TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024170649
公報種別
公開特許公報(A)
公開日
2024-12-10
出願番号
2024160458,2020561489
出願日
2024-09-17,2019-12-18
発明の名称
医療用ガラス製品の切断のための切断部位のダメージング加工装置及び方法
出願人
ニプロ株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C03C
23/00 20060101AFI20241203BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】医療用ガラス製品の製造工程における切断の際、パーティクルの発生が最小化される医療用ガラス製品の加工方法を提供する。
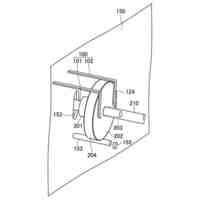
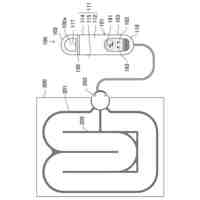
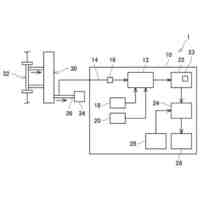
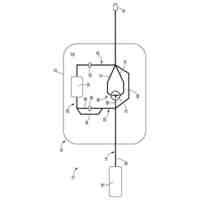
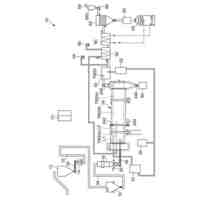
【解決手段】本発明の一実施例に係る医療用ガラス製品の切断部位ダメージング装置1000は、ウルトラファストレーザビームをバーストするレーザ光源200;ウルトラファストレーザビームが複数の焦点距離を有するようになり、細長い形態のプロファイルを有するように成形するビームプロファイル形成部500;成形されたウルトラファストレーザビームのプロファイルが医療用ガラス製品のガラスの内部に形成されるように照射されるようにして医療用ガラス製品のガラスの内部にバルク変形による内部欠陥で形成されるインサイドダメージが形成されるようにするビーム照射部600;及び、医療用ガラス製品を所定の回転速度で回転させる回転部700を含む。
【選択図】図1
特許請求の範囲
【請求項1】
1030nm~1070nmの波長を有するウルトラファストレーザビームをバースト(Burst)するレーザ光源;
前記ウルトラファストレーザビームが複数の焦点距離を有するようになり、細長い(elongated)形態のプロファイルを有するように成形するビームプロファイル形成部;
前記成形されたウルトラファストレーザビームのプロファイルが医療用ガラス製品のガラスの内部に形成されるように照射されるようにして前記医療用ガラス製品のガラスの内部のみにバルク変形による内部欠陥で形成されるインサイドダメージが形成されるようにするビーム照射部;
前記医療用ガラス製品を所定の回転速度で回転させて前記インサイドダメージが前記医療用ガラス製品の円周に沿って複数個形成されるようにする回転部;及び
前記医療用ガラス製品の切断される部位に前記インサイドダメージが複数個形成されるように前記所定の回転速度及び前記レーザビームのバースト数(Burst Numbers)を制御する制御部を含み、
前記制御部は、
前記回転部の回転速度に合わせて前記レーザビームのバースト数を制御し、
前記医療用ガラス製品と前記ビーム照射部との距離、及び前記回転速度を制御する、
医療用ガラス製品の切断部位ダメージング装置。
続きを表示(約 1,300 文字)
【請求項2】
前記インサイドダメージは、前記医療用ガラス製品の円周に沿ってガラスの厚さ方向に形成される、
請求項1に記載の医療用ガラス製品の切断部位ダメージング装置。
【請求項3】
前記ビーム照射部及び前記回転部は、注射用または栄養補充剤用アンプル、採血管、シリンジ(Syringe)、カートリッジ(Cartridges)、ガラス薬瓶、医療機器用ガラスチューブのいずれかである前記医療用ガラス製品を対象とすることを特徴とする、
請求項1に記載の医療用ガラス製品の切断部位ダメージング装置。
【請求項4】
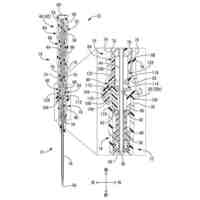
前記ビーム照射部は、第1集光レンズ、第2集光レンズ及び倍率調整装置を含み
前記制御部は、前記第1集光レンズと前記第2集光レンズの距離を調節する制御を通して倍率を調整する、
請求項1に記載の医療用ガラス製品の切断部位ダメージング装置。
