TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024158809
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023074356
出願日
2023-04-28
発明の名称
折割装置
出願人
坂東機工株式会社
代理人
個人
主分類
C03B
33/033 20060101AFI20241031BHJP(ガラス;鉱物またはスラグウール)
要約
【課題】折割加工における端切線の形成と同時に、ガラス板の周縁エリアにおいて折割カッターホイールの転動方向を次に形成する端切線の延びる予定の方向へ変える折割装置を提供する。
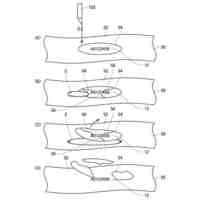
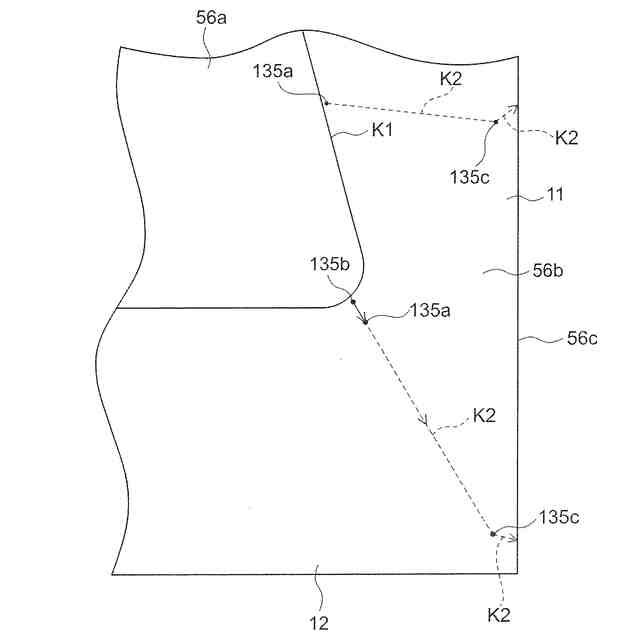
【解決手段】加工対象のガラス板に端切線K2を形成する折割カッターホイールと折割カッターホイールを支持する折割カッターホルダーとを備えた折割治具を利用し、ガラス板に外形切出線K1を形成した後、外形切出線K1の外側に延びるガラス板の周縁エリア56bに折割治具によって端切線K2を形成し、端切線K2が形成されたガラス板の周縁エリア56bを折割る折割装置である。
【選択図】図25
特許請求の範囲
【請求項1】
加工対象のガラス板に端切線を形成する折割カッターホイールと前記折割カッターホイールを支持する折割カッターホルダーとを備えた折割治具を利用し、前記ガラス板に外形切出線を形成した後、前記外形切出線の外側に延びる前記ガラス板の周縁エリアに前記折割治具によって端切線を形成し、前記端切線が形成されたガラス板の周縁エリアを折割る折割装置において、
前記折割カッターホイールの上下方向へ延びるカッターホイール軸線が、前記折割カッターホルダーの上下方向へ延びるカッターホルダー中心軸線に対して径方向外方へ偏芯し、前記折割カッターホイールが、前記折割カッターホルダーに対して前記カッターホルダー中心軸線の周り方向へ360°回転可能であり、前記折割装置が、前記折割治具を前記外形切出線の外側近傍の端切線形成始点から前記ガラス板の外周縁に向かって移動させ、所定の方向へ延びる前記端切線を前記ガラス板の周縁エリアの端切線形成箇所に形成する端切線形成手段と、前記折割カッターホイールが前記ガラス板の外周縁の内側近傍の転動方向変更点に移動した後、前記折割治具を前記ガラス板の周縁エリアの上面に平行して該上面を次に形成する端切線の延びる予定の方向へ向かって走行させるとともに該ガラス板の周縁エリアの上面に当接する前記折割カッターホイールを前記カッターホルダー中心軸線の周り方向へ回転させ、前記折割カッターホイールの転動方向を次に形成する端切線の延びる予定の方向へ変更しつつ、前記ガラス板の周縁エリアの端切線形成箇所に前記予定の方向へ延びる端切線を形成する転動方向第1変更手段とを有することを特徴とする折割装置。
続きを表示(約 2,700 文字)
【請求項2】
前記折割装置が、前記ガラス板の周縁エリアに最初の端切線を形成する場合、前記折割治具を前記ガラス板の周縁エリアの上面に平行して該上面を前記端切線形成始点又は該端切線形成始点近傍から前記最初に形成する端切線の延びる予定の方向へ向かってわずかに走行させ、前記ガラス板の上面に当接する前記折割カッターホイールを前記カッターホルダー中心軸線の周り方向へ回転させ、該折割カッターホイールの転動方向を前記最初に形成する端切線の延びる予定の方向へ変更する転動方向第2変更手段を含む請求項1に記載の折割装置。
【請求項3】
