TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024164651
公報種別
公開特許公報(A)
公開日
2024-11-27
出願番号
2023080292
出願日
2023-05-15
発明の名称
射出成形機および射出成形機の制御方法
出願人
株式会社日本製鋼所
代理人
弁理士法人筒井国際特許事務所
主分類
B29C
45/76 20060101AFI20241120BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】エネルギーの利用効率を高めて射出成形機の省エネルギー化を図る。
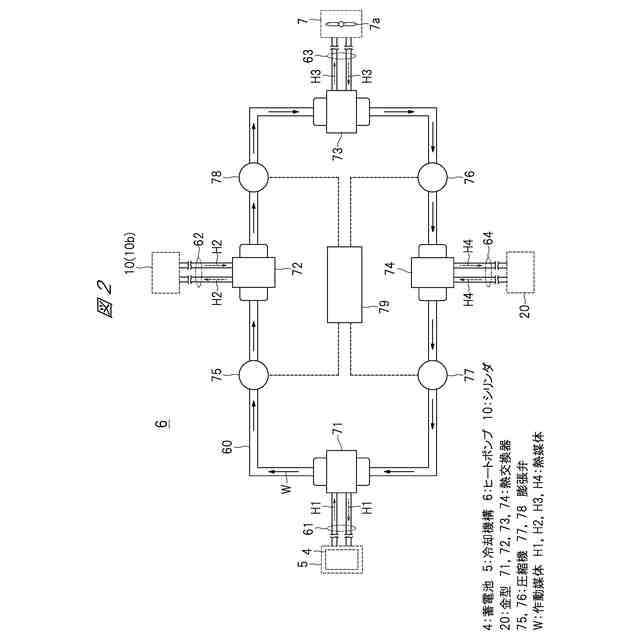
【解決手段】射出成形機はヒートポンプ6を有する。ヒートポンプ6は、膨張弁77で膨張された作動媒体Wと蓄電池4を冷却する冷却機構5から熱を吸収した熱媒体H1との熱交換を行う熱交換器71と、熱交換器71で熱交換された作動媒体Wを圧縮する圧縮機75と、圧縮機75によって圧縮された作動媒体Wとシリンダ10に熱を放出した熱媒体H2との熱交換を行う熱交換器72と、熱交換器72で熱交換された作動媒体Wを膨張させる膨張弁78と、膨張弁78で膨張された作動媒体Wと空気から熱を吸収した熱媒体H3との熱交換を行う熱交換器73と、熱交換器73で熱交換された作動媒体Wを圧縮する圧縮機76と、圧縮機76によって圧縮された作動媒体Wと金型20に熱を放出した熱媒体H4との熱交換を行う熱交換器74と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
成形材料を加熱して溶融させるシリンダと、前記シリンダの内部で回転し、前記成形材料を混練するスクリュとを備える射出装置と、
前記シリンダから押し出された前記成形材料が注入される金型が取り付けられる型締装置と、
充放電可能な蓄電池と、
前記蓄電池を冷却する冷却機構と、
作動媒体を循環させ、前記作動媒体と複数の熱媒体との間で熱を移動させるヒートポンプと、を有し、
前記ヒートポンプは、
前記作動媒体を膨張させる第1膨張弁と、
前記第1膨張弁で膨張された前記作動媒体と、前記冷却機構から熱を吸収した前記熱媒体の一つとの熱交換を行う第1熱交換器と、
前記第1熱交換器で熱交換された前記作動媒体を圧縮する第1圧縮機と、
前記第1圧縮機によって圧縮された前記作動媒体と、前記シリンダに熱を放出した前記熱媒体の他の一つとの熱交換を行う第2熱交換器と、
前記第2熱交換器で熱交換された前記作動媒体を膨張させる第2膨張弁と、
前記第2膨張弁で膨張された前記作動媒体と、空気から熱を吸収した前記熱媒体のさらに他の一つとの熱交換を行う第3熱交換器と、
前記第3熱交換器で熱交換された前記作動媒体を圧縮する第2圧縮機と、
前記第2圧縮機によって圧縮された前記作動媒体と、前記型締装置に取り付けられた前記金型に熱を放出した前記熱媒体のさらに他の一つとの熱交換を行う第4熱交換器と、を備える、射出成形機。
続きを表示(約 730 文字)
【請求項2】
請求項1に記載の射出成形機において、
前記シリンダの長手方向一方側に、ホッパと連通する供給口が設けられ、
