TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024150402
公報種別
公開特許公報(A)
公開日
2024-10-23
出願番号
2024037271
出願日
2024-03-11
発明の名称
転がり軸受の外輪を保持するフランジ体の製造方法
出願人
エヌティエヌ・ヨーロッパ
,
NTN EUROPE
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
F16C
35/077 20060101AFI20241016BHJP(機械要素または単位;機械または装置の効果的機能を生じ維持するための一般的手段)
要約
【課題】少ない工程数で保持フランジ体を製造する方法の提供。
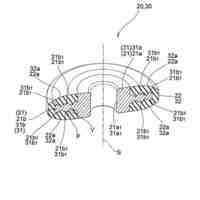
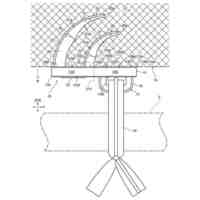
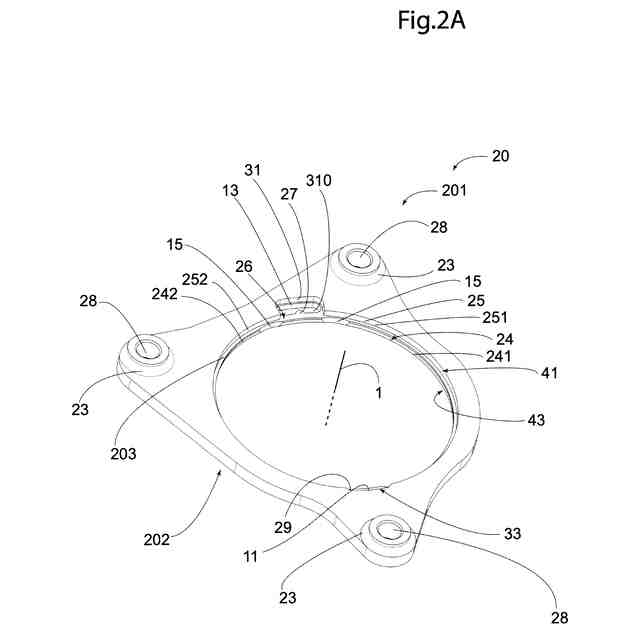
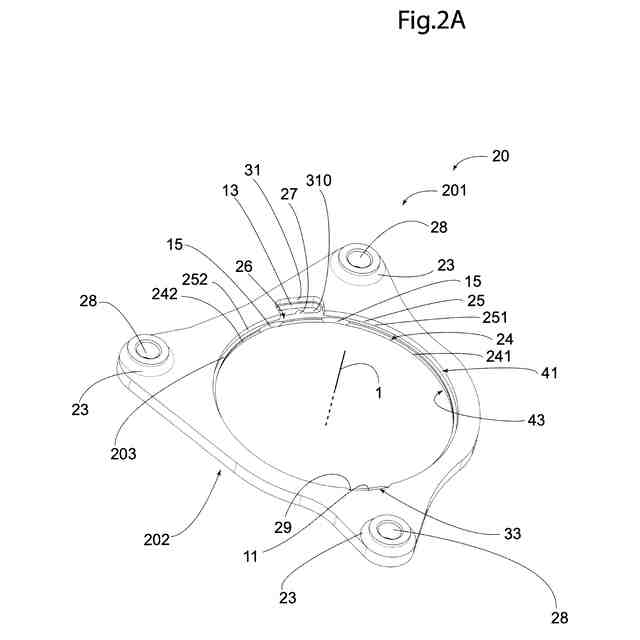
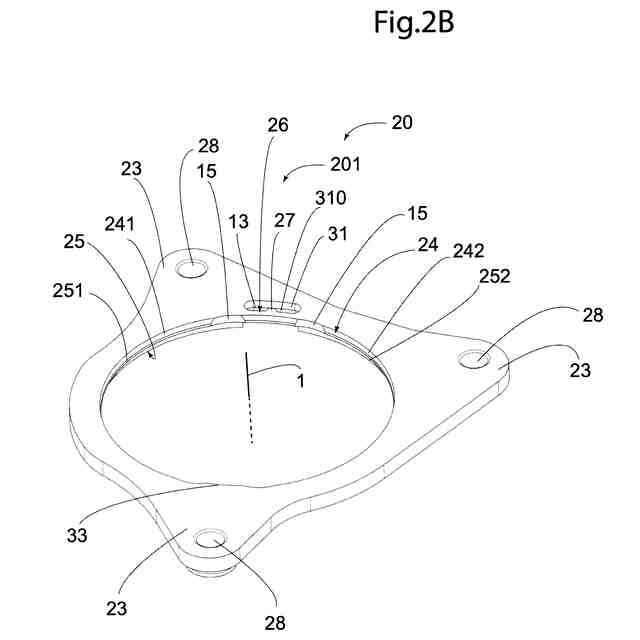
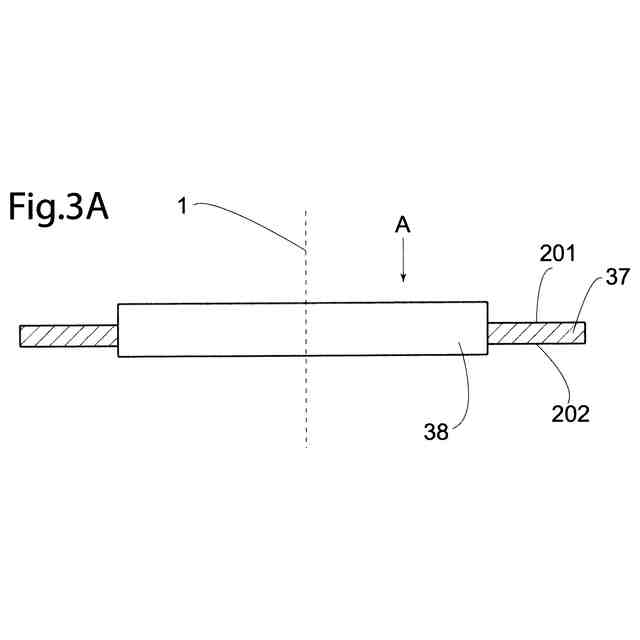
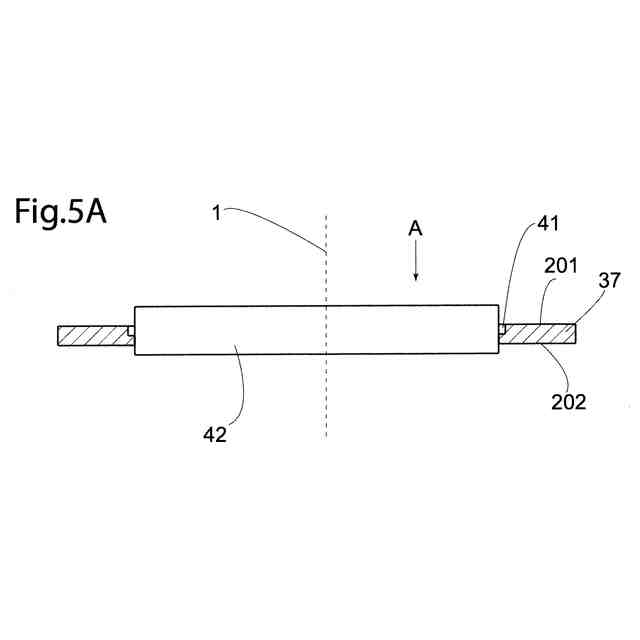
【解決手段】プレートと直交する基準軸1に沿って、第1のツールを、正面201から進入方向Aにプレートよりも小さい中間深さだけ進入させることで、最初に正面側幾何エンべロップ41よりも内側に位置した素材が、保持フランジ体20の前記中間深さと裏面202との間の軸方向に位置する、ブランク材幾何エンべロップによって画定された空間内に押しやられる。次に、基準軸1に沿って、第2のツールを、進入方向Aに進入させて、プレートが裏面側幾何エンべロップを有する最終孔部24を形成するように穿孔されて、裏面側幾何エンべロップは、基準軸1と直交する平面に投影すると、径方向で正面側幾何エンべロップ41よりも内側に且つブランク材幾何エンべロップよりも外側に位置する。
【選択図】図2A
特許請求の範囲
【請求項1】
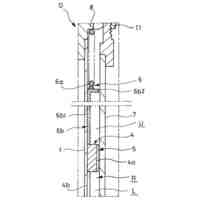
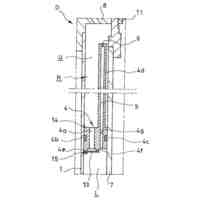
