TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024138803
公報種別
公開特許公報(A)
公開日
2024-10-09
出願番号
2023049498
出願日
2023-03-27
発明の名称
格子状構造体および格子状構造体の製造方法
出願人
東レ株式会社
代理人
主分類
B64C
1/00 20060101AFI20241002BHJP(航空機;飛行;宇宙工学)
要約
【課題】
本発明は、簡易的に製造可能なハニカムコアでありながら、軽量でありつつもセル壁が座屈し難い、すなわち、圧縮強度が高い格子状構造体を提供することを目的とする。
【解決手段】
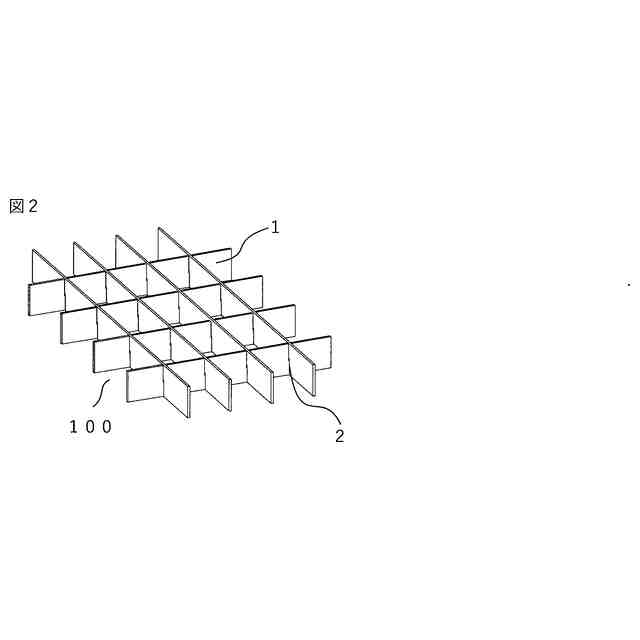
強化繊維を含む材料からなる、長辺の一辺または両辺にて開口し、短辺に対して略平行に延在した切り欠き部を櫛歯状に複数有する、櫛歯型で、かつ長方形状の板状部材を複数有し、
前記複数の板状部材が、前記切り欠き部にて互いに交差して嵌合することで形成される、格子状構造体であって、
前記嵌合した箇所の少なくとも一部において、少なくとも一方の板状部材が、他方の板状部材により圧縮された状態で、両の板状部材が互いに把持されている、格子状構造体。
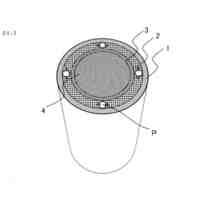
【選択図】図3
特許請求の範囲
【請求項1】
強化繊維を含む材料からなる、長辺の一辺または両辺にて開口し、短辺に対して略平行に延在した切り欠き部を櫛歯状に複数有する、櫛歯型で、かつ長方形状の板状部材を複数有し、
前記複数の板状部材が、前記切り欠き部にて互いに交差して嵌合することで形成される、格子状構造体であって、
前記嵌合した箇所の少なくとも一部において、少なくとも一方の板状部材が、他方の板状部材により圧縮された状態で、両の板状部材が互いに把持されている、格子状構造体。
続きを表示(約 1,100 文字)
【請求項2】
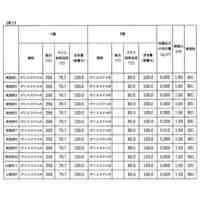
前記圧縮された状態の板状部材の少なくとも一つは、厚さ方向の圧縮弾性率が0.001GPa以上であり、かつ、前記圧縮された箇所において、厚さ方向の圧縮率の最大値が5%以上60%以下である、請求項1に記載の格子状構造体。
【請求項3】
前記圧縮された状態の板状部材の板厚は、全範囲において0.5mm以下である、請求項2に記載の格子状構造体。
【請求項4】
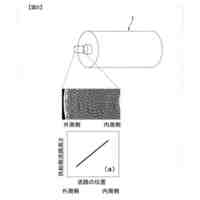
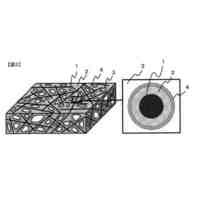
少なくとも一部の前記板状部材が、樹脂(Cr)によって被覆された繊維(Cf)の集合体により構成される多孔質構造部を有する、請求項3に記載の格子状構造体。
【請求項5】
前記多孔質構造部の細孔は、水銀圧入法により測定される平均細孔直径が500μm以下である、請求項4に記載の格子状構造体。
【請求項6】
前記繊維(Cf)は、数平均繊維長が1mm以上50mm以下の不連続繊維である、請求項4または5に記載の格子状構造体。
【請求項7】