前記折割装置が、前記折割カッターホルダーを上下方向へ昇降させる第1昇降機構を含み、前記折割装置は、前記ガラス板の周縁エリアに対する次の端切線の形成時に、前記第1昇降機構によって前記折割カッターホルダーを前記ガラス板の上面に向かうとともに前記端切線形成始点に向かって下降させるホルダー第1下降手段を含み、前記端切線形成手段が、前記ホルダー第1下降手段によって前記折割カッターホルダーを前記ガラス板の周縁エリアの上面に向かって下降させて前記折割カッターホイールを該ガラス板の上面に当接させた後、前記折割治具を前記端切線形成始点から前記転動方向変更点に向かって走行させることで、該折割カッターホイールが前記ガラス板の周縁エリアの端切線形成箇所に前記予定の方向へ延びる端切線を形成する請求項2に記載の折割装置。
【請求項4】
前記折割装置は、前記ガラス板の周縁エリアに対する最初の端切線の形成時に、前記第1昇降機構によって前記折割カッターホルダーを前記ガラス板の上面に向かうとともに前記端切線形成始点又は該端切線形成始点近傍に向かって下降させるホルダー第2下降手段を含み、前記転動方向第2変更手段が、前記ホルダー第2下降手段によって前記折割カッターホルダーを前記ガラス板の上面に向かって下降させて前記折割カッターホイールを該ガラス板の上面に当接させた後、前記折割治具を前記端切線形成始点又は該端切線形成始点近傍においてわずかに走行させ、前記折割カッターホイールの転動方向を前記最初に形成する端切線が延びる予定の方向へ変更する請求項3に記載の折割装置。
【請求項5】
前記折割装置が、前記ガラス板の周縁エリアの端切線形成箇所に前記端切線を形成した後、前記第1昇降機構によって前記折割カッターホルダーを前記ガラス板の上面から上昇させるホルダー上昇手段と、前記ホルダー上昇手段によって前記折割カッターホルダーを上昇させた後、前記折割治具を前記ガラス板の周縁エリアの次の端切線形成箇所に移動させる治具移動手段とを含み、前記ホルダー第1下降手段が、前記治具移動手段によって前記折割治具を前記次の端切線形成箇所に移動させた後、前記第1昇降機構によって前記折割カッターホルダーを前記次の端切線形成箇所において前記ガラス板の周縁エリアの上面に向かうとともに前記端切線形成始点に向かって下降させ、前記端切線形成手段が、前記次の端切線形成箇所において前記折割治具を前記端切線形成始点から前記転動方向変更点に向かって前記予定の方向へ走行させ、前記ガラス板の周縁エリアに前記予定の方向へ延びる端切線を形成し、前記転動方向第1変更手段が、前記次の端切線形成箇所における転動方向変更点において、前記折割治具を前記ガラス板の周縁エリアの上面に平行して該上面を次に形成する端切線の延びる予定の方向へ向かって走行させるとともに該ガラス板の周縁エリアの上面に当接する前記折割カッターホイールを前記カッターホルダー中心軸線の周り方向へ回転させ、前記折割カッターホイールの転動方向を次に形成する端切線の延びる予定の方向へ変更しつつ、前記ガラス板の外周縁の内側近傍から該外周縁に向かって前記予定の方向へ延びる端切線を形成する請求項4に記載の折割装置。
【請求項6】
前記転動方向第2変更手段が、前記端切線形成始点において前記転動方向変更点に向かって前記折割治具に円軌跡を画かせ、又は、前記端切線形成始点の近傍から該端切線形成始点に向かって前記折割治具に円軌跡を画かせることで、前記折割カッターホイールの転動方向を前記最初に形成する端切線が延びる予定の方向へ変更する請求項5に記載の折割装置。
【請求項7】
