TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024103631
公報種別
公開特許公報(A)
公開日
2024-08-01
出願番号
2024087634,2023122084
出願日
2024-05-30,2020-09-30
発明の名称
ルータ
出願人
工機ホールディングス株式会社
代理人
個人
主分類
B27C
5/10 20060101AFI20240725BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】安定性の悪化を抑制したルータを提供する。
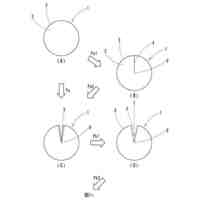
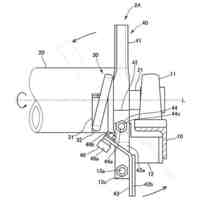
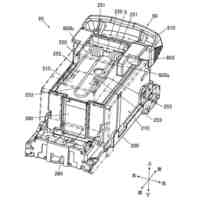
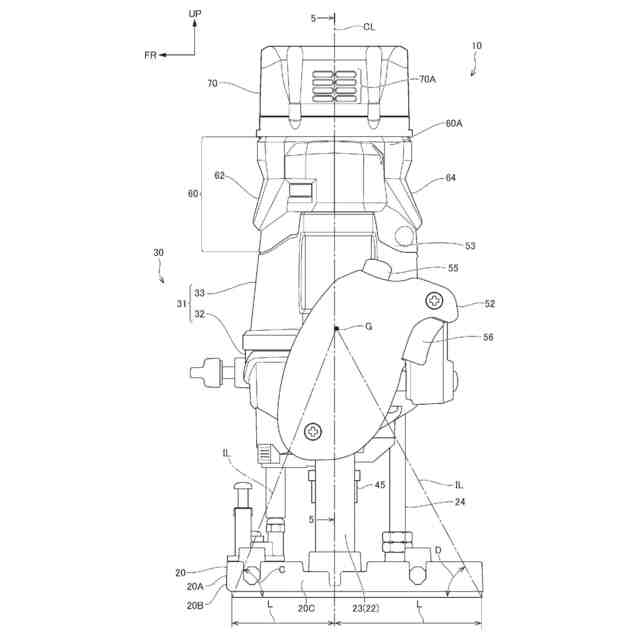
【解決手段】ルータ10では、バッテリホルダ60がモータハウジング33の上側に設けられており、バッテリー70がバッテリホルダ60に着脱可能に装着されている。このため、バッテリー70からモータ40に電力を供給して、モータを駆動させることができる。これにより、利便性を向上することができる。ここで、上下方向に対して直交する方向から見て、ベース20の外周下端部及びルータ10の重心Gを通過する仮想線ILと、ベース20の下面と、の成す角度が、80度以下に設定されている。このため、例えば、ルータ10がベース20の外周下端部を起点として傾倒した場合でも、ルータ10の傾倒角度が10度より小さいときには、ルータ10の姿勢を傾倒前の状態に復帰させることができる。これにより、ルータ10の姿勢の安定性の悪化を抑制できる。
【選択図】図5
特許請求の範囲
【請求項1】
加工材に切削加工を施すルータであって、
モータを収容する本体ハウジングと、
前記本体ハウジングの下方側に設けられ、加工材に当接可能なベースと、
前記本体ハウジングを前記ベースに対して上下方向に接離するように相対移動可能に支持し、前記本体ハウジングに一部が収容可能な前記モータの軸方向に延びるコラムを有する昇降機構と、
前記本体ハウジングに固定され、左右方向外側へ突出した一対のハンドルと、
前記本体ハウジングに設けられた電池ホルダと、
前記電池ホルダに着脱可能に装着された電池と、
を備え、
上下方向に対して直交する方向から見て、前記ベースの外周下端部及び前記ルータの重心を通過する仮想線と、前記ベースの下面と、の成す角度が、80度以下であることを特徴とするルータ。
続きを表示(約 1,200 文字)
【請求項2】
加工材に切削加工を施すルータであって、
モータを収容する本体ハウジングと、
前記本体ハウジングの下方側に設けられ、加工材に当接可能なベースと、
前記本体ハウジングを前記ベースに対して上下方向に接離するように相対移動可能に支持する昇降機構と、
前記本体ハウジングに設けられ、左右方向外側へ突出した一対のハンドルと、
前記本体ハウジングに設けられた電池ホルダと、
前記電池ホルダに着脱可能に装着された電池と、
を備え、
上下方向に対して直交する方向から見て、前記ベースの外周下端部及び前記ルータの重心を通過する仮想線と、前記ベースの下面と、の成す角度が、80度以下であることを特徴とするルータ。
【請求項3】
前記電池から前記モータへ電力を供給するための電力線と、前記モータと、がコネクタによって接続されており、
前記コネクタが前記モータの径方向外側に配置されている請求項1または2に記載のルータ。
【請求項4】
前記ベースは、前端部に左右方向に直線状に切り欠かれた切欠部を有する円板状に形成されており、
前記コネクタは、前記モータの軸線に対して後側に配置されている請求項3に記載のルータ。
【請求項5】
前記電池ホルダは、複数のホルダ部材によって構成され、
前記本体ハウジングは、前記ホルダ部材を固定する固定部を有しており、
前記固定部が、前記モータの径方向外側に配置されている請求項1~請求項4の何れか1項に記載のルータ。
【請求項6】
前記モータを制御する制御部が、前記電池ホルダに収容されると共に、前記モータ及び前記固定部の上側に配置されている請求項5に記載のルータ。
【請求項7】
前記モータを制御する制御部が、前記電池ホルダに収容されており、前記コネクタが、前記制御部によって位置決めされる請求項3に記載のルータ。
【請求項8】
前記本体ハウジングには、前記モータの径方向外側において、係合部が形成され、
前記電池ホルダには、前記係合部と上下方向に係合された被係合部が形成されている請求項1~請求項7の何れか1項に記載のルータ。
【請求項9】
前記電池の側部には、電池側吸気孔が形成され、前記電池の下部には、電池側排気孔が形成されており、
前記電池ホルダの上端部には、ホルダ側吸気孔が形成され、前記電池側排気孔と前記ホルダ側吸気孔とが上下方向に対向して配置されている請求項1~請求項8の何れか1項に記載のルータ。
【請求項10】
前記モータを制御する制御部が、前記モータの径方向外側に配置されている請求項1または2に記載のルータ。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ルータに関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