転がり軸受(12)の外輪(14)の溝(22)に挿入されるように意図された保持フランジ体(20)を、正面(201)と反対側の裏面(202)との間で測定された板厚を有するメタルプレート(37)から製造する方法において、
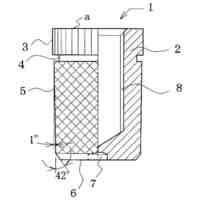
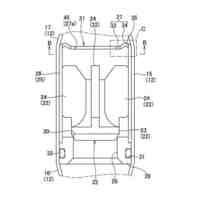
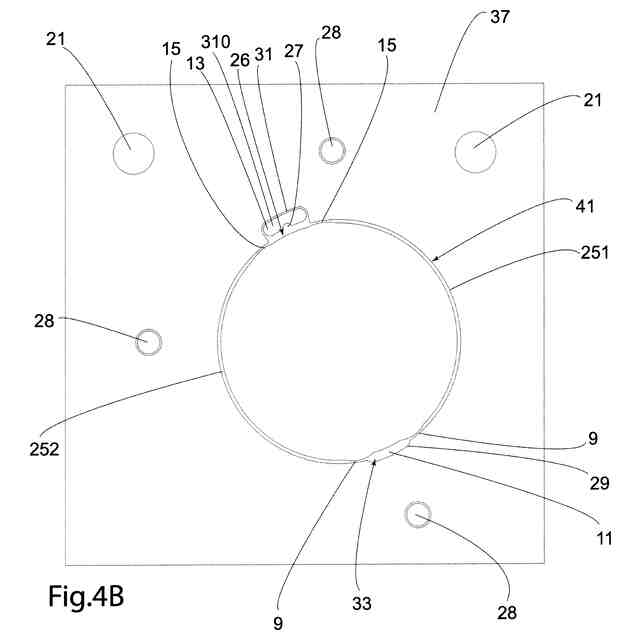
-前記プレート(37)と直交する基準軸(1)に沿って、第1のツール(40)を、前記正面(201)から、進入方向(A)に、前記プレート厚(37)よりも小さい中間深さだけ進入させる工程であって、最初に正面側幾何エンべロップ(41)よりも内側に位置していた素材が、前記第1のツール(40)よりも前記進入方向(A)の先に位置する、ブランク材幾何エンべロップ(39)によって画定された空間内に押しやられて、前記ブランク材幾何エンべロップ(39)は、前記基準軸と直交する平面に投影すると、前記正面側幾何エンべロップ(41)よりも内側に位置し、前記正面側幾何エンべロップ(41)は、前記基準軸(1)を中心とした少なくとも2つの円筒状部(251,252)を含み、前記円筒状部(251,252)に対して基準軸(1)の反対側に放射状に突出する少なくとも1つのホールデング・ノッチ(29)及びアセンブリ・ノッチ(31)によって隔てられている工程と、
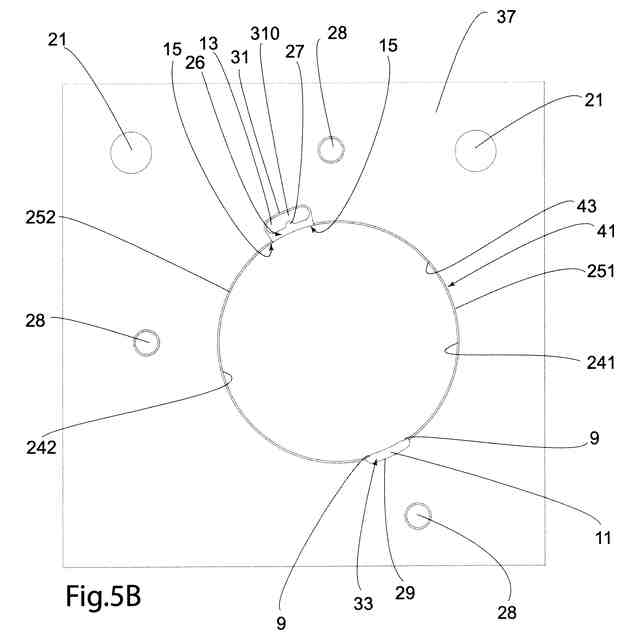
-前記基準軸(1)に沿って、第2のツール(42)を、前記進入方向(A)に進入させる工程であって、前記プレート(37)が、裏面側幾何エンべロップ(43)を有する最終孔部(24)を形成するように穿孔されて、前記裏面側幾何エンべロップ(43)は、前記基準軸(1)と直交する平面に投影すると、径方向で前記正面側幾何エンべロップ(41)よりも内側に且つ前記ブランク材幾何エンべロップ(39)よりも外側に位置している、工程と、の少なくとも2つの工程を備えることを特徴とする、製造方法。
続きを表示(約 1,700 文字)
【請求項2】
請求項1に記載の製造方法において、さらに、
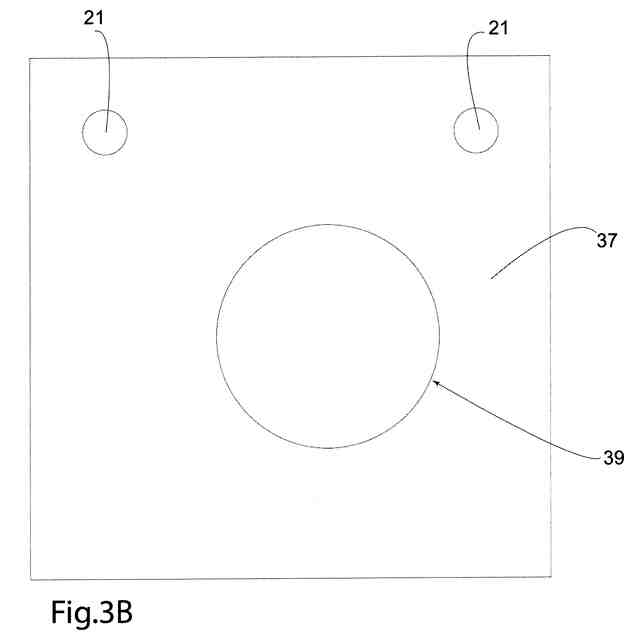
前記基準軸(1)に沿って、ブランクツール(38)が、前記正面(201)から、前記進入方向(A)に進入することで、前記プレート(37)を穿孔し、前記基準軸(1)を取り囲む前記ブランク材幾何エンべロップ(39)を輪郭とするブランク孔部を形成する、前処理工程、を備えることを特徴とする、製造方法。
