TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024157994
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023072733
出願日
2023-04-26
発明の名称
クランプ装置
出願人
マツモト機械株式会社
代理人
個人
,
個人
主分類
B23Q
3/06 20060101AFI20241031BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、厚みの異なる一または複数のワークを均等な圧力でクランプすることができるクランプ装置を提供することを目的とする。
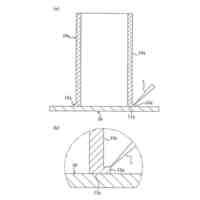
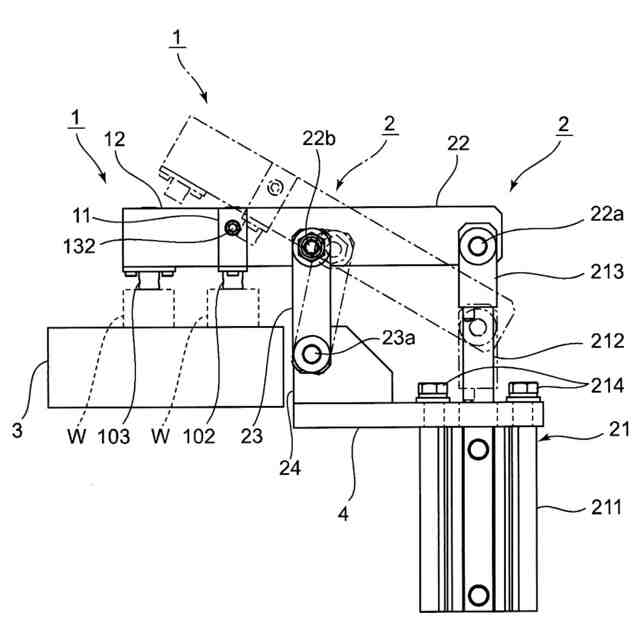
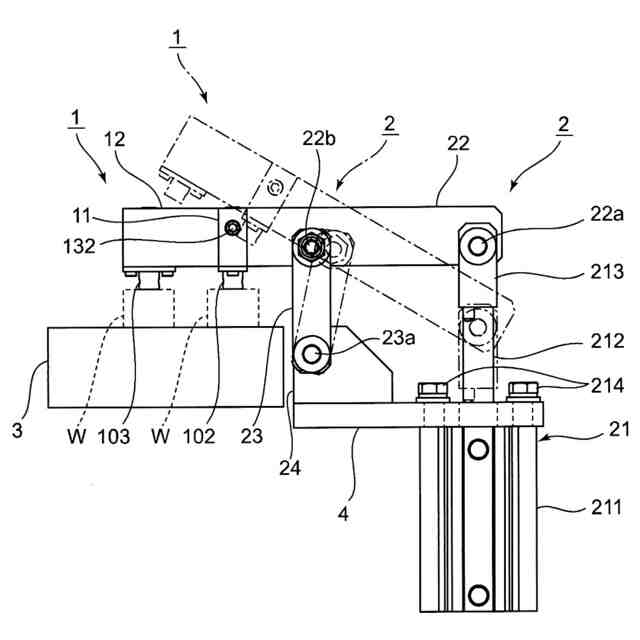
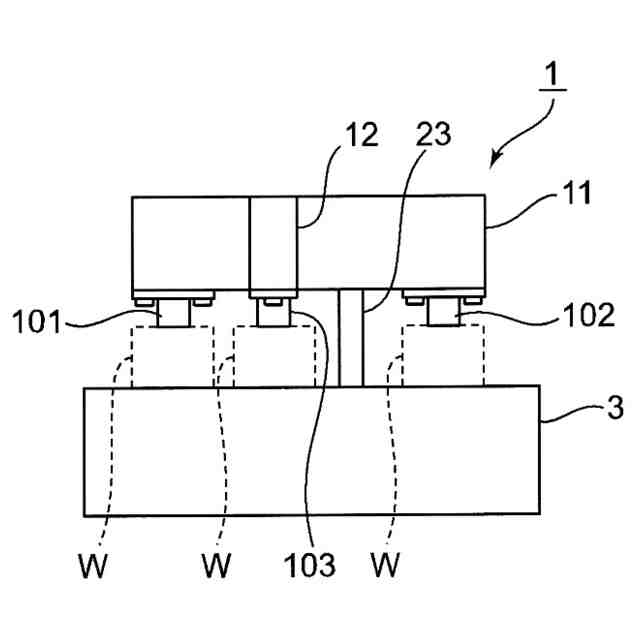
【解決手段】所定のワークWをクランプするクランプ部材1と、該クランプ部材1をワークWに対して近接離間方向に移動させる駆動機構2とを備える。クランプ部材1は、ワークWを押圧する複数のプランジャ101~103と、各ブランジャー101~103を昇降可能に収容する複数の収容空間111~113と、各収容空間111~113に連通する流体充填路121、122と、流体充填路121、122と各収容空間111~113に充填された流体Fとを有する。
【選択図】図3
特許請求の範囲
【請求項1】
所定のワークをクランプするクランプ部材と、該クランプ部材をワークに対して近接離間方向に移動させる駆動機構とを備えたクランプ装置であって、
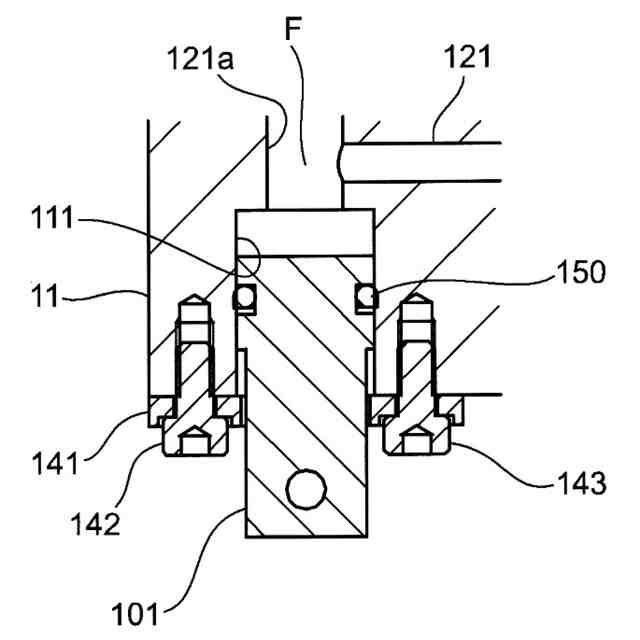
前記クランプ部材は、ワークを押圧する複数のプランジャと、前記各ブランジャーを昇降可能に収容する複数の収容空間と、前記各収容空間に連通する流体充填路と、前記流体充填路と前記各収容空間に充填された流体とを有することを特徴とするクランプ装置。
