定の組立プログラムのプログラム情報を読み出し、前記特定の組立プログラムを順次実行し、前記自動組立機の組立部における前記部品筐体への前記取付部品の取付けを制御させる命令と
を含む一連の命令により、前記色情報ごとに異なる組立プログラムを連続的に実行することを特徴とする自動組立用管理プログラム。
【請求項5】
自動組立に用いる部品筐体に投光し、該部品筐体から反射された光を受光するカラーセンサを制御し、前記部品筐体の色情報を抽出するカラーセンサ制御部と、
前記色情報を基に複数の組立プログラムの内から特定の組立プログラムを選択する組立プログラム選択部と、
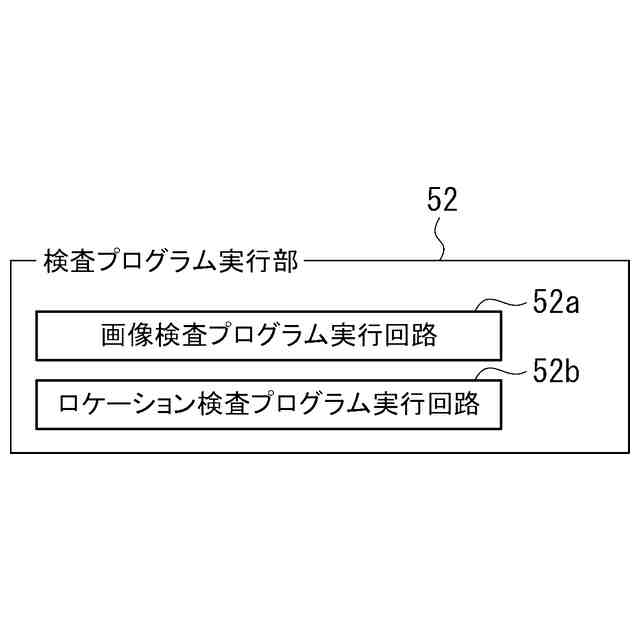
前記特定の組立プログラムを実行し、前記部品筐体への取付部品の取付けを制御する組立プログラム実行部と、
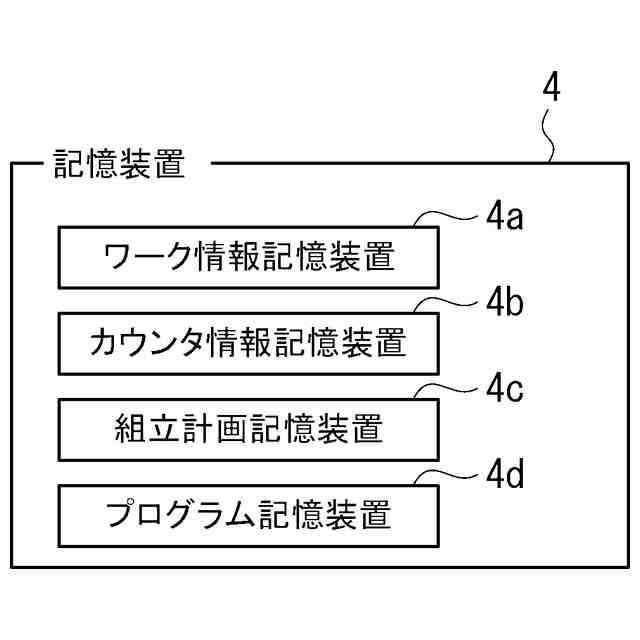
前記色情報及び前記複数の組立プログラムのそれぞれのプログラム情報を格納する記憶装置と
を備え、前記色情報ごとに異なる組立プログラムを連続的に実行する一連の処理を制御することを特徴とする管理サーバ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、小型の射出成形部品の自動組立システム、自動組立方法、及び自動組立システムを構成するコンピュータシステムの中核となる管理サーバ、更にはこの管理サーバを制御して、自動組立の一連の処理を管理する自動組立用管理プログラムに関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
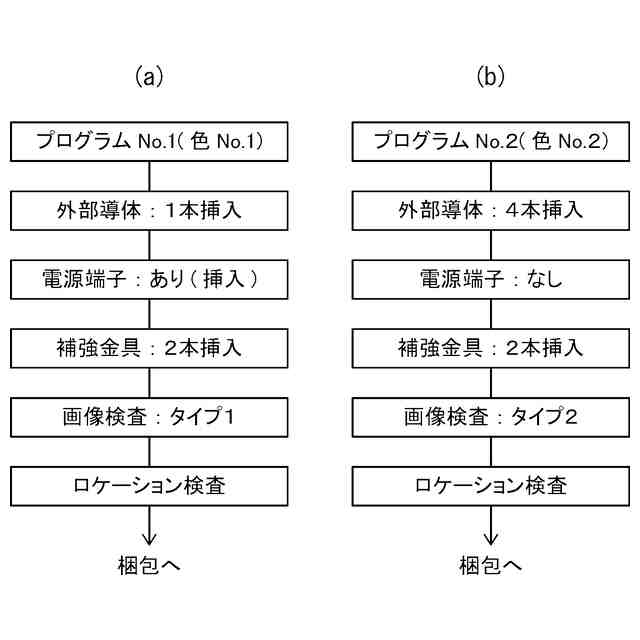
射出成形して製造した小型のプラスチック製品は、他の素材の部品と組み合わせて完成品とされ、大型製品の部品として使用されることが多い。例えば、機器間の接続用途で用いられる車載用機器向けコネクタ等が挙げられる。コネクタは、本体となる小型のプラスチック筐体の形状の違い、そのプラスチック筐体に挿入される外部導体や電源端子等の複数の取付部品の有無、個数や打込み位置の違いにより、優に100を超える製品パターンがある場合もある。他の大型製品の部品となり得るこのような小型のプラスチック製品は、一度に大量に生産した方が高効率のため、「少品種大量生産」の体制で製造されるのが常となっている。
【0003】
特許文献1に記載の電気コネクタ及びコネクタ端子等に代表される小型のプラスチック製品は、通常は「少品種大量生産」で生産される。少品種大量生産体制では、一度セットしたパターンで大量生産は可能であるが、他のパターンの製品を製造する場合は、製造ラインのプログラムを適宜セットし直し、原材料のホッパ等を入れ替え、試運転した後に本生産を開始する、という流れになる。すなわち、従来の少品種大量生産体制では、段取り替えの工数が多く発生し、直ちに他のパターンの製品へ製造ラインを切り替えることは困難である。実際の製造現場では、納品先の要求に応じて少量を即時納品する必要が生じる等、急な製造計画の変更を余儀なくされることが多々あり、臨機応変に対応していかなければならない。
【先行技術文献】
【特許文献】
【0004】