前記繊維(Cf)は、繊維方向の引張弾性率が100GPa以上である、請求項4に記載の格子状構造体。
【請求項8】
前記樹脂(Cr)が、ポリアリーレンスルフィド、ポリエーテルイミド、ポリエーテルスルホン、ポリスルホン、ポリアリーレンエーテルケトン、エポキシ樹脂、フェノール樹脂、ベンゾオキサジン樹脂、BTレジン樹脂、シアネートエステル樹脂、ビスマレイミド樹脂およびポリイミド樹脂から選ばれるいずれかを含む、請求項4に記載の格子状構造体。
【請求項9】
強化繊維を含む材料からなる、長辺の一辺または両辺にて開口し、短辺に対して略平行に延在した切り欠き部を櫛歯状に複数有する、櫛歯型で、かつ長方形状の板状部材を複数準備する工程と、
前記複数の板状部材を、前記切り欠き部にて互いに交差するように嵌合させ、格子状構造体を形成させる工程と、
少なくとも一方の板状部材を加熱膨張させ、前記嵌合した箇所の少なくとも一部において、他方の板状部材の切り欠き部により圧縮された状態とし、両の板状部材を互いに把持させる工程と、を含む、格子状構造体の製造方法。
【請求項10】
前記板状部材は、強化繊維と熱可塑性樹脂を含み、無負荷状態において、常温から前記樹脂の溶融温度以上に加熱された際に1.2倍以上膨張するものであり、
前記複数の板状部材を、前記切り欠き部にて互いに交差するように嵌合させ、格子状構造体を形成させる工程以前は、常温で実施し、
前記加熱膨張させる工程は、樹脂の溶融温度以上で実施する、請求項9に記載の格子状構造体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、製造コストと圧縮強度の高さを両立させた格子状構造体に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
ハニカムコアは、セル壁にて区画形成された中空柱状の多数のセルの平面的集合体であり、ここでのハニカムコアとは、ハチの巣に代表される六角形の細密充填構造のものだけでなく、中空柱状のセル構造を規則的に隣接配置した集合体すべてを対象とする。その特徴は、重量比強度、平面精度(特に、ハニカムサンドイッチパネルとして使用した場合)に優れる、という特性を備えている。特に、強化繊維を含む材料で構成されるハニカムコアは、軽量性に一段と優れる。また、強化繊維を含む材料で構成されるハニカムコアは、他の材料を用いたハニカムコアと同様、いわゆる“コルゲート方式”や“展張方式”にて製造される。コルゲート方式では、シート状の母材を波板に加工し、重ね合わせ、波の頂点部同士を上下で接着することによりハニカム形状を成形する。展張方式では、シート状の母材に一定のピッチで条線状に接着剤を塗布し、塗布された接着剤の間隔が半ピッチずつずれるように母材を重ね合わせ、接着・固化した後に、重ねた方向に引っ張って引き延ばすことで、ハニカム形状を成形する。これらの製法により製造されたハニカムコアは、多くの場合、両開口端面に平板が接合されたハニカムサンドイッチパネルとされ、その高強度、高剛性等を生かし、例えば航空機のエンジンカバー等として使用されている。
【0003】