前記転動方向第2変更手段が、前記ガラス板の周縁エリアにおける前記最初に形成する端切線が延びる予定の方向と前記端切線形成始点に向かう前記折割治具の走行方向とのなす角度が90°以下になるように、前記端切線形成箇所におけるガラス板の周縁エリアの上面において前記折割治具を前記端切線形成始点の近傍から該端切線形成始点に向かって直線状に走行させ、前記折割カッターホイールの転動方向を前記折割治具の走行方向へ変えた後、前記端切線形成始点において前記折割治具の走行方向を前記90°以下の角度で前記最初に形成する端切線が延びる予定の方向へ方向転換させ、前記折割カッターホイールの転動方向を前記最初に形成する端切線が延びる予定の方向へ変更する請求項5に記載の折割装置。
【請求項8】
前記転動方向第2変更手段が、前記端切線形成箇所のガラス板の周縁エリアにおける前記最初に形成する端切線が延びる予定の方向に沿って前記折割治具を前記端切線形成始点の近傍から該端切線形成始点に向かって走行させ、又は、前記端切線形成箇所のガラス板の周縁エリアにおける前記最初に形成する仮想端切線上を前記端切線形成始点の近傍から該端切線形成始点に向かって走行させ、前記端切線形成始点において前記折割治具を反転させて前記最初に形成する端切線が延びる予定の方向へ該折割治具の走行方向を方向転換させ、前記折割カッターホイールの転動方向を前記最初に形成する端切線が延びる予定の方向へ変更する請求項5に記載の折割装置。
【請求項9】
前記折割治具が、前記端切線が形成されたガラス板の周縁エリアを押圧する押圧部材と、前記押圧部材を昇降させる第2昇降機構とを含み、前記折割装置が、前記折割カッターホイールによって前記ガラス板の周縁エリアの端切線形成箇所に端切線が形成された後、前記押圧部材を前記第2昇降機構によって前記ガラス板の周縁エリアに向かって下降させ、該押圧部材が該ガラス板の周縁エリアを下方に向かって押圧することで、前記ガラス板の本体から該ガラス板の周縁エリアを折割る押圧折割手段を含む請求項1ないし請求項8いずれかに記載の折割装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車の窓用ガラス板、液晶用ガラス板等の加工対象のガラス板の周縁エリアに端切線を形成し、端切線が形成されたガラス板の周縁エリアを折割る折割装置に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
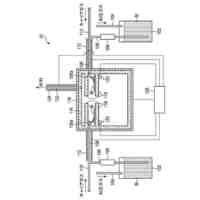
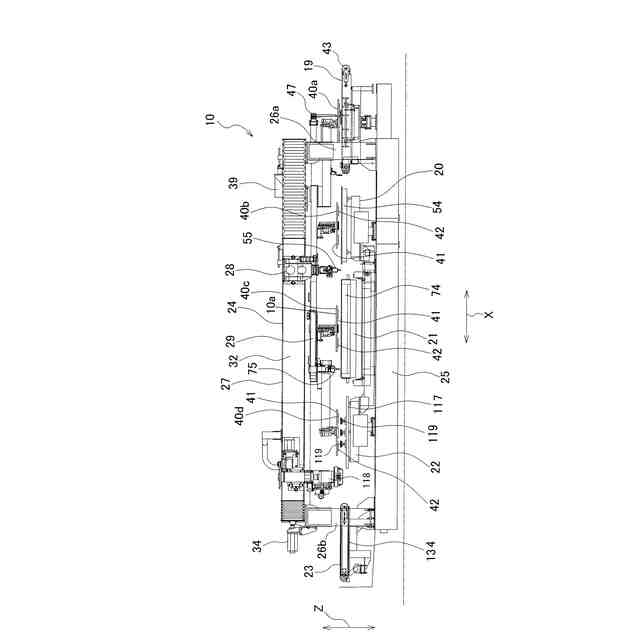
ガラス板を搬入する搬入コンベアと、搬入コンベアの前方に位置する切込加工エリアと、切込加工エリアの前方に位置する折割加工エリアと、折割加工エリアの前方に位置する研削加工エリアと、研削加工エリアの前方に位置する搬出コンベアと、ガラス板を搬入コンベアから各加工エリアに搬送する搬送機構とから形成されたガラス板加工システムが開示されている(特許文献1参照)。
【0003】
このガラス板加工システムの切込加工エリアは、位置決めされたガラス板を載置した状態で幅方向へ移動する第1移動機構を有する切込加工テーブルと、前後方向へ移動可能な切込装置とを有する。切込加工エリアでは、切込装置が切込加工テーブルに載置されたガラス板の周縁エリアの幅方向外方へ向かって前後方向後方へ移動した後、第1移動機構によって切込加工テーブルが切込装置に向かって幅方向へ移動し、切込装置を利用して切込加工テーブルに載置されたガラス板に外形切出線を形成する。折割加工エリアは、切込加工後のガラス板を載置する折割加工テーブルと、前後方向及び幅方向へ移動可能な折割装置とを有する。折割加工エリアでは、折割装置が折割加工テーブルに向かって前後方向後方へ移動した後、折割装置を利用して折割加工テーブルに載置されたガラス板の周縁エリアの端切線形成箇所に端切線(スクライブ)を形成するとともにガラス板の外形切出線の外側の周縁エリアを折割る。
【0004】
