TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024135068
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023045577
出願日
2023-03-22
発明の名称
基板種グループ化装置、基板種グループ化方法及びプログラム
出願人
日本電気株式会社
,
NECプラットフォームズ株式会社
代理人
個人
,
個人
主分類
H05K
13/02 20060101AFI20240927BHJP(他に分類されない電気技術)
要約
【課題】基板種の生産を効率化する。
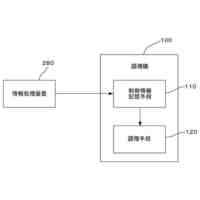
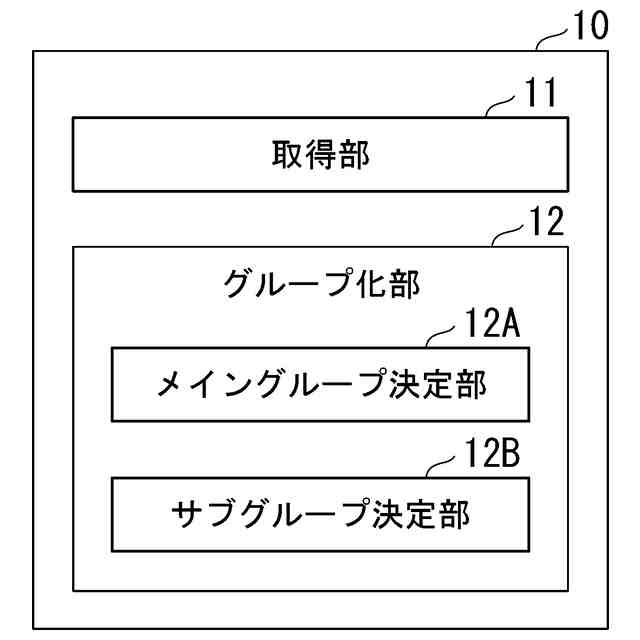
【解決手段】基板種グループ化装置は、台車に設置した部品を表面実装して生産される基板種毎の生産時間と、表面実装する部品の種類を示した基板種毎の部品種情報と、台車に一度に設置可能な最大設置部品種数と、を取得する取得部と、前記取得部によって取得された前記部品種情報と前記最大設置部品種数とに基づいて基板種をメイングループにグループ化するメイングループ化部と、前記取得部によって取得された前記生産時間と前記部品種情報と前記最大設置部品種数とに基づいて前記メイングループ化部によってグループ化されたメイングループをサブグループにグループ化するサブグループ化部と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
台車に設置した部品を表面実装して生産される基板種毎の生産時間と、表面実装する部品の種類を示した基板種毎の部品種情報と、台車に一度に設置可能な最大設置部品種数と、を取得する取得部と、
前記取得部によって取得された前記部品種情報と前記最大設置部品種数とに基づいて基板種をメイングループにグループ化するメイングループ化部と、
前記取得部によって取得された前記生産時間と前記部品種情報と前記最大設置部品種数とに基づいて前記メイングループ化部によってグループ化されたメイングループをサブグループにグループ化するサブグループ化部と、
を備える基板種グループ化装置。
続きを表示(約 1,100 文字)
【請求項2】
前記サブグループ化部は、
夫々のサブグループに属する1以上の基板種の部品種数が、サブグループ間において平準化するようサブグループにグループ化する
請求項1に記載の基板種グループ化装置。
【請求項3】
前記サブグループ化部は、
夫々のサブグループに属する1以上の基板種の合計の生産時間が、サブグループ間において平準化するようサブグループにグループ化する
請求項1又は請求項2に記載の基板種グループ化装置。
【請求項4】
前記サブグループ化部は、
メイングループにグループ化されている基板種の部品のうち表面実装される基板種数が多い部品を除外した非共通部品の平均の部品種数である平均非共通部品種数と、メイングループにグループ化されている基板種の平均の生産時間である平均生産時間と、を算出し、
夫々のサブグループに属する1以上の基板種の非共通部品種数が、前記平均非共通部品種数に補正値を加えた数以下となり、かつ、夫々のサブグループに属する1以上の基板種の合計生産時間が、前記平均生産時間に補正値を加えた時間以下となるようにサブグループにグループ化する
請求項1に記載の基板種グループ化装置。
【請求項5】
台車に設置した部品を表面実装して生産される基板種毎の生産時間と、表面実装する部品の種類を示した基板種毎の部品種情報と、台車に一度に設置可能な最大設置部品種数と、を取得する取得ステップと、
前記取得ステップによって取得された前記部品種情報と前記最大設置部品種数とに基づいて基板種をメイングループにグループ化するメイングループ化ステップと、
前記取得ステップによって取得された前記生産時間と前記部品種情報と前記最大設置部品種数とに基づいて前記メイングループ化ステップによってグループ化されたメイングループをサブグループにグループ化するサブグループ化ステップと、
を有する基板種グループ化方法。
【請求項6】
コンピュータを、
台車に設置した部品を表面実装して生産される基板種毎の生産時間と、表面実装する部品の種類を示した基板種毎の部品種情報と、台車に一度に設置可能な最大設置部品種数と、を取得する取得手段、
前記取得手段によって取得された前記部品種情報と前記最大設置部品種数とに基づいて基板種をメイングループにグループ化するメイングループ化手段、