下記特許文献1に記載のルータでは、本体が、コラムによってベースに上下方向に相対移動可能に連結されている。また、本体の内部には、モータ及び制御基板が設けられており、モータに電力を供給するための電源コードが本体から上側へ延出されている。そして、電源コードをコンセントに接続して、モータに電力を供給して、加工材に対して切削加工を施すようになっている。
【先行技術文献】
【特許文献】
【0003】
特開2007-203675号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、近年、利便性を向上するために、電源コードの代わりに、電池を装着して、電池によって電力を供給する作業機が求められている。そして、上記ルータに電池を設けた場合には、装着される電池の重量によって、ルータの姿勢の安定性が低下する可能性がある。
【0005】
本発明は、上記事実を考慮して、安定性の悪化を抑制しながら、電池による駆動を可能としたルータを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の1又はそれ以上の実施形態は、加工材に切削加工を施すルータであって、モータを収容する本体ハウジングと、前記本体ハウジングの下方側に設けられ、加工材に当接可能なベースと、前記本体ハウジングを前記ベースに対して上下方向に接離するように相対移動可能に支持する昇降機構と、前記本体ハウジングに設けられ、左右方向外側へ突出した一対のハンドルと、前記本体ハウジングに設けられた電池ホルダと、前記電池ホルダに着脱可能に装着された電池と、を備え、上下方向に対して直交する方向から見て、前記ベースの外周下端部及び前記ルータの重心を通過する仮想線と、前記ベースの下面と、の成す角度が、80度以下であることを特徴とするルータである。
【0007】
本発明の1又はそれ以上の実施形態は、前記電池から前記モータへ電力を供給するための電力線と、前記モータと、がコネクタによって接続されており、前記コネクタが前記モータの径方向外側に配置されているルータである。
【0008】
本発明の1又はそれ以上の実施形態は、前記ベースは、前端部に左右方向に直線状に切り欠かれた切欠部を有する円板状に形成されており、前記コネクタは、前記モータの軸線に対して後側に配置されているルータである。
【0009】
本発明の1又はそれ以上の実施形態は、前記電池ホルダは、複数のホルダ部材によって構成され、前記本体ハウジングは、前記ホルダ部材を固定する固定部を有しており、前記固定部が、前記モータの径方向外側に配置されているルータである。
【0010】
本発明の1又はそれ以上の実施形態は、前記モータを制御する制御部が、前記電池ホルダに収容されると共に、前記モータ及び前記固定部の上側に配置されているルータである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
わら縄針金造形木
6日前
個人
輪切り板材の加工方法
6か月前
株式会社日本設計
耐火木材
13日前
株式会社日本設計
耐火木材
20日前
株式会社大和工務店
構面構造
3か月前
アイカ工業株式会社
化粧板の製造方法
24日前
恒成株式会社
木製荷受台製造装置
4か月前
株式会社ノダ
木削薄片板および床材
13日前
工機ホールディングス株式会社
作業機
1か月前
旭興進株式会社
人工木材及びその製造方法
8日前
株式会社カスタム・クール・センター
ヤスリ工具
6か月前
株式会社ノダ
不燃繊維板およびその製造方法
2か月前
広平凱王圧密科技有限公司
圧密木強制焼入れ装置
1か月前
株式会社トーアエンジニアリング
プレカット加工方法
27日前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板
1か月前
株式会社マキタ
卓上切断機
2か月前
デンカ株式会社
敷板
20日前
株式会社マキタ
携帯用切断機
4か月前
マックス株式会社
ステープラ
3か月前
株式会社マキタ
テーブルソー
24日前
マックス株式会社
ステープラ
3か月前
株式会社マキタ
テーブルソー
24日前
株式会社竹六商店
装飾材
3か月前
香河凱王圧密木科技有限公司
定尺圧密木の自動化生産ライン
3か月前
株式会社太平製作所
ベニヤ単板搬送姿勢矯正装置
5か月前
富山県
高耐候性熱処理木材とその製造方法
2か月前
株式会社マキタ
長尺定規用位置決め装置
1か月前
株式会社LIXIL
建材および建材の製造方法
2か月前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板の製造プロセス
1か月前
後藤木材株式会社
アングル圧密成形体
1か月前
戸田建設株式会社
プレストレスト木材及びプレストレスト木材の複合体
6か月前
パナソニックIPマネジメント株式会社
圧縮木材の製造方法
6か月前
パナソニックIPマネジメント株式会社
圧縮木材の製造方法
6か月前
マックス株式会社
カートリッジ及びステープラ
3か月前
朝日ウッドテック株式会社
木材包装製品およびその製造方法
7か月前
大日本印刷株式会社
床用化粧材
20日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