TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024070382
公報種別
公開特許公報(A)
公開日
2024-05-23
出願番号
2022180837
出願日
2022-11-11
発明の名称
表面シート付き繊維ボード製造装置、及び、表面シート付き繊維ボード製造方法
出願人
セイコーエプソン株式会社
代理人
個人
,
個人
,
個人
主分類
B27N
3/04 20060101AFI20240516BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】装置が大規模になるおそれがある。
【解決手段】表面シート付き繊維ボード製造装置は、繊維と、熱溶融性を有する第1樹脂成分と、を堆積し、第1繊維構造体を成形する堆積部と、第1繊維構造体を加熱加圧して熱融着させ、第2繊維構造体を成形する第1熱融着部と、第2繊維構造体に、熱溶融性を有する第2樹脂成分を含む表面シートを加熱加圧して熱融着させ、表面シート付き繊維ボードを成形する第2熱融着部と、を備え、第2熱融着部における加熱温度は、第1樹脂成分、及び、第2樹脂成分が溶融する温度である。
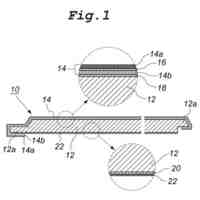
【選択図】図1
特許請求の範囲
【請求項1】
繊維と、熱溶融性を有する第1樹脂成分と、を堆積し、第1繊維構造体を成形する堆積部と、
前記第1繊維構造体を加熱加圧して熱融着させ、第2繊維構造体を成形する第1熱融着部と、
前記第2繊維構造体に、熱溶融性を有する第2樹脂成分を含む表面シートを加熱加圧して熱融着させ、表面シート付き繊維ボードを成形する第2熱融着部と、を備え、
前記第2熱融着部における加熱温度は、前記第1樹脂成分、及び、前記第2樹脂成分が溶融する温度である、表面シート付き繊維ボード製造装置。
続きを表示(約 980 文字)
【請求項2】
前記第2繊維構造体を冷却する第1冷却部を備える、請求項1に記載の表面シート付き繊維ボード製造装置。
【請求項3】
前記第2繊維構造体を所定の大きさに切断する第1切断部を備える、請求項1に記載の表面シート付き繊維ボード製造装置。
【請求項4】
前記表面シート付き繊維ボードを冷却する第2冷却部を備える、請求項1に記載の表面シート付き繊維ボード製造装置。
【請求項5】
前記表面シート付き繊維ボードを所定の大きさに切断する第2切断部を備える、請求項1に記載の表面シート付き繊維ボード製造装置。
