TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024109194
公報種別
公開特許公報(A)
公開日
2024-08-14
出願番号
2023013856
出願日
2023-02-01
発明の名称
切削工具
出願人
株式会社タンガロイ
代理人
個人
,
個人
,
個人
,
個人
主分類
B23Q
11/00 20060101AFI20240806BHJP(工作機械;他に分類されない金属加工)
要約
【課題】粘性流体の温度による影響を抑え、加工時に生じる振動を効果的に低減させて加工精度を向上させることが可能な切削工具を提供する。
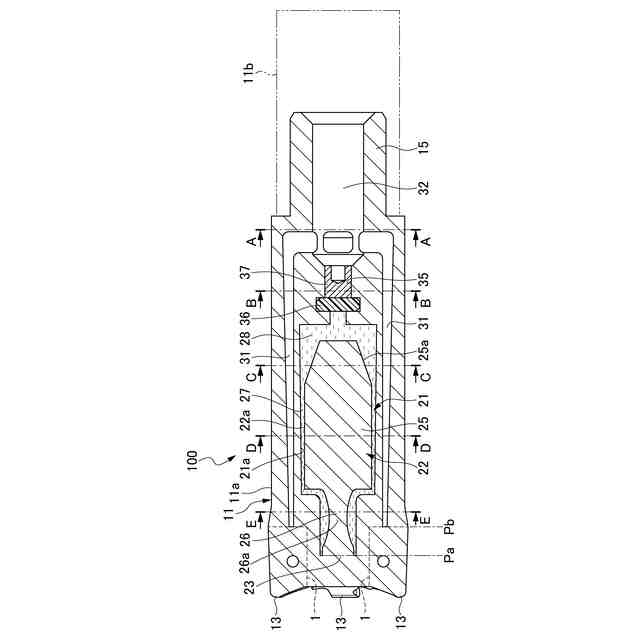
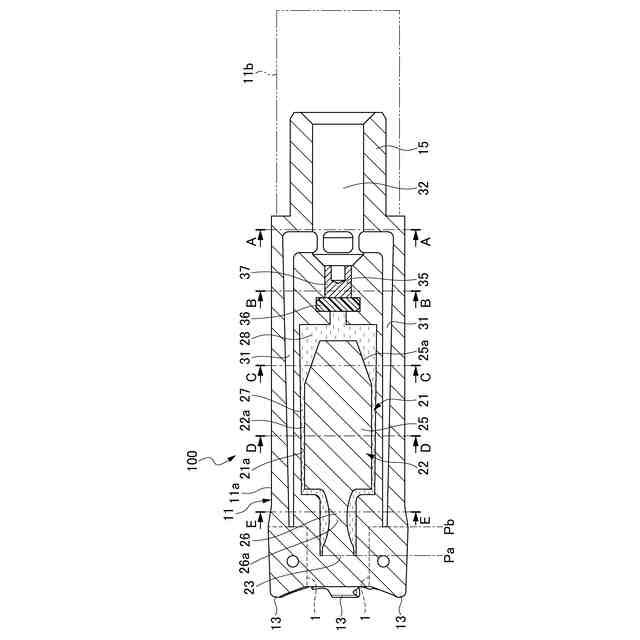
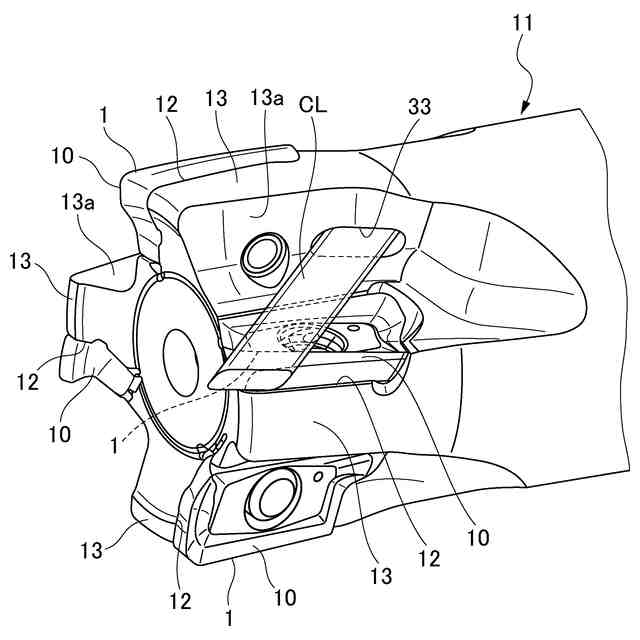
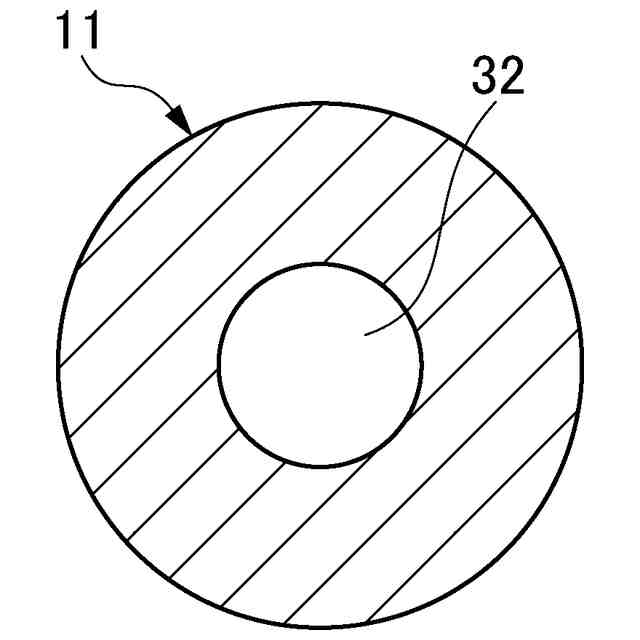
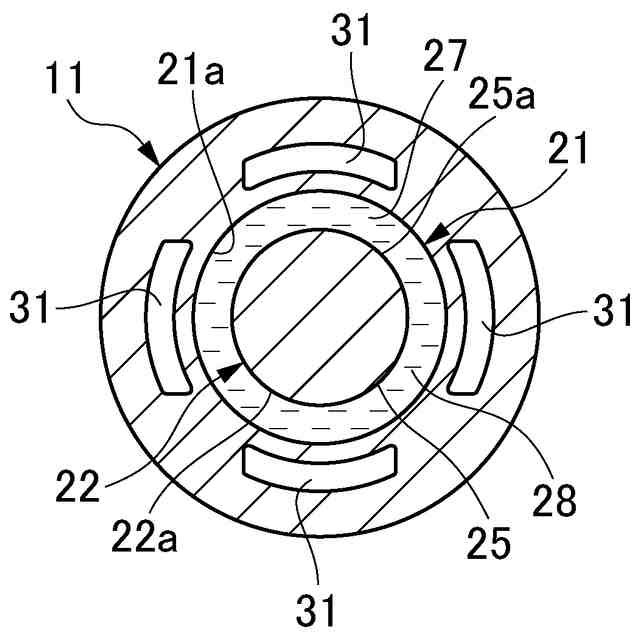
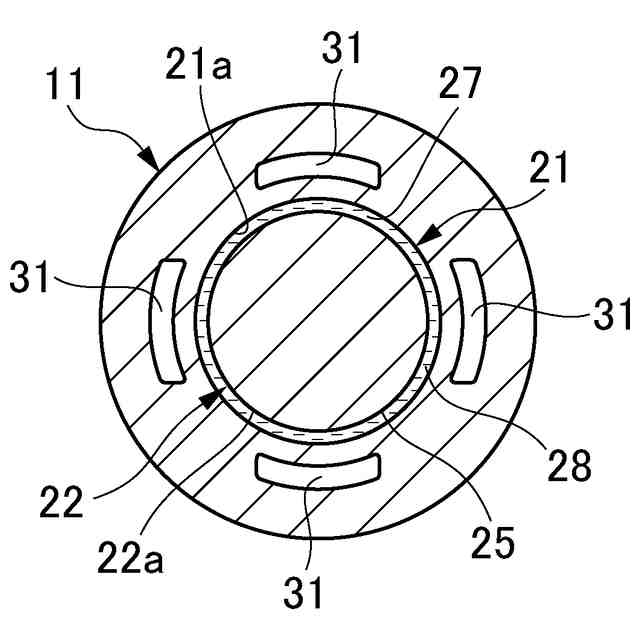
【解決手段】被加工物を加工する切れ刃1を先端に有する切削工具100であって、中空部21と、中空部21に収容された錘部22と、を有する工具本体11を備え、錘部22は、工具本体11に対して先端側が連設されて後端側が自由端とされた片持ち梁状に一体に形成され、工具本体11の中空部21の内壁面21aと錘部22の外周面22aとの隙間27には、粘性流体28が封入され、工具本体11には、切れ刃1へクーラントCLを供給するクーラント流路31が、隙間27の外周側を覆うように隙間27に沿って形成されている。
【選択図】図1
特許請求の範囲
【請求項1】
被加工物を加工する切れ刃を先端に有する切削工具であって、
中空部と、前記中空部に収容された錘部と、を有する工具本体を備え、
前記錘部は、前記工具本体に対して先端側が連設されて後端側が自由端とされた片持ち梁状に一体に形成され、
前記工具本体の前記中空部の内壁面と前記錘部の外周面との隙間には、粘性流体が封入され、
前記工具本体には、前記切れ刃へクーラントを供給するクーラント流路が、前記隙間の外周側を覆うように前記隙間に沿って形成されている、
切削工具。