しかし、上記の製造方法(コルゲート方式・展張方式)は、接着剤を使用するため、コアの重量が増加し、重量比強度が低下する。また、接着剤の使用量を低減させるためには、高精度の塗布と位置合わせ装置技術が必要となり、製造コストが嵩む。そこで、接着剤を使わない技術(特許文献1)として、熱可塑性のシートを波型に固定し、熱溶着により、コアを製造する技術がある。しかしこの方式では、熱接着の際に壁面に圧力を加える必要があり、細かなセルの一つ一つに対してこの作用を加えることができる高効率の機構を達成することが、極めて難しい。それに対して特許文献2には、接着剤を使わない方法として、櫛歯状をなす平面部材同士を、切り込み部分が交差するように組み合わせることで製造可能なハニカムコアが開示されている。この製法では、櫛歯状をなす平面部材の切り込みの幅が、嵌め合わせた平面部材の板厚より大きくすることが推奨されている。
【先行技術文献】
【特許文献】
【0004】
国際公開第1997/16304号
特開2021-79547号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献2に記載の発明では、上記の通り、平面部材の切り込みの幅が、嵌め合わせた平面部材の板厚より大きい、すなわち嵌合部に隙間があるため、平面部材同士の位置が固定されず、柱状セル構造の鉛直方向に対して、セルの壁面が傾いた状態になりやすくハニカムコアの柱状セル構造の鉛直方向に圧縮力が加わった際に、セル壁が座屈を起こしやすく、ハニカムコアの圧縮強度が低いものとなる。
【0006】
そこで本発明は、簡易的に製造可能なハニカムコアでありながら、軽量でありつつもセル壁が座屈し難い、すなわち、圧縮強度が高い格子状構造体を提供することを目的とする。
【課題を解決するための手段】
【0007】
このような課題を解決する本発明の技術的手段は、次のとおりである。
1.第1の発明は、強化繊維を含む材料からなる、長辺の一辺または両辺にて開口し、短辺に対して略平行に延在した切り欠き部を櫛歯状に複数有する、櫛歯型で、かつ長方形状の板状部材を複数有し、前記複数の板状部材が、前記切り欠き部にて互いに交差して嵌合することで形成される、格子状構造体であって、前記嵌合した箇所の少なくとも一部において、少なくとも一方の板状部材が、他方の板状部材により圧縮された状態で、両の板状部材が互いに把持されている、格子状構造体である。
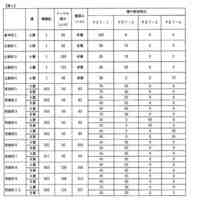
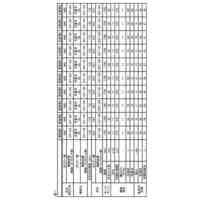
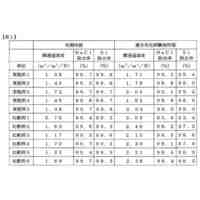
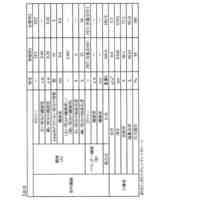
2.さらに、第2の発明は、第1の発明に係る格子状構造体において、前記圧縮された状態の板状部材の少なくとも一つは、厚さ方向の圧縮弾性率が0.001GPa以上であり、かつ、前記圧縮された箇所において、厚さ方向の圧縮率の最大値が5%以上60%以下であることを特徴とする。
3.さらに、第3の発明は、第1または第2の発明に係る格子状構造体において、前記圧縮された状態の板状部材の板厚は、全範囲において0.5mm以下であることを特徴とする。