前記取得手段によって取得された前記生産時間と前記部品種情報と前記最大設置部品種数とに基づいて前記メイングループ化手段によってグループ化されたメイングループをサブグループにグループ化するサブグループ化手段、
として機能させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、基板種グループ化装置、基板種グループ化方法及びプログラムに関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
SMT(Surface mount technology;表面実装)工程の搭載機では、ある基板種(基板)の実装が終了したら搭載機から全ての台車を取り外した後、次に実装する基板種で使用する台車を取り付けるが、1基板種で数百種類の部品(部品種)を使用することもあり(つまり、生産に使用する部品種数(部品の種類数)が数百の基板種も存在し)、全台車への部品取り付けに時間を要する。このため、ある基板種の実装と並行して、次に実装する基板種で使用する部品を台車へ取り付ける作業(外段取り)を行うことで生産への影響を低減することが行われている。例えば、特許文献1には、部品共通度(共通部品種数/グループ化する基板種の総部品種数)の高い基板種同士を、部品(フィーダ)が台車へ搭載可能な限りグループ化するといった方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2022-041160号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、多品種少量生産の進展により1基板種あたりの実装時間が上記外段取りの時間より短くなり、特許文献1の方法のような関連する方法では、作業完了待ちが発生して生産効率が低下する。
【0005】
特許文献1の方法では、2つの基板種を夫々の部品の共通度を用いて当該2つの基板種のグループ化の適否を判断するが、あるステップにおいて2つの基板種をグループ化にした場合、以降のステップではグループ全体と他の基板種との共通度を用いて当該グループへの他の基板種のグループ化の適否を判断するため、1つのグループへ多くの基板種がグループ化されやすく、グループ間で生産時間や部品種数(外段取り時間に影響)にばらつきが生じやすい。あるグループの基板種を生産中に次のグループの基板種に必要な外段取りを完了させれば外段取り待ちは生じないが、グループ間で生産時間や部品種数にばらつきがあると、グループ全体として常にあるグループの基板種を生産中に次のグループの基板種に必要な外段取りを完了させることが難しく(全ての外段取りの場面において外段取り待ちが生じないように帳尻を合わせることが難しく)、必要以上に外段取り待ちが発生しやすい。
【0006】
関連技術について具体例を用いて説明する。
図23~図26は、関連技術を説明するための説明図である。
図23(A)に示すように、5種類の基板種(基板種A、B、C、D、E)があるものとする。基板種Aは7種類の部品(部品1、2、3、4、5、6、7)を使用して生産され、生産時間は1.5時間であるものとする。基板種Bは6種類の部品(部品1、2、3、4、7、8)を使用して生産され、生産時間は1.0時間であるものとする。基板種Cは6種類の部品(部品1、2、5、6、9、10)を使用して生産され、生産時間は0.5時間であるものとする。基板種Dは7種類の部品(部品1、2、3、4、11、12、13)を使用して生産され、生産時間は0.5時間であるものとする。基板種Eは5種類の部品(部品1、2、14、15、16)を使用して生産され、生産時間は1.0時間であるものとする。また、搭載機に設置可能な台車数は2台、台車1台に設置可能な部品種数は5であるものとする。また、1部品の台車からの取外時間は200秒、1部品の台車への取付時間は600秒である。つまり、1部品の作業時間は800秒(200秒+600秒)である。作業者は、1名であるものとする。
なお、実際の生産では1基板種あたり数十から数百種類の部品を使用するが、図23(A)(図8(A)も同様)では、説明の便宜上(説明の簡素化のため)、夫々の基板種の生産に使用する部品種数を5乃至7としている。台車1台に設置可能な部品種数等についても同様である。
【0007】
図23(A)の場面において、特許文献1に方法は、第1ステップとして、部品共通度が最も高い基板種Aと基板種Bの組み合わせが(図24(A)参照)、2台の台車に設置可能であるため(部品種数は10以下の8)、基板種Aと基板種Bとを同一メイングループ且つ同一サブグループとする。基板種Aと基板種Bとが属するグループをメイングループ1内のサブグループ1とする。なお、基板種Aと基板種Bの部品共通度は、基板種A及び基板種Bに両方に使用される部品(部品1、2、3、4、7)の部品種数5を基板種A又は基板種Bの少なくとも一方に使用される部品(部品1、2、3、4、5、6、7、8)の部品種数8で割って得られる。また、同一メイングループ且つ同一サブグループの基板種A及び基板種Bを「基板種AB」と表記し、以降は、1つの基板種であるものとして部品共通度を判断する。