前記第2熱交換器で熱交換される前記熱媒体は、前記供給口が設けられている前記シリンダの長手方向一方側と前記第2熱交換器との間を往復する、射出成形機。
【請求項3】
請求項2に記載に射出成形機において、
前記蓄電池の温度は、第1温度に維持され、
前記金型の温度は、前記第1温度よりも高い第2温度に維持され、
前記シリンダの長手方向一方側の温度は、前記第1温度よりも高く、前記第2温度よりも低い第3温度に維持される、射出成形機。
【請求項4】
請求項1に記載の射出成形機において、
前記蓄電池は、前記スクリュを駆動する電動機に電力を供給する、射出成形機。
【請求項5】
シリンダおよびスクリュを備える射出装置と、金型が取り付けられた型締装置と、冷却機構によって冷却される充放電可能な蓄電池と、ヒートポンプと、を有する射出成形機の制御方法であって、
前記ヒートポンプを制御して、前記蓄電池の温度,前記金型の温度および前記シリンダの長手方向一方側の温度の少なくとも一つを調整する温調制御を行う、射出成形機の制御方法。
【請求項6】
請求項5に記載の射出成形機の制御方法において、
前記温調制御では、前記蓄電池の温度を第1温度に維持し、前記金型の温度を前記第1温度よりも高い第2温度に維持し、前記シリンダの長手方向一方側の温度を前記第1温度よりも高く、前記第2温度よりも低い第3温度に維持する、射出成形機の制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、射出成形機および射出成形機の制御方法に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
所望形状の樹脂部品や金属部品(以下“成形品”と総称する場合がある。)を形成する射出成形機が知られている。従来の射出成形機の一つは、各部に必要な電力を供給する電源として、蓄電池を備えている。
【0003】
特開2020-069756号公報(特許文献1)には、蓄電池から供給される直流電圧で作動可能な電動射出成形機が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2020-069756号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
エネルギーの利用効率を高めて射出成形機の省エネルギー化を図ることが望まれる。
【0006】
その他の課題と新規な特徴は、本明細書の記述および添付図面から明らかになるであろう。
【課題を解決するための手段】
【0007】
一実施の形態によれば、射出成形機は、作動媒体を循環させ、作動媒体と複数の熱媒体との間で熱を移動させるヒートポンプを有する。ヒートポンプは、作動媒体を膨張させる第1膨張弁と、第1膨張弁で膨張された作動媒体と蓄電池を冷却する冷却機構から熱を吸収した熱媒体の一つとの熱交換を行う第1熱交換器と、第1熱交換器で熱交換された作動媒体を圧縮する第1圧縮機と、第1圧縮機によって圧縮された作動媒体とシリンダに熱を放出した熱媒体の他の一つとの熱交換を行う第2熱交換器と、第2熱交換器で熱交換された作動媒体を膨張させる第2膨張弁と、第2膨張弁で膨張された作動媒体と空気から熱を吸収した熱媒体のさらに他の一つと熱交換を行う第3熱交換器と、第3熱交換器で熱交換された作動媒体を圧縮する第2圧縮機と、第2圧縮機によって圧縮された作動媒体と、型締装置に取り付けられた金型に熱を放出した熱媒体のさらに他の一つとの熱交換を行う第4熱交換器と、を備える。