【請求項6】
少なくとも、前記第1熱融着部、及び、前記第2熱融着部の一方は、表面に離型部を有する、請求項1に記載の表面シート付き繊維ボード製造装置。
【請求項7】
少なくとも、前記第1熱融着部、及び、前記第2熱融着部の一方に、離型シートを供給する離型シート供給部を備える、請求項1に記載の表面シート付き繊維ボード製造装置。
【請求項8】
前記第1熱融着部、及び、前記第2熱融着部の加熱加圧を制御する制御部を備える、請求項1に記載の表面シート付き繊維ボード製造装置。
【請求項9】
繊維と、熱溶融性を有する第1樹脂成分と、を堆積し、第1繊維構造体を成形する堆積工程と、
前記第1繊維構造体を加熱加圧して熱融着させ、第2繊維構造体を成形する第1熱融着工程と、
前記第2繊維構造体を冷却し、熱溶融した前記第1樹脂成分を硬化させる第1冷却工程と、
前記第1冷却工程で冷却された前記第2繊維構造体に、熱溶融性を有する第2樹脂成分を含む表面シートを加熱加圧して熱融着させ、表面シート付き繊維ボードを成形する第2熱融着工程と、
前記表面シート付き繊維ボードを冷却し、熱溶融した前記第2樹脂成分を硬化させる第2冷却工程と、を含む表面シート付き繊維ボード製造方法。
【請求項10】
前記第2熱融着工程における加熱条件は、前記第1樹脂成分、及び、前記第2樹脂成分が溶融する温度である160℃以上、200℃以下の範囲内である、請求項9に記載の表面シート付き繊維ボード製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、表面シート付き繊維ボード製造装置、及び、表面シート付き繊維ボード製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、特許文献1に示すように、繊維と樹脂とを混合後にプレスして成形した繊維ボードに非透水性のフィルムで真空状に被覆する防湿の繊維ボードの製造方法が知られている。
【先行技術文献】
【特許文献】
【0003】
特開2008-23773号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上記の繊維ボードの製造方法では、真空状にするための大規模な装置が必要となり、高額な費用や広い場所が必要となるおそれがある。
【課題を解決するための手段】
【0005】