4.さらに、第4の発明は、第1~第3のいずれかの発明に係る格子状構造体において、少なくとも一部の前記板状部材が、樹脂(Cr)によって被覆された繊維(Cf)の集合体により構成される多孔質構造部を有することを特徴とする。
5.さらに、第5の発明は、第4の発明に係る格子状構造体において、前記多孔質構造部の細孔は、水銀圧入法により測定される平均細孔直径が500μm以下であることを特徴とする。
6.さらに、第6の発明は、第4または第5の発明に係る格子状構造体において、前記繊維(Cf)は、数平均繊維長が1mm以上50mm以下の不連続繊維であることを特徴とする。
7.さらに、第7の発明は、第4~第6のいずれかの発明に係る格子状構造体において、前記繊維(Cf)は、繊維方向の引張弾性率が100GPa以上であることを特徴とする。
8.さらに、第8の発明は、第4~第7のいずれかの発明に係る格子状構造体において、 前記樹脂(Cr)が、ポリアリーレンスルフィド、ポリエーテルイミド、ポリエーテルスルホン、ポリスルホン、ポリアリーレンエーテルケトンエポキシ樹脂、フェノール樹脂、ベンゾオキサジン樹脂、BTレジン樹脂、シアネートエステル樹脂、ビスマレイミド樹脂およびポリイミド樹脂から選ばれるいずれかを含むことを特徴とする。
9.さらに、第9の発明は、格子状構造体の製法に係るものであって、強化繊維を含む材料からなる、長辺の一辺または両辺にて開口し、短辺に対して略平行に延在した切り欠き部を櫛歯状に複数有する、櫛歯型で、かつ長方形状の板状部材を複数準備する工程と、前記複数の板状部材を、前記切り欠き部にて互いに交差するように嵌合させ、格子状構造体を形成させる工程と、少なくとも一方の板状部材を加熱膨張させ、前記嵌合した箇所の少なくとも一部において、他方の板状部材の切り欠き部により圧縮された状態とし、両の板状部材を互いに把持させる工程と、を含む製法である。
【発明の効果】
【0008】
本発明により、簡易的に製造可能な、圧縮強度に優れた格子状構造体を得ることが出来る。
【図面の簡単な説明】
【0009】
板状部材1
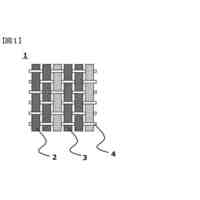
格子状構造体100の斜視図
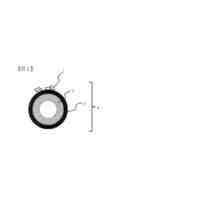
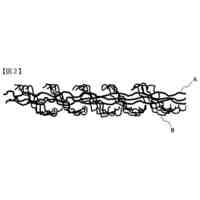
格子状構造体200の斜視図および拡大された多孔質構造部の模式図
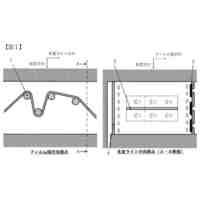
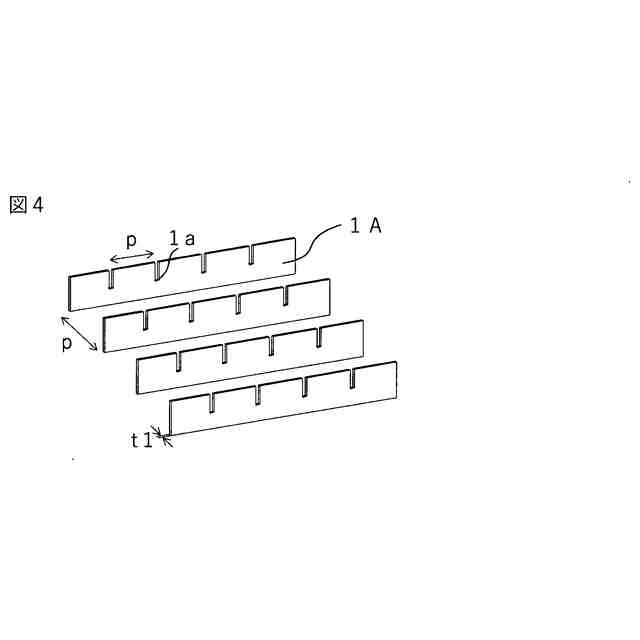
格子状構造体300を製造するための第一の工程にて、複数の板状部材1Aが互いに平行に並べられた状態を示す斜視図
格子状構造体300を製造するための第二の工程にて、板状部材1Aに板状部材1Bが嵌め合わせられた状態を示す斜視図
格子状構造体300を製造するための第三の工程にて、板状部材が膨張し、格子状構造体300として得られた状態を示す斜視図
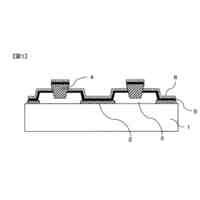
(1)CFRPから構成される板状部材2Aおよび(2)板状部材1Aと2Aを組み合わせてなる格子状構造体400の斜視図