【発明の効果】
【0008】
一実施の形態によれば、射出成形機の省エネルギー化が実現される。
【図面の簡単な説明】
【0009】
一実施の形態の射出成形機の構成を示す模式図である。
一実施の形態のヒートポンプの構成を示す模式図である。
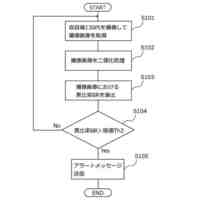
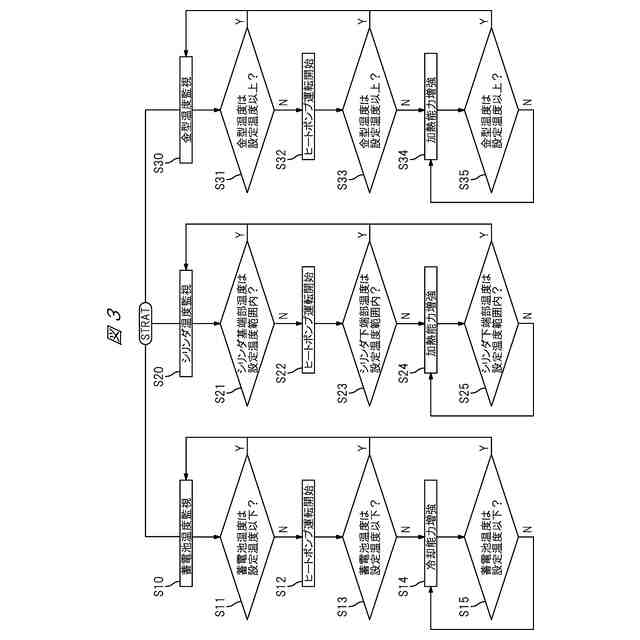
温調制御の手順の一例を示すフローチャートである。
【発明を実施するための形態】
【0010】
以下、一実施の形態について図面を参照しながら詳細に説明する。なお、実施の形態を説明するために参照する全ての図面において、同一または実質的に同一の機能を有する部材や機器などには同一の符号を付す。また、一度説明した部材や機器などについては、原則として繰り返しの説明は行わない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
吹出しノズル
3か月前
シーメット株式会社
光造形装置
2か月前
CKD株式会社
型用台車
2か月前
株式会社日本製鋼所
押出機
4か月前
グンゼ株式会社
ピン
2か月前
個人
射出ミキシングノズル
4か月前
株式会社FTS
ロッド
1か月前
個人
樹脂可塑化方法及び装置
1か月前
株式会社シロハチ
真空チャンバ
4か月前
株式会社FTS
成形装置
2か月前
株式会社神戸製鋼所
混練機
13日前
株式会社リコー
画像形成システム
2か月前
株式会社FTS
セパレータ
27日前
東レ株式会社
溶融押出装置および押出方法
1か月前
トヨタ自動車株式会社
3Dプリンタ
2か月前
個人
ノズルおよび熱風溶接機
1か月前
日東工業株式会社
インサート成形機
2か月前
株式会社ニフコ
樹脂製品の製造方法
4か月前
日本プラスト株式会社
嵌合構造
4か月前
株式会社日本製鋼所
射出成形機
2か月前
株式会社コスメック
磁気クランプ装置
1か月前
株式会社FTS
ブローニードル
3か月前
東レ株式会社
ペレット製造時の制御システム
5日前
株式会社カネカ
再生アクリル樹脂の製造方法
4か月前
中川産業株式会社
防火板材の製造方法
2か月前
トヨタ自動車株式会社
電池の製造方法
2か月前
三光合成株式会社
ガス排出供給構造体
4か月前
株式会社日本製鋼所
射出成形機
3か月前
三菱ケミカル株式会社
複合物品の製造方法。
4か月前
株式会社コスメック
磁気クランプ装置
5日前
東レ株式会社
ゴルフクラブシャフトの製造方法
20日前
村田機械株式会社
作業台
2か月前
花王株式会社
再生樹脂の製造方法
2か月前
グンゼ株式会社
樹脂フィルムの回収方法
3か月前
住友重機械工業株式会社
金型装置
1か月前
タカハタプレシジョン株式会社
監視装置
21日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