続きを表示(約 710 文字)
【請求項2】
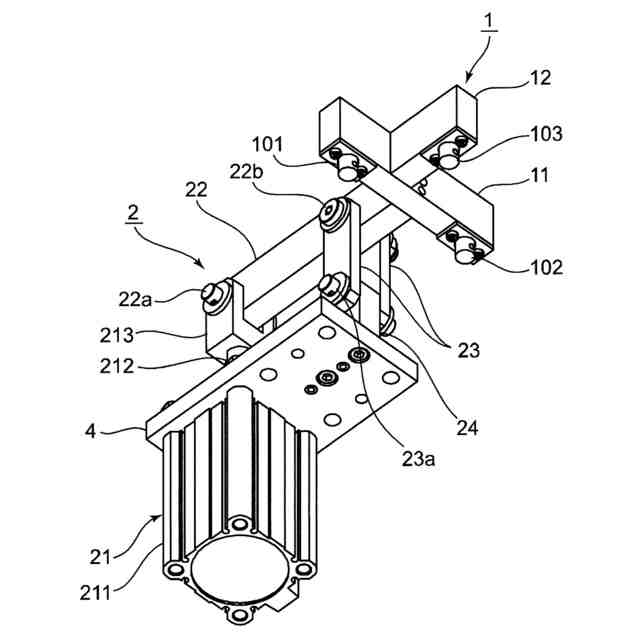
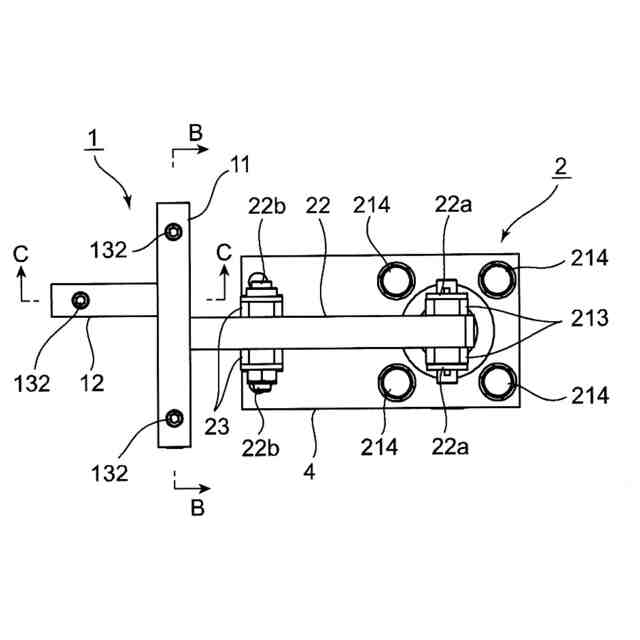
前記クランプ部材は、ワークの幅方向に延びる第1のクランプ部材を備え、
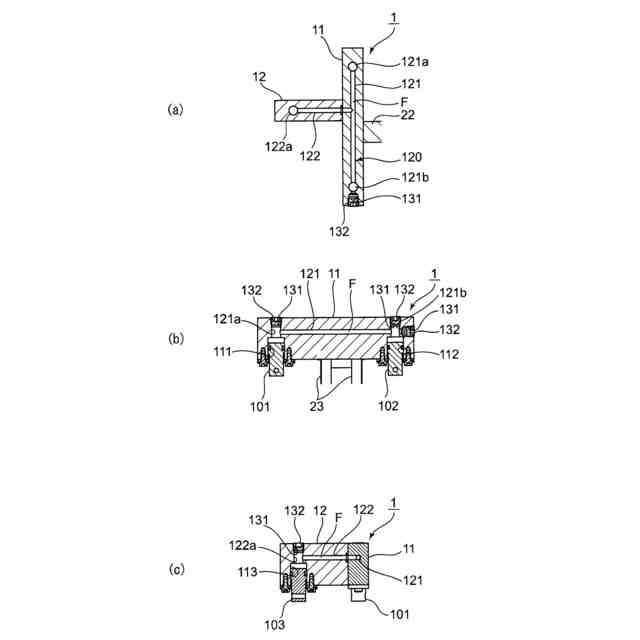
前記第1のクランプ部材は、第1のプランジャと第1の収容空間が一方端部に設けられるとともに、第2のプランジャと第2の収容空間が他方端部に設けられ、前記第1の収容空間と前記第2の収容空間に連通する第1の流体充填路が設けられている請求項1に記載のクランプ装置。
【請求項3】
前記クランプ部材は、前記第1のクランプ部材の中間部から前記第1のクランプ部材に交差する方向に延びる第2のクランプ部材を備え、
前記第2のクランプ部材は、第3のプランジャと第3の収容空間が前記第1のクランプ部材とは反対側の端部に少なくとも設けられ、前記第3の収容空間と前記第1の流体充填路に連通する第2の流体充填路が設けられている請求項2に記載のクランプ装置。
【請求項4】
前記クランプ部材は、前記流体充填路に連通する充填口と、該充填口を閉蓋するキャップ部材とを備える請求項1に記載のクランプ装置。
【請求項5】
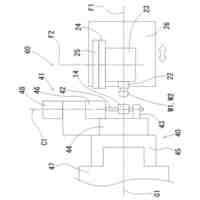
前記駆動機構は、
シリンダとピストンロッドからなるシリンダ機構と、
一端部が前記クランプ部材に接続され、かつ他端部が前記シリンダ機構の前記ピストンロッドに接続されたアーム部材と、
前記アーム部材を回動可能に支承するリンク部材とを備え、