研削加工エリアは、折割加工後の位置決めされたガラス板本体を載置した状態で幅方向へ移動する第2移動機構を有する研削加工テーブルと、前後方向へ移動可能な研削装置とを有する。研削加工エリアでは、研削装置が研削加工テーブルに載置されたガラス板本体の縁部の幅方向外方へ向かって前後方向後方へ移動した後、第2移動機構によって研削加工テーブルが研削装置に向かって幅方向へ移動し、研削装置を利用して研削加工テーブルに載置されたガラス板本体の縁部を研削する。尚、切込加工と研削加工とは同期して行われる。
【先行技術文献】
【特許文献】
【0005】
特開2020-040877号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
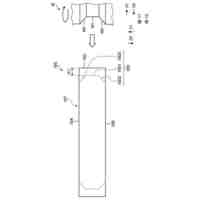
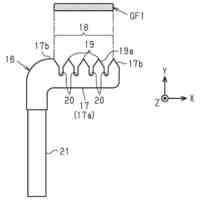
前記特許文献1に開示のガラス板加工システムの折割装置は、折割治具と、第1昇降機構(エアーシリンダー)と、押圧ローラーと、第2昇降機構(エアーシリンダー)とから形成されている。折割治具は、ガラス板の周縁エリアの所定の端切線形成箇所に端切線を形成する折割カッターホイールと、折割カッターホイールの上方に位置して折割カッターホイールを支持する折割カッターホルダーとから形成されている。折割カッターホルダーは、連結部を備えたホルダー本体と、ホルダー本体の先端に取り付けられたホルダーヘッドとを有する。折割カッターホルダーは、θ軸サーボモータの回転により、上下方向へ延びるカッターホルダー中心軸線に対して周り方向(軸回り)へ回転する。
【0007】
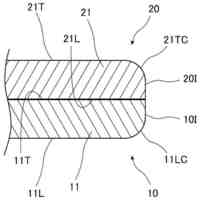
ホルダーヘッドは、ベアリングを介してホルダー本体に連結され、折割カッターホルダーのカッターホルダー中心軸線に対して周り方向(θ方向)へ回転可能である。ホルダー本体には、カッターホルダー中心軸線の周り方向へのホルダーヘッドの回転を規制する回転角度規制ピンが挿入されている。回転角度規制ピンによってカッターホルダー中心軸線の周り方向へのホルダーヘッドの回転が5~10°に規制されている。折割カッターホイールは、転動軸を介してホルダーヘッドの先端に回転可能に取り付けられている。折割カッターホイールの上下方向へ延びるカッターホイール軸線は、ホルダー本体のカッターホルダー中心軸線に対して径方向外方へ偏芯している。
【0008】
特許文献1に開示のガラス板加工システムにおける折割加工は、以下のとおりである。折割装置の折割治具と押圧ローラーとがX軸アクチュエーター及びY軸アクチュエーターによって前後方向(X方向)及び幅方向(Y方向)へ移動し、折割治具の折割カッターホイールがガラス板の外形切出線の外側近傍に位置し、押圧ローラーがガラス板の外形切出線の外側の周縁エリアに位置する。次に、θ軸サーボモータの軸が回転することで、折割カッターホルダーがカッターホルダー中心軸線の周り方向(θ方向)へ回転し、折割カッターホイールの転動方向がガラス板の縁部の仮想端切線の延びる方向(折割治具の移動方向)へ変わる。
【0009】
折割カッターホイールの転動方向が仮想端切線の延びる方向(折割治具の移動方向)と同一になった後、第1昇降機構によって折割治具がガラス板の上面であって外形切出線の外側近傍に向かって下降し、折割カッターホイールがガラス板の上面であって外形切出線の外側近傍に当接する。次に、折割装置がガラス板の外形切出線の外側近傍の端切線形成始点からガラス板の周縁の端切線形成終点に向かって直線状に移動し、折割カッターホイールによってガラス板の周縁エリアの端切線形成箇所に端切線を形成する。ガラス板の周縁エリアの端切線形成箇所に端切線を形成した後、折割装置の折割治具がガラス板の周縁エリアの所定の箇所に移動する。次に、第2昇降機構によって押圧ローラーがガラス板の上面に向かって下降し、ガラス板の上面に当接した押圧ローラーがガラス板の周縁エリアを下方に押圧することで、ガラス板の本体からガラス板の外形切出線の外側に延びる周縁エリアを折割る。