【請求項3】
請求項1または2に記載の製造方法において、前記正面側幾何エンべロップ(41)の前記アセンブリ・ノッチ(31)に対し、前記基準軸(1)に沿って穿孔が行われて、孔(310)と、該孔(310)と前記裏面側幾何エンべロップ(43)との間の、塑性変形可能なアセンブリメンバー(26)と、を形成することを特徴とする、製造方法。
【請求項4】
請求項1から3のいずれか一項に記載の製造方法において、前記裏面側幾何エンべロップ(43)が、前記基準軸(1)を中心とした円筒状部(241,242)を含み、2つの該円筒状部(241,242)が、前記裏面側幾何エンべロップ(43)の第1の特異部(11)の両側に位置しており、前記第1の特異部(11)は、前記プレート(37)の厚みよりも小さい厚みの、前記裏面側幾何エンべロップ(43)の前記円筒状部(241,242)よりも前記基準軸(1)側へと径方向に突設された舌部(33)を形成するように、前記ホールデング・ノッチ(29)と径方向に並んで位置していることを特徴とする、製造方法。
【請求項5】
請求項4に記載の製造方法において、前記第1の特異部(11)が、該第1の特異部(11)の両側に位置した前記2つの円筒状部(241,242)と前記舌部(33)との間の接続領域(9)を含み、該接続領域(9)は、前記第1の特異部(11)の両側に位置した前記円筒状部(241,242)よりも径方向外側に延在していることを特徴とする、製造方法。
【請求項6】
請求項4または5に記載の製造方法において、前記裏面側幾何エンべロップ(43)が、該裏面側幾何エンべロップ(43)の前記円筒状部のうちの隣接する2つの円筒状部(241,242)間に位置して前記アセンブリ・ノッチ(31)と径方向に並んだ少なくとも第2の特異部(13)を有しており、該第2の特異部(13)が、前記隣接する2つの円筒状部(241,242)との接続領域(15)を含み、前記第2の特異部(13)の該接続領域(15)が、
-径方向で前記裏面側幾何エンべロップ(43)の前記円筒状部(241,242)よりも外側に、軸方向で前記裏面側幾何エンべロップ(43)の厚みにわたって延在しているか、あるいは、
-径方向で前記裏面側幾何エンべロップ(43)の前記円筒状部(241,242)よりも外側に、軸方向で前記保持フランジ体(20)の厚みの全体にわたって延在している、ことを特徴とする、製造方法。
【請求項7】