前記シリンダ機構における前記シリンダに対する前記ピストンロッドの伸縮動作に応じてアーム部材がリンク部材を支点としながら回動することによってクランプ部材がワークに対して近接離間方向に移動する請求項1に記載のクランプ装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークをクランプするためのクランプ装置に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来より、製品の製造現場等において、クランプ装置によりワークをクランプした上、種々の加工や処理が行わることがある。このクランプ装置は、一般にクランプ台にワークを載置したあと、駆動機構によりクランプ部材をワーク側に移動させ、クランプ台とクランプ部材の間においてワークをクランプする(例えば、特許文献1,2参照)。
【0003】
そして、クランプ装置の中には、一のワークを多点で同時にクランプしたり、あるいは複数のワークを同時に挟んで固定するために、クランプ部材に複数のプランジャを設ける場合がある。このプランジャは、一般にはゴムなどの弾性部材で構成されており、ワークをクランプする際、プランジャが有する弾性力を利用しながらワークを適度な力でクランプする。
【先行技術文献】
【特許文献】
【0004】
特開昭56-105104号公報
特開昭49-106699号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、一のワークの厚みがクランプ箇所によって異なる場合や、複数の各ワークの厚みが互いに異なる場合、クランプ部材におけるプランジャとワークの接触が足りなかったり、あるいはプランジャとワークが過度に接触する虞があるため、クランプ部材の各プランジャをワークの厚みに応じて異なる高さに変える作業が必要となって、ワークに対する作業効率が低下するという問題があった。
【0006】
もとより、プランジャをバネ等で付勢することによりクランプ部材に対して昇降可能な構成にすることも考えられるが、ワークの厚みが大きい部分ではバネ力が大きくなるに伴ってプランジャのワークに対する圧力が増大する一方、ワークの厚みが小さい部分はバネ力が必然的に小さくなることに伴ってプランジャのワークに対する圧力が減少するため、クランプ部材によりワークを均等な圧力でクランプすることができないという問題があった。