続きを表示(約 450 文字)
【請求項2】
前記クーラント流路は、前記工具本体の軸方向に直交する断面形状が横長形状である、
請求項1に記載の切削工具。
【請求項3】
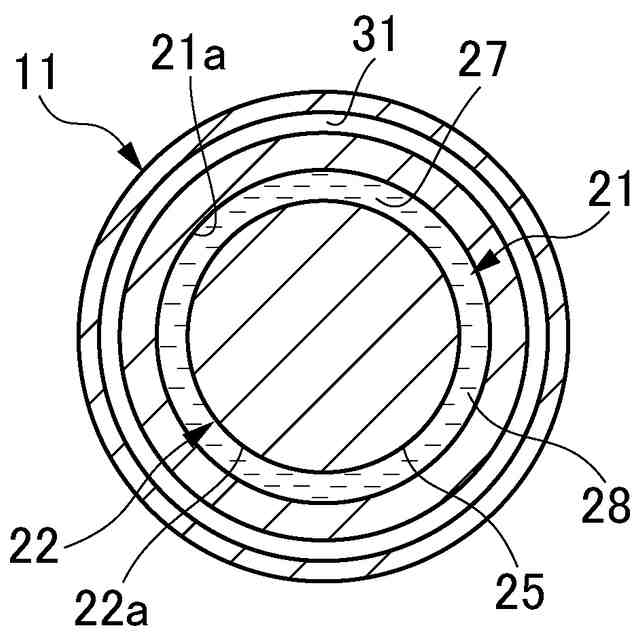
前記クーラント流路は、少なくとも一部が前記隙間の外周において全周にわたって形成されている、
請求項1に記載の切削工具。
【請求項4】
前記工具本体は、その先端における前記切れ刃の近傍位置に、前記クーラント流路の端部で開口する開口部からなるクーラント吐出口を有し、前記クーラント吐出口はその延長線上に前記切れ刃が位置するような向きに開口する、
請求項1に記載の切削工具。
【請求項5】
前記クーラント流路は、前記工具本体の先端側において、前記クーラント吐出口へ向かって捻られて次第に向きが変えられている、
請求項4に記載の切削工具。
【請求項6】
前記クーラント流路は、前記工具本体の先端へ向かって次第に断面積が小さくされている、
請求項1に記載の切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削工具に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
穴ぐりバイト等の切削工具では、加工精度を向上させるために、切削時のびびり振動などの振動を抑えることが望まれている。
【0003】
例えば、特許文献1には、加工ツールの振動を減衰させる減衰装置として、ツールボディの内部空間内にダンパマスボディが配置され、このダンパマスボディの貫通ボアに、加工ツールへ供給するクーラントが流される中央チューブが貫通して設けられ、この中央チューブの両端がツールボディに固定された構造が示されている。この減衰装置では、ツールボディのケーシングの内壁から半径方向に分離する環状のキャビティ内に、オイルなどの減衰液が封入されている。この減衰装置によれば、ダンパマスボディが、ツールボディの内部空間内を揺れ動くことで加工ツールの振動を減衰させる。
【先行技術文献】
【特許文献】
【0004】
特開2020-535981号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、減衰液として用いられるシリコンオイルなど粘性流体は、温度により粘度が変化する特性があるため、振動や切削によって生じる熱による粘性流体の温度変化の抑制が必要とされる。