【請求項5】
1030nm~1070nmの波長を有するウルトラファストレーザビームをバースト(Burst)するステップ;
前記ウルトラファストレーザビームが複数の焦点距離を有するようになり、細長い(elongated)形態のプロファイルを有するように成形するステップ;
前記成形されたウルトラファストレーザビームのプロファイルが医療用ガラス製品のガラスの内部に形成されるように照射されるようにして前記医療用ガラス製品のガラスの内部のみにバルク変形による内部欠陥で形成されるインサイドダメージが形成されるようにするステップ;
前記医療用ガラス製品を所定の回転速度で回転させるステップ;及び
前記医療用ガラス製品の切断される部位に前記インサイドダメージが複数個形成されるように前記所定の回転速度及び前記レーザビームのバースト数(Burst Numbers)を制御するステップを含み、
前記制御するステップでは、
前記回転速度に合わせて前記レーザビームのバースト数を制御し、
前記医療用ガラス製品と前記レーザビームを照射するビーム照射部との距離、及び前記回転速度を制御する、
医療用ガラス製品の切断部位ダメージング方法。
【請求項6】
前記インサイドダメージは、前記医療用ガラス製品の円周に沿ってガラスの厚さ方向に形成される、
請求項5に記載の医療用ガラス製品の切断部位ダメージング方法。
【請求項7】
前記医療用ガラス製品は、注射用または栄養補充剤用アンプル、採血管、シリンジ(Syringe)、カートリッジ(Cartridges)、ガラス薬瓶、医療機器用ガラスチューブのいずれか一つであることを特徴とする、
請求項5に記載の医療用ガラス製品の切断部位ダメージング方法。
【請求項8】
前記制御するステップでは、第1集光レンズと第2集光レンズの距離を調節する制御を通して倍率を調整する、
請求項5に記載の医療用ガラス製品の切断部位ダメージング方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、医療用ガラス製品の切断部位のダメージング装置及び方法に関し、より詳細には、医療用ガラス製品、例えば、ガラスを材料として使用するアンプルや医療機器用ガラスチューブ等の切断部位をウルトラファストレーザ(Ultrafast Laser)でダメージング加工してガラス破片の発生を最小化できるダメージング加工装置及び方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
本発明は、医療用ガラス製品、例えば、注射液または栄養補充剤を貯蔵するガラスアンプルや、医療用ガラスチューブ等の切断部位をダメージング加工する方法に関する。
【0003】
注射液または栄養補充剤を貯蔵するガラスアンプル等の医療用ガラス製品は、注射液及び栄養補充剤等の内容物が人体に入ることができる形態で作製されるので、使用の際、ガラス容器またはチューブを分離するために破壊する過程で完全無菌/無塵でオープンされるように製造することが必須である。従って、その製造工程において、細心の配慮と相当な注意を要求するようになる。
【0004】
しかし、従来の医療用ガラス製品の製造工程では、常にガラス破片等の異物がアンプルの中に入る可能性があった。例えば、注射液または栄養補充剤の容器として使用されるOPCアンプルは、ガラス破片の発生を最小化するために考案されたアンプルであるが、正常に使用するとしても使用者が手で力を入れて切断する時に微細なガラス破片が発生するようになる。
【0005】
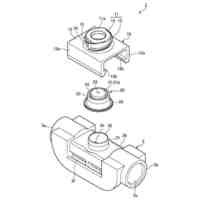
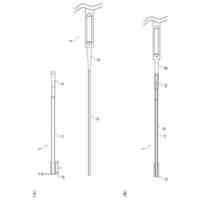
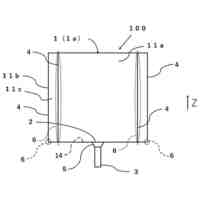
例えば、従来の技術の注射用または栄養補充剤用アンプル20を示した図8を参照すると、従来のまたは栄養補充剤用アンプル20は、切断方向表示部23、切断補助用ノッチ22及びボトルネック部24を含む。
【0006】