【0008】
第2ステップとして、部品共通度が最も高い基板種ABと基板種Cの組み合わせが(図24(B)参照)、2台の台車に設置可能であるため(部品種数は10以下の10)、基板種Cを基板種Aと基板種Bとが属するメイングループ1内のサブグループ1にグループ化する。なお、基板種ABと基板種Cの部品共通度は、基板種AB及び基板種Cに両方に使用される部品(部品1、2、5、6)の部品種数4を基板種AB又は基板種Cの少なくとも一方に使用される部品(部品1、2、3、4、5、6、7、8、9、10)の部品種数10で割って得られる。また、同一メイングループ且つ同一サブグループの基板種A、基板種B及び基板種Cを「基板種ABC」と表記し、以降は、1つの基板種であるものとして部品共通度を判断する。
【0009】
第3ステップとして、部品共通度が最も高い基板種ABCと基板種Dの組み合わせが(図24(C)参照)、2台の台車に設置不能であるが(部品種数は10超の13)、台車を1台交換すれば設置可能(3台の台車に設置可能)であるため(部品種数は15以下の13)、基板種Dを基板種Aと基板種Bと基板種Cとが属するメイングループ1内の別のサブグループにグループ化する。基板種Dが属するグループをメイングループ1内のサブグループ2とする。なお、基板種ABCと基板種Dの部品共通度は、基板種ABC及び基板種Dに両方に使用される部品(部品1、2、3、4)の部品種数4を基板種ABC又は基板種Dの少なくとも一方に使用される部品(部品1~13)の部品種数13で割って得られる。また、同一メイングループの基板種A、基板種B、基板種C及び基板種Dを「基板種ABC-D」と表記し、以降は、1つの基板種であるものとして部品共通度を判断する。
【0010】
第4ステップとして、部品共通度が最も高い基板種ABC-Dと基板種Eの組み合わせが(図24(D)参照)、3台の台車に設置不能であるが(部品種数は15超の16)、台車を1台交換すれば設置可能(4台の台車に設置可能)であるため(部品種数は20以下の16)、基板種Eを基板種Aと基板種Bと基板種Cと基板種Dが属するメイングループ1内の更に別のサブグループにグループ化する。基板種Eが属するグループをメイングループ1内のサブグループ3とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
誘導加熱装置
5日前
日本精機株式会社
電子回路装置
2か月前
株式会社下村漆器店
調理機
1か月前
イビデン株式会社
配線基板
2か月前
イビデン株式会社
配線基板
2か月前
株式会社下村漆器店
調理機
1か月前
富山県
EBG構造基板
1か月前
株式会社クラベ
基材及び面状ユニット
1か月前
JOHNAN株式会社
回路基板
2か月前
太陽誘電株式会社
バルクフィーダ
1か月前
イビデン株式会社
プリント配線板
5日前
イビデン株式会社
プリント配線板
1か月前
イビデン株式会社
配線基板
14日前
シャープ株式会社
電子装置
12日前
イビデン株式会社
プリント配線板
19日前
イビデン株式会社
配線基板
1か月前
原田工業株式会社
電子回路ユニット
2か月前
三笠電子工業株式会社
装飾具
1か月前
象印マホービン株式会社
調理器
2か月前
株式会社富士通ゼネラル
電子機器収納ラック
2か月前
新光電気工業株式会社
配線基板
2か月前
トキコーポレーション株式会社
疑似負荷装置
7日前
サクサ株式会社
結束バンドの固定構造
6日前
株式会社デンソー
電子装置
19日前
東芝ライテック株式会社
照明装置
2か月前
株式会社デンソー
電子装置
1か月前
キヤノン株式会社
電子機器
19日前
NISSHA株式会社
回路埋込基板の製造方法
1か月前
NISSHA株式会社
回路埋込基板の製造方法
1か月前
横河電機株式会社
電子機器
20日前
株式会社アイシン
回路基板
2か月前
ヤマハ発動機株式会社
部品供給装置
2か月前
シャープ株式会社
加熱調理器
1か月前
株式会社ミクニ
表面実装基板及び電動装置
5日前
ダイハツ工業株式会社
車両制御装置
2か月前
富士電子工業株式会社
高周波焼入システム
2か月前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