特許第6075431号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は上記の問題に着目してなされたものであって、迅速で効率的な多品種少量生産を実現させる射出成形部品の自動組立システム、自動組立方法、及び自動組立システムを構成するコンピュータシステムの中核となる管理サーバ、更にはこの管理サーバを制御して、自動組立の一連の処理を管理する自動組立用管理プログラムを提供することを目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成するために、本発明の第1の態様は、(a)自動組立に用いる部品筐体に投光し、部品筐体から反射された光を受光し、部品筐体の色情報を判別するカラーセンサ、色情報を判別することにより部品筐体へ取付部品を取り付ける組立部を有する自動組立機と、(b)カラーセンサを制御し、色情報を抽出するカラーセンサ制御部、色情報を基に複数の組立プログラムの内から特定の組立プログラムを選択する組立プログラム選択部、特定の組立プログラムを実行し、組立部における部品筐体への取付部品の取付けを制御する組立プログラム実行部、色情報及び複数の組立プログラムのそれぞれのプログラム情報を格納する記憶装置を有する管理サーバとを備え、(c)色情報ごとに異なる組立プログラムを連続的に実行することを特徴とする自動組立システムであることを要旨とする。
【0007】
本発明の第2の態様は、(a)自動組立に用いる部品筐体を射出成形する射出成形機と、(b)部品筐体の色情報を判別するカラーセンサ、色情報を判別することにより部品筐体へ取付部品を取り付ける組立部を有する自動組立機と、(c)カラーセンサを制御し、色情報を抽出するカラーセンサ制御部、色情報を基に複数の組立プログラムの内から特定の組立プログラムを選択する組立プログラム選択部、特定の組立プログラムを実行し、組立部における部品筐体への取付部品の取付けを制御する組立プログラム実行部、色情報及び複数の組立プログラムのそれぞれのプログラム情報を格納する記憶装置を有する管理サーバとを備え、(d)色情報ごとに異なる組立プログラムを連続的に実行することを特徴とする自動組立システムであることを要旨とする。
【0008】
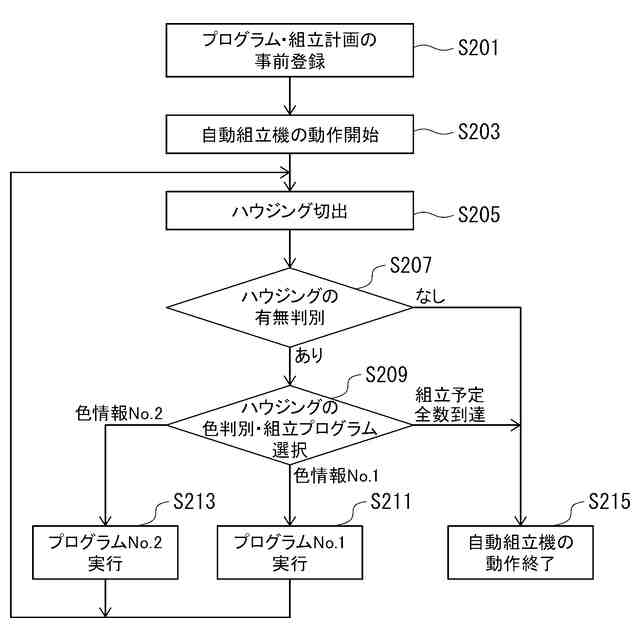
本発明の第3の態様は、(a)自動組立に用いる部品筐体に投光し、部品筐体から反射された光を受光して、部品筐体の色情報を抽出するステップと、(b)色情報を管理サーバの記憶装置に格納し、色情報を基に記憶装置にあらかじめ格納されている複数の組立プログラムうちから特定の組立プログラムを選択するステップと、(c)特定の組立プログラムのプログラム情報を読み出し、特定の組立プログラムを順次実行し、部品筐体への取付部品の取付けを制御するステップとを有し、(d)色情報ごとに異なる組立プログラムを連続的に実行することを特徴とする自動組立方法であることを要旨とする。
【0009】
本発明の第4の態様は、自動組立機を制御する管理サーバを制御して、自動組立に用いる部品筐体に取付部品を順次取り付ける一連の処理を制御して管理する自動組立用管理プログラムであって、(a)管理サーバのカラーセンサ制御部に、部品筐体に投光し、部品筐体から反射された光を受光するカラーセンサを制御して色情報を抽出させる命令と、(b)管理サーバの組立プログラム選択部に、色情報を管理サーバの記憶装置に格納させ、色情報を基に、あらかじめ記憶装置に格納されている複数の組立プログラムの内から特定の組立プログラムを選択させる命令と、(c)管理サーバの組立プログラム実行部において、特定の組立プログラムのプログラム情報を読み出し、特定の組立プログラムを順次実行し、自動組立機の組立部における部品筐体への取付部品の取付けを制御させる命令とを含む一連の命令により、(d)色情報ごとに異なる組立プログラムを連続的に実行することを特徴とする自動組立用管理プログラムであることを要旨とする。