【0010】
特許文献1に開示のガラス板加工システムにおける折割加工では、θ軸サーボモータの軸の回転により、折割カッターホイールの転動方向をガラス板の縁部の仮想端切線の延びる方向(折割治具の移動方向)へ変えるが、ガラス板加工システムにθ軸サーボモータやその軸の回転力を折割カッターホルダーに伝達する伝達部材(プーリやベルト等)を設置しなければならず、システムの小型化や省エネ化、低コスト化を図ることができない。更に、折割加工においてθ軸サーボモータの軸を回転させて折割カッターホイールの転動方向をガラス板の縁部の仮想端切線の延びる方向(折割治具の移動方向)と同一にしなければならず、端切線の形成の度毎にθ軸サーボモータを用いて折割カッターホイールの転動方向を変える必要があり、折割加工の短時間化及び効率化を図ることができない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
坂東機工株式会社
折割装置
3か月前
株式会社フジクラ
シール装置
28日前
個人
ガラス加工方法
3日前
日本電気硝子株式会社
ガラス材及び磁気光学素子
2か月前
中島産業株式会社
金属ガラス複合体
28日前
日本電気硝子株式会社
結晶化ガラス及び磁性素子コア材
2か月前
日本電気硝子株式会社
ガラス物品の製造方法
1か月前
AGC株式会社
車両用フロントガラスとその製造方法
1か月前
AGC株式会社
車両用フロントガラスとその製造方法
18日前
株式会社オハラ
光学ガラス、及び光学素子
1か月前
日本電気硝子株式会社
ガラス板の製造方法
1か月前
日本電気硝子株式会社
ガラス物品の製造方法
2か月前
日本電気硝子株式会社
ガラス製品の製造方法
1か月前
日本電気硝子株式会社
ガラス物品の製造方法
1か月前
デンカ株式会社
延焼防止材、組電池及び自動車
10日前
日本電気硝子株式会社
ガラス組成物、封着材料及び封着材料ペースト
1か月前
住友電気工業株式会社
光ファイバの製造方法
12日前
古河電気工業株式会社
気化装置及び気化方法
24日前
日本電気硝子株式会社
ビスマス系ガラス粉末及びこれを用いた複合粉末
24日前
日本電気硝子株式会社
積層窓ユニット
24日前
AGC株式会社
感光性ガラスおよびその製造方法
4日前
住友電気工業株式会社
光ファイバ用母材の製造方法
1か月前
住友電気工業株式会社
光ファイバ用母材の製造方法
1か月前
住友電気工業株式会社
ガラス微粒子堆積体の製造装置
17日前
AGC株式会社
化学強化ガラスおよびカバーガラス
1か月前
AGC株式会社
水性分散液、強化透明基材及び強化透明部材の製造方法
24日前
日本電気硝子株式会社
ガラス物品の製造装置および製造方法
24日前
日本電気硝子株式会社
ガラス物品の製造方法
28日前
パナソニックIPマネジメント株式会社
光学素子の製造方法および光学素子
12日前
AGC株式会社
ガラス物品の製造方法及びガラス物品
2か月前
日本電気硝子株式会社
医薬用ガラス容器
1か月前
古河電気工業株式会社
光ファイバ心線および光ファイバ心線の製造方法
1か月前
ビトロ フラット グラス エルエルシー
低光透過率のグレーガラス
28日前
AGC株式会社
ガラス
3日前
日本電気硝子株式会社
ガラスフィラメント群分割用治具、及びガラス繊維の製造方法
2か月前
AGC株式会社
ガラス板
3日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