【0006】
上記の特許文献1に記載の減衰装置では、中央チューブ内をクーラントが流されるが、このクーラントの流路と粘性流体が封入されているキャビティとの間の距離が大きいため、クーラントによる粘性流体の冷却は難しい。この場合、ダンパマスボディにおける外周側近傍にクーラントの流路を形成してキャビティに近接させればクーラントによる粘性流体の冷却効果が得られるが、クーラントの流路の形状が複雑となり、機械加工によって形成することが困難である。
【0007】
本発明は、上記事情に鑑みてなされたもので、粘性流体の温度による影響を抑え、加工時に生じる振動を効果的に低減させて加工精度を向上させることが可能な切削工具を提供することを目的としている。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の切削工具は、
被加工物を加工する切れ刃を先端に有する切削工具であって、
中空部と、前記中空部に収容された錘部と、を有する工具本体を備え、
前記錘部は、前記工具本体に対して先端側が連設されて後端側が自由端とされた片持ち梁状に一体に形成され、
前記工具本体の前記中空部の内壁面と前記錘部の外周面との隙間には、粘性流体が封入され、
前記工具本体には、前記切れ刃へクーラントを供給するクーラント流路が、前記隙間の外周側を覆うように前記隙間に沿って形成されている。
【0009】
この構成の切削工具によれば、工具本体の中空部に収容された錘部が、切削加工時の工具本体の振動方向と逆方向に動くことで制振力が生じ、工具本体の振動を減衰させ、加工精度を向上させることができる。この工具本体の振動を減衰させる錘部は、工具本体の中空部において、工具本体に対して先端側が連設されて後端側が自由端とされた片持ち梁状としたものであるので、部品点数の削減及び構造の簡素化を図り、これにより組み立ての簡素化、場合によっては組み立てを不要にし、製造コストを抑えることができる。
また、中空部の内壁面と錘部の外周面との隙間に封入された粘性流体によって錘部の振動を素早く減衰させ、工具本体の防振効果を得ることができる。
しかも、工具本体には、切れ刃へクーラントを供給するクーラント流路が、中空部の内壁面と錘部の外周面との隙間の外周側を覆うように隙間に沿って形成されている。したがって、隙間に封入された粘性流体を、クーラント流路を流れるクーラントによって効果的に冷却することができ、粘性流体の粘度変化を抑え、安定した防振性能を得ることができる。