【0007】
本発明は、上述の問題に鑑みてなされたものであり、厚みの異なる一または複数のワークを均等な圧力でクランプすることができ、ひいてはワークに対する作業効率が向上することが可能なクランプ装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、上記目的を達成するために、所定のワークをクランプするクランプ部材と、該クランプ部材をワークに対して近接離間方向に移動させる駆動機構とを備えたクランプ装置であって、前記クランプ部材は、ワークを押圧する複数のプランジャと、前記各ブランジャーを昇降可能に収容する複数の収容空間と、前記各収容空間に連通する流体充填路と、前記流体充填路と前記各収容空間に充填された流体とを有することを特徴とする。
【0009】
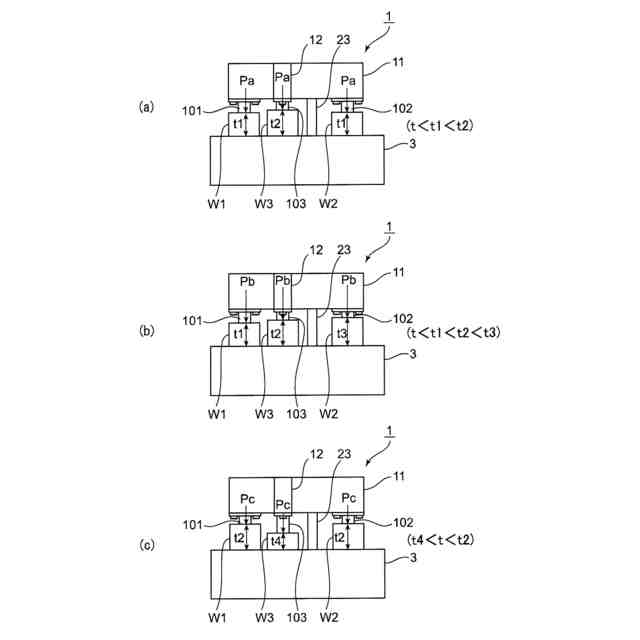
これによれば、駆動機構によりクランプ部材がワークに対して所定の近傍位置まで移動してワークを挟んで固定した際、クランプ部材に設けられた各プランジャがワークの厚みに応じて収容空間内で所定の位置まで昇降し、収容空間の流体から受ける圧力によりワークを押圧する。このとき、各プランジャは、流体充填路および各収容空間に充填されている同一の流体を通じて互いに連動しながら繋がった状態になっているため、当該同一の流体から同一の圧力を受けながらワークを押圧し、装置全体としてワークを均等な圧力でクランプすることができる。
【0010】
また、前記クランプ部材は、ワークの幅方向に延びる第1のクランプ部材を備え、前記第1のクランプ部材は、第1のプランジャと第1の収容空間が一方端部に設けられるとともに、第2のプランジャと第2の収容空間が他方端部に設けられ、前記第1の収容空間と前記第2の収容空間に連通する第1の流体充填路が設けられてもよい。これによれば、厚みの異なる一ないし複数のワークを幅方向に離れた少なくとも2カ所において均等な圧力でクランプすることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