請求項1から6のいずれか一項に記載の製造方法において、前記正面側幾何エンべロップ(41)が、正反対に位置した合計2つの円筒状部(251,252)、ならびに該正面側幾何エンべロップ(41)のこれら2つの円筒状部(251,252)を隔てる、正反対に位置したホールデング・ノッチ(29)及びアセンブリ・ノッチ(31)を有することを特徴とする、製造方法。
【請求項8】
請求項1から7のいずれか一項に記載の製造方法において、前記穿孔が、打抜きによって行われることを特徴とする、製造方法。
【請求項9】
請求項1から8のいずれか一項に記載の製造方法において、前記素材が、スタンピングによって押しやられることを特徴とする、製造方法。
【請求項10】
請求項1から9のいずれか一項に記載の製造方法において、前記プレート(37)の前記正面側幾何エンべロップ(41)よりも径方向外側で、製造工程時に前記プレート(37)を保持するのに用いられる保持孔(21)と、取付孔(28)とが、前記プレート(37)から切り分けられることを特徴とする、製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
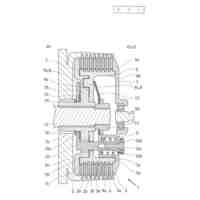
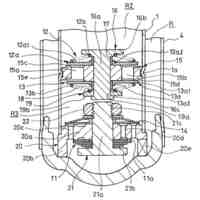
本発明は、転がり軸受の外輪を保持するフランジ体の製造方法、該方法により得られる保持フランジ体、およびこのような保持フランジ体を組み込んだ回転ガイドアセンブリに関する。
続きを表示(約 2,800 文字)
【0002】
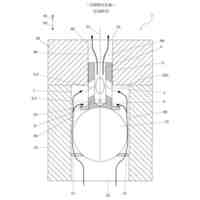
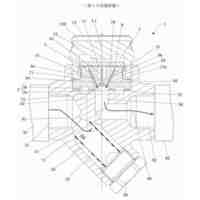
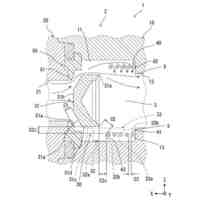
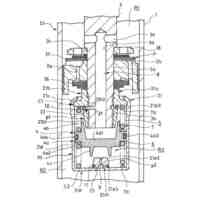
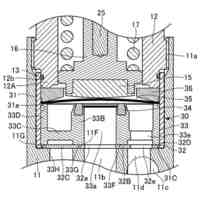
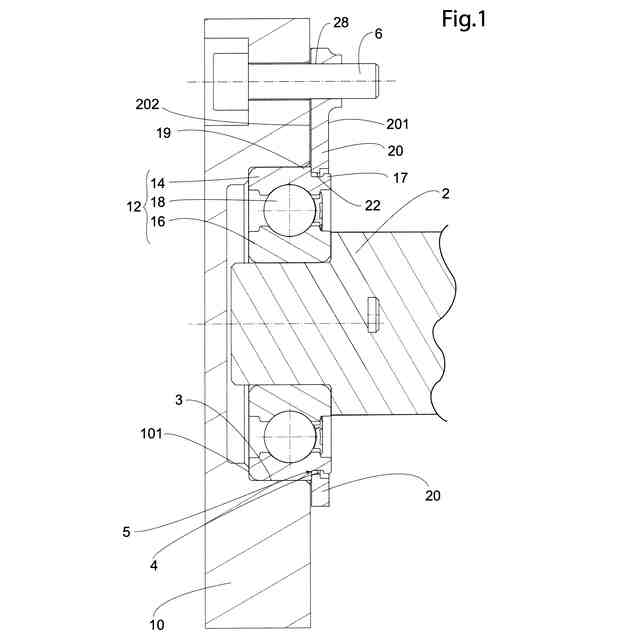
本発明は、より詳細には、例えば自動車のギアボックスケースやモータケース、特には電気モータケース等のケース内への転がり軸受の取付け時に、該転がり軸受の外輪を維持し且つガイドすることが可能な保持フランジ体に適用される。このような保持フランジ体は、ギアボックスの組立後も機能を奏しているとは限らない。
【背景技術】
【0003】
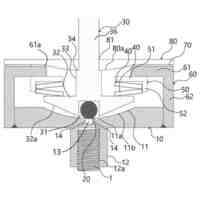
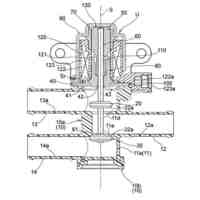