この場合、従来の注射用または栄養補充剤用アンプル20は、高速で回転するダイヤモンドブレードによりアンプルのネック(ボトルネック部24)の切断部位に切断補助用ノッチ22を形成させることとなる。そして、切断を容易にするために、切断部位を周辺より直径を小さくしたボトルネック部を備えるようになり、切断方向表示部23に表示した部分に圧力を加えて使用者が手でアンプルを切断する。すると、切断補助用ノッチ22を起点として折ってオープンさせ、そこでアンプルの内部の注射液または栄養補充剤を使用できるようになる。
【0007】
図9(a)及び図9(b)は、従来の技術によって切断補助用ノッチ22を形成したガラスアンプルを使用者が手でオープンさせるとき、ガラスアンプルの切断部分を高速撮影した写真である。図9(a)は、ガラスアンプルが正常にオープンされたにもかかわらず、ガラス粉塵が飛散することが見られる。また、図9(b)を参照すると、大きなガラス破片が発生することが見られる。
【0008】
このとき、OPCアンプルに入れられた注射液または栄養補充剤で注射または飲むためにアンプルの切断部位を使用者(例えば、看護婦)が切断する時に切断補助用ノッチの形成時に生じた微細なガラス粉がアンプル内に入り得る。
【0009】
ダイヤモンドブレードを通して切断補助用ノッチを加工したとき、微細なガラス粉塵が発生し得るという問題点を解決するために、レーザで微細な隙間を生成する方式(日本国特開平11-71124号)も考案されたことがある。しかし、このような方式もアンプルのガラス表面から一部の領域に溝を作る方式であるので、使用者が誤った方向に力を加えた場合は、大きなガラス破片が生じ得るという短所があった。
【0010】
従って、正しく使用しなかった時(例えば、使用者が切断方向表示部23に表示された方向と異なる方向に力を加えた場合)には、ガラス破片の発生が顕著に増加し得る。即ち、OPCアンプル20は、ガラスが切断されるとき、方向性を与えて破片が発生しないように作製したものであるが、指示された方向の通り力を加えず、異なる方向に力を加えれば、さらに多くのガラス破片が発生するようになる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ニプロ株式会社
接続ポート
3日前
ニプロ株式会社
漏血検知装置
10日前
ニプロ株式会社
留置針組立体
16日前
ニプロ株式会社
シリンジポンプ
4日前
ニプロ株式会社
医療用コネクタ
10日前
ニプロ株式会社
可撓性チューブおよび応用機器
16日前
ニプロ株式会社
薬液投与システムおよび情報処理方法
9日前
ニプロ株式会社
薬液投与システムおよび情報処理方法
9日前
ニプロ株式会社
モニタ装置及びこれを備える透析システム
10日前
ニプロ株式会社
分包袋、分包袋製造装置、及び分包袋製造方法
20日前
ニプロ株式会社
内視鏡用シース、及び内視鏡用シースの製造方法
3日前
ニプロ株式会社
トファシチニブを含有するフィルムコーティング錠剤
3日前
ニプロ株式会社
医療用オスコネクタ
1か月前
ニプロ株式会社
薬液注入コントローラ
1か月前
ニプロ株式会社
経腸栄養剤用のパウチ容器
1か月前
ニプロ株式会社
サポートカテーテルおよびチューブ
3日前
坂東機工株式会社
折割装置
3か月前
株式会社フジクラ
シール装置
20日前
株式会社フルヤ金属
ガラス熔解装置
2か月前
日本電気硝子株式会社
ガラス材及び磁気光学素子
2か月前
中島産業株式会社
金属ガラス複合体
20日前
日本電気硝子株式会社
結晶化ガラス及び磁性素子コア材
2か月前
日本電気硝子株式会社
ガラス物品の製造方法
23日前
AGC株式会社
ガラス製造方法、及び成形装置
2か月前
AGC株式会社
車両用フロントガラスとその製造方法
1か月前
AGC株式会社
車両用フロントガラスとその製造方法
10日前
株式会社オハラ
光学ガラス、及び光学素子
23日前
日本電気硝子株式会社
ガラス板の製造方法
1か月前
個人
無機繊維製品処理システム
2か月前
日本電気硝子株式会社
ガラス製品の製造方法
23日前
日本電気硝子株式会社
ガラス物品の製造方法
23日前
日本電気硝子株式会社
ガラス物品の製造方法
1か月前
日本板硝子株式会社
車両用ガラスモジュール
3か月前
デンカ株式会社
延焼防止材、組電池及び自動車
2日前
日本電気硝子株式会社
ガラス組成物、封着材料及び封着材料ペースト
1か月前
住友電気工業株式会社
ガラス母材の製造方法
3か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