6日前
株式会社FUJI
工作機械
7日前
個人
複合金属回転式ホーン
6日前
トヨタ自動車株式会社
検査方法
16日前
トヨタ自動車株式会社
積層コア
28日前
株式会社ツガミ
工作機械
16日前
トヨタ自動車株式会社
取付装置
6日前
株式会社トーキン
溶接用トーチ
12日前
株式会社ツガミ
工作機械
5日前
株式会社メドメタレックス
ドリル
27日前
株式会社オーエム製作所
工作機械
19日前
株式会社不二越
歯車加工機
1か月前
株式会社FUJI
自動化用パレット
1か月前
サムテック株式会社
加工物製造方法
27日前
トヨタ自動車株式会社
位相測定方法
27日前
株式会社ダイヘン
溶接トーチ
5日前
株式会社ダイヘン
溶接トーチ
5日前
三菱電機株式会社
ねじ取り出し装置
20日前
株式会社関本管工
エルボ管保持装置
12日前
株式会社不二越
工具の製造方法
28日前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
DMG森精機株式会社
工作機械
16日前
津田駒工業株式会社
バリ取り用スピンドル装置
6日前
株式会社ダイヘン
2重シールドティグ溶接方法
6日前
株式会社ダイヘン
2重シールドティグ溶接方法
29日前
トヨタ自動車株式会社
スパッタ検出方法
1か月前
トヨタ自動車株式会社
冷却器の製造方法
1か月前
株式会社不二越
超硬合金製ドリル
20日前
三恵技研工業株式会社
金属部品の製造方法
1か月前
北井産業株式会社
ギヤ切削加工装置
1か月前
三菱マテリアル株式会社
表面被覆切削工具
27日前
株式会社不二越
スカイビングカッタ
1か月前
株式会社WEL-KEN
ティーチングツール
1か月前
トヨタ自動車株式会社
銅切削屑の一体化方法
12日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
6日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