FR 3032500(特許文献1)には、転がり軸受の外輪の溝に保持フランジ体を組み付ける方法であって、該溝が、上記輪のうちの第1の直径を有する前方面から上記輪のうちの上記第1の直径よりも大きい第2の直径を有する後方面までにかけて形成された方法が記載されている。上記保持フランジ体は、上記第1の直径と第2の直径との間の径を持つ孔部、該孔部の直径から径方向内方に突出する取付ラグ、および取付前状態と取付後状態との間で径方向に変形可能な少なくとも1つの組付部材を有する。上記保持フランジ体を転がり軸受の外輪に組み付けるには、上記溝内に上記取付ラグを配置した後、上記組付部材を径方向に変形させて、その少なくとも一部を上記溝内に配置する。この組付体は、上記保持フランジ体の内側でベアリング・リングが動くことが出来るように、十分な機能的クリアランスを必ず維持する必要がある。実際、この種の保持フランジ体を用いると、ケース内に転がり軸受を手探りで簡単に取り付けることができる。転がり軸受を軸に、そして、保持フランジ体を該軸受の外輪に装着した後、このようにして形成された仮組立体を、ギアボックスケース内に手探りで挿入する。ケースの底板の取付孔に挿通させたねじ又はねじ付き棒状体を、保持フランジ体のねじ孔に螺合させる。すると、転がり軸受の外輪に間接的に軸方向力が加わり、この目的のためにケースの底板に設けられた凹部内へと該外輪を位置決めさせつつ、特には、同凹部内で該外輪を調節しつつ又は同凹部に焼き嵌めしつつ、該フランジ体を最終位置へと徐々に移行させることができる。この組立段階では、転がりベアリング・リングと保持フランジ体との間にクリアランスを設けることが重要であり、これにより、ベアリング・リングに十分な位置決め自由度を与えて焼き嵌め凹部内での心合わせを確実に行わせると共に、保持フランジ体に回転自由度を与えて、上記ねじ又は上記ねじ付き棒状体に軸方向の力のみをギャランティすることができ、該ねじ又は該ねじ付き棒状体が剪断かつ/あるいは屈曲しないような取付けが確実となる。
【0004】
上記保持フランジ体は、硬度を良好なものにするために厚みが比較的大きくなっており、スタンピング工程とプレス切断工程とで製作されるように意図されている。しかし、プレス切断がきれいに行われるのはプレートの厚みの一部のみであって、むしろ、該プレートの厚みの別の一部では破断が生じがちであることから、プレートの厚みの全体にわたって上記孔部の寸法のコントロールを行うことが難しい。結果として、製造公差や組付公差のため、保持フランジ体と転がり軸受の外輪との間で所望の動きの自由度を確保することができていない。