【0010】
また、本発明の切削工具は、
前記クーラント流路は、前記工具本体の軸方向に直交する断面形状が横長形状である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
作業用治具
3か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
3か月前
個人
コンタクトチップ
3か月前
シヤチハタ株式会社
組立ライン
2か月前
日東精工株式会社
組み付け装置
2か月前
有限会社津谷工業
切削工具
1か月前
エンシュウ株式会社
工作機械
2か月前
株式会社不二越
タップ
2か月前
トヨタ自動車株式会社
検査方法
8日前
株式会社ツガミ
工作機械
8日前
株式会社トーキン
溶接用トーチ
4日前
トヨタ自動車株式会社
積層コア
20日前
株式会社ダイヘン
インチング制御方法
3か月前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社不二越
歯車加工機
1か月前
株式会社メドメタレックス
ドリル
19日前
株式会社オーエム製作所
工作機械
11日前
株式会社不二越
歯車研削盤
2か月前
株式会社メタルクリエイト
切削装置
2か月前
株式会社FUJI
自動化用パレット
1か月前
株式会社関本管工
エルボ管保持装置
4日前
トヨタ自動車株式会社
位相測定方法
19日前
住友重機械工業株式会社
レーザ装置
2か月前
サムテック株式会社
加工物製造方法
19日前
三菱電機株式会社
ねじ取り出し装置
12日前
津田駒工業株式会社
工作機械用の主軸装置
3か月前
株式会社ダイヘン
アークスタート制御方法
3か月前
株式会社ヤマダスポット
抵抗溶接機
1か月前
株式会社浪速試錐工業所
防風カバー
2か月前
工機ホールディングス株式会社
作業機
1か月前
エンシュウ株式会社
摩擦撹拌接合装置
2か月前
工機ホールディングス株式会社
作業機
1か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社不二越
工具の製造方法
20日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