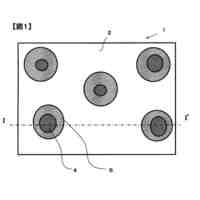
所定の構成に係る格子状構造体400の上面図
別の構成に係る格子状構造体400の上面図
別の構成に係る格子状構造体400の上面図
別の構成に係る格子状構造体400の上面図
別の構成に係る格子状構造体400の上面図
水平断面が平行四辺形の多角筒から構成される格子状構造体500の上面図
板状部材1D、板状部材1E
正三角筒から構成される格子状構造体600の上面図
【発明を実施するための形態】
【0010】
以下、図面を参照しながら、実施形態に係る格子状構造体について説明する。なお、以下の説明は発明の実施形態を例示するものであり、本発明はこれに限定して解釈されるものではなく、本発明の目的・効果を逸脱しない範囲で種々の変更が可能であるとともに、これらの特定の実施形態についての説明は、上位概念としての本発明の説明としても理解し得るものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
織物
10日前
東レ株式会社
シート
23日前
東レ株式会社
分離膜
16日前
東レ株式会社
防刃材
1か月前
東レ株式会社
積層構造体
2か月前
東レ株式会社
水電解用隔膜
12日前
東レ株式会社
積層フィルム
1か月前
東レ株式会社
積層フィルム
4日前
東レ株式会社
複合仮撚加工糸
1か月前
東レ株式会社
フィルムロール
1か月前
東レ株式会社
液体展開用シート
1か月前
東レ株式会社
有機EL表示装置
24日前
東レ株式会社
生体成分吸着材料
23日前
東レ株式会社
フィルムの製造方法
16日前
東レ株式会社
ポリエステルフィルム
1か月前
東レ株式会社
有機粒子およびフィルム
24日前
東レ株式会社
芯鞘複合モノフィラメント
24日前
東レ株式会社
フィルム及びその製造方法
9日前
東レ株式会社
ポリエステル樹脂の製造方法
24日前
東レ株式会社
編物、詰め物および繊維製品
18日前
東レ株式会社
光学用ポリエステルフィルム
1か月前
東レ株式会社
スパイラル分離膜エレメント
1か月前
東レ株式会社
構造部材およびその製造方法
24日前
東レ株式会社
複合半透膜およびその製造方法
1か月前
東レ株式会社
二軸配向ポリエステルフィルム
1か月前
東レ株式会社
ペレット製造時の制御システム
1か月前
東レ株式会社
ゴルフクラブシャフトの製造方法
1か月前
東レ株式会社
不織布およびエアフィルター濾材
1か月前
東レ株式会社
ポリエステルフィルムの製造方法
3日前
東レ株式会社
二軸配向積層フィルムの製造方法
24日前
東レ株式会社
ポリエステル樹脂組成物の製造方法
1か月前
東レ株式会社
ポリエステルフィルムとその製造方法
10日前
東レ株式会社
積層フィルム、センサー、およびテープ
9日前
東レ株式会社
積層フィルム、センサー、およびテープ
9日前
東レ株式会社
積層フィルム、センサー、およびテープ
9日前
東レ株式会社
ナイロン6樹脂組成物およびその製造方法
24日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