【先行技術文献】
【特許文献】
【0005】
仏国特許出願公開第3032500号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、先行技術の欠点を打開し、限られたオペレーションで前述の種類の保持フランジ体を製造する方法を提案することを目的としている。得られる保持フランジ体は、組立時の前述の課題を抑えることができる。
【課題を解決するための手段】
【0007】
この目的のために、本発明の第1の態様では、転がり軸受の外輪の溝に挿入されるように意図された保持フランジ体を、メタルプレートの前面と背面との間で測定された板厚を有するメタルプレートから製造する方法において、
-前記プレートと直交する基準軸に沿って、第1のツールを、前記正面から、進入方向に、前記プレートの厚みよりも小さい中間深さまで進入させる工程であって、最初に正面側幾何エンべロップよりも内側に位置していた素材が、前記第1のツールよりも前記進入方向の先に位置する、ブランク材幾何エンべロップによって画定された空間内に押しやられて、前記ブランク材幾何エンべロップは、前記基準軸と直交する平面に投影すると、前記正面側幾何エンべロップよりも内側に位置し、前記正面側幾何エンべロップは、前記基準軸を中心とした少なくとも2つの円筒状部を含み、該少なくとも2つの円筒状部は、前記基準軸とは反対側へと該円筒状部から径方向に突設された少なくとも1つのホルデング・ノッチ及び組付用切欠部によって隔てられている、工程と、
-前記基準軸に沿って、第2のツールを、前記進入方向に進入させる工程であって、前記プレートが、裏面側幾何エンべロップを有する最終孔部を形成するように穿孔されて、前記裏面側幾何エンべロップは、前記基準軸と直交する平面に投影すると、径方向で前記正面側幾何エンべロップよりも内側に且つ前記ブランク材幾何エンべロップよりも外側に位置している、工程と、
の少なくとも2つの工程を備えることを特徴とする、製造方法を提案する。
【0008】
この定義において、ブランク材幾何エンべロップ、フロント幾何エンべロップおよびリア幾何エンべロップは、本明細書をとおして、3つとも閉じた面である。
【0009】