本発明の第4の態様で述べた自動組立用管理プログラムは、コンピュータ読取り可能な記録媒体に保存し、この記録媒体をコンピュータシステムによって読み込ませることにより、本発明の自動組立方法を実行することができる。なお「記録媒体」とは、例えばコンピュータシステムの外部メモリ装置、半導体メモリ、磁気ディスク、光ディスク、光磁気ディスク、磁気テープなどのプログラムを記録することができるような媒体などを意味する。具体的には、フレキシブルディスク、CD-ROM、MOディスク、カセットテープ、オープンリールテープなどが「記録媒体」に含まれるが、第3の態様に係る自動組立方法は、記録媒体等を介さずに通信網を介して、直接、管理サーバとして機能しているコンピュータシステムのプログラム記憶装置に読み込ませるようにしてもよい。
【0010】
本発明の第5の態様は、(a)自動組立に用いる部品筐体に投光し、部品筐体から反射された光を受光するカラーセンサを制御し、部品筐体の色情報を抽出するカラーセンサ制御部と、(b)色情報を基に複数の組立プログラムの内から特定の組立プログラムを選択する組立プログラム選択部と、(c)特定の組立プログラムを実行し、部品筐体への取付部品の取付けを制御する組立プログラム実行部と、(d)色情報及び複数の組立プログラムのそれぞれのプログラム情報を格納する記憶装置とを備え、(e)色情報ごとに異なる組立プログラムを連続的に実行する一連の処理を制御することを特徴とする管理サーバであることを要旨とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
7日前
日東精工株式会社
組み付け装置
3か月前
シヤチハタ株式会社
組立ライン
3か月前
有限会社津谷工業
切削工具
1か月前
個人
複合金属回転式ホーン
7日前
株式会社FUJI
工作機械
8日前
株式会社不二越
タップ
2か月前
トヨタ自動車株式会社
取付装置
7日前
株式会社ツガミ
工作機械
6日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
トヨタ自動車株式会社
検査方法
17日前
ダイハツ工業株式会社
冷却構造
3か月前
トヨタ自動車株式会社
積層コア
29日前
株式会社ツガミ
工作機械
17日前
株式会社トーキン
溶接用トーチ
13日前
株式会社不二越
歯車研削盤
2か月前
株式会社メドメタレックス
ドリル
28日前
株式会社不二越
歯車加工機
1か月前
株式会社オーエム製作所
工作機械
20日前
住友重機械工業株式会社
レーザ装置
2か月前
トヨタ自動車株式会社
位相測定方法
28日前
サムテック株式会社
加工物製造方法
28日前
株式会社FUJI
自動化用パレット
1か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
株式会社関本管工
エルボ管保持装置
13日前
株式会社浪速試錐工業所
防風カバー
2か月前
株式会社ダイヘン
溶接トーチ
6日前
株式会社ダイヘン
溶接トーチ
6日前
三菱電機株式会社
ねじ取り出し装置
21日前
株式会社メタルクリエイト
切削装置
2か月前
ブラザー工業株式会社
工作機械
3か月前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
DMG森精機株式会社
工作機械
17日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