前記第1のツールによる進入後、前記フランジ体のブランク材は、前記正面側幾何エンべロップよりも内側に位置した部分の、該正面側幾何エンべロップと前記ブランク材幾何エンべロップとの間に、前記プレートの最初の厚みと前記第1のツールの進入深さとの差に相当する厚みを有している。つまり、前記第2のツールの進入による前記最終孔部の切削は、前記プレートの最初の厚みよりも小さい厚みにわたって行われる。これにより、切削後の破断作用が著しく抑えられるので、前記最終孔部の寸法をより良く管理することが可能になる。
【0010】
結果として得られる保持フランジ体は、前記最終孔部の外周の、前記正面側幾何エンべロップと前記裏面側幾何エンべロップとの間の空間内に、前記プレートの最初の厚みと前記第1のツールの進入深さとの差に相当する薄肉部を有する。好ましくは、この薄肉部は、前記外輪に形成された前記保持フランジ体のための前記溝の幅よりも必ず薄くなるように選択される。前記保持フランジ体のうち、前記プレートの最初の厚みから変わらない部分は、前記正面側幾何エンべロップよりも径方向外方にあり、この公称的位置では、転がり軸受の外輪と接触する恐れがない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
流路体
17日前
個人
クラッチ装置
21日前
個人
保持機
3か月前
個人
免震留具
2か月前
個人
振り子式免震装置
3か月前
株式会社フジキン
配管
5か月前
個人
固着具と成形品部材
14日前
藤井電工株式会社
フック
3か月前
個人
ネジの緩み防止装置
3か月前
株式会社アイシン
駆動装置
17日前
個人
緩み防止ナット
4か月前
カヤバ株式会社
緩衝器
2か月前
カヤバ株式会社
緩衝器
28日前
株式会社テイエルブイ
排気弁
4か月前
カヤバ株式会社
緩衝器
28日前
株式会社テイエルブイ
自動弁
3か月前
株式会社ミクニ
弁装置
今日
株式会社ミクニ
弁装置
今日
横浜ゴム株式会社
管継手
5か月前
株式会社不二工機
電動弁
20日前
矢崎化工株式会社
連結具
28日前
株式会社キッツ
逆止め弁
4か月前
カヤバ株式会社
緩衝装置
今日
株式会社不二工機
逆止弁
13日前
日動電工株式会社
保持具
3か月前
株式会社不二工機
電磁弁
3か月前
未来工業株式会社
固定体
2か月前
株式会社フジキン
バルブ
4か月前
株式会社不二工機
電動弁
3か月前
個人
配管用エルボカバー
3か月前
株式会社三五
ドライブシャフト
5か月前
株式会社ナベル
直動機構
2か月前
スズキ株式会社
防振装置
5か月前
株式会社不二工機
電動弁
5か月前
株式会社ナジコ
自在継手
7日前
井関農機株式会社
作業車両
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