表面シート付き繊維ボード製造装置は、繊維と、熱溶融性を有する第1樹脂成分と、を堆積し、第1繊維構造体を成形する堆積部と、前記第1繊維構造体を加熱加圧して熱融着させ、第2繊維構造体を成形する第1熱融着部と、前記第2繊維構造体に、熱溶融性を有する第2樹脂成分を含む表面シートを加熱加圧して熱融着させ、表面シート付き繊維ボードを成形する第2熱融着部と、を備え、前記第2熱融着部における加熱温度は、前記第1樹脂成分、及び、前記第2樹脂成分が溶融する温度である。
【0006】
表面シート付き繊維ボード製造方法は、繊維と、熱溶融性を有する第1樹脂成分と、を堆積し、第1繊維構造体を成形する堆積工程と、前記第1繊維構造体を加熱加圧して熱融着させ、第2繊維構造体を成形する第1熱融着工程と、前記第2繊維構造体を冷却し、熱溶融した前記第1樹脂成分を硬化させる第1冷却工程と、前記第1冷却工程で冷却された前記第2繊維構造体に、熱溶融性を有する第2樹脂成分を含む表面シートを加熱加圧して熱融着させ、表面シート付き繊維ボードを成形する第2熱融着工程と、前記表面シート付き繊維ボードを冷却し、熱溶融した前記第2樹脂成分を硬化させる第2冷却工程と、を含む。
【図面の簡単な説明】
【0007】
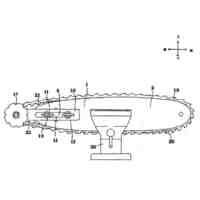
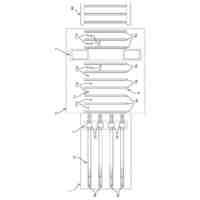
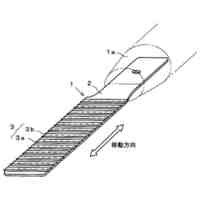
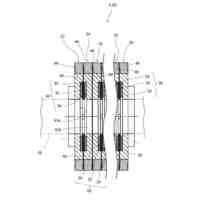
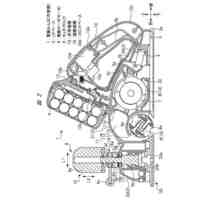
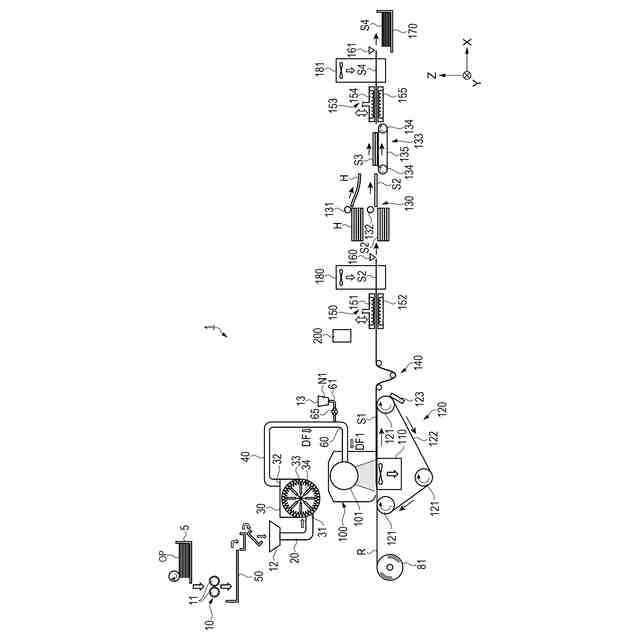
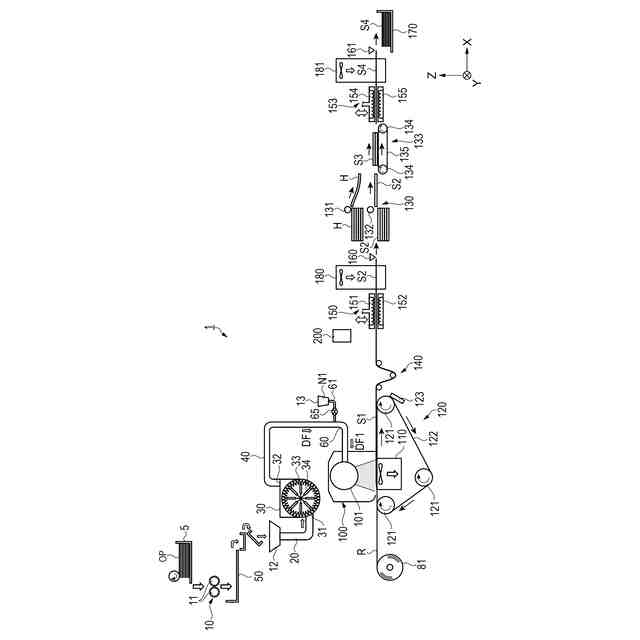
表面シート付き繊維ボード製造装置の構成を示す模式図。
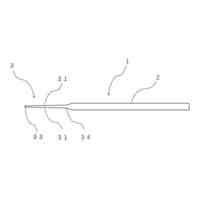
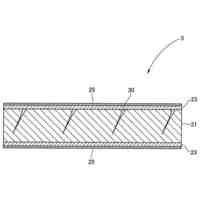
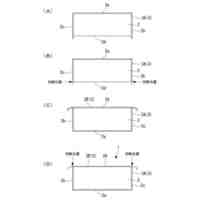
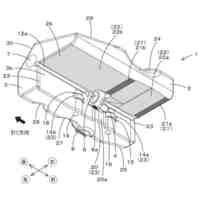
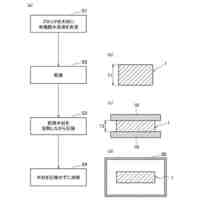
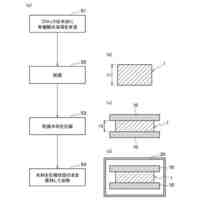
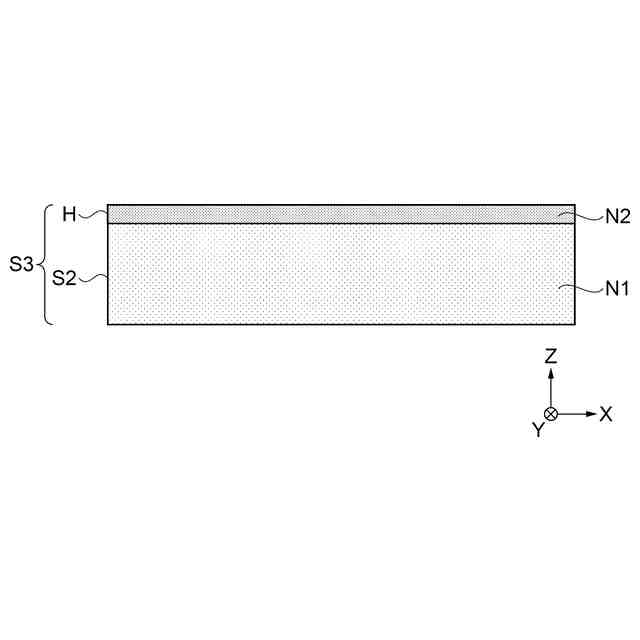
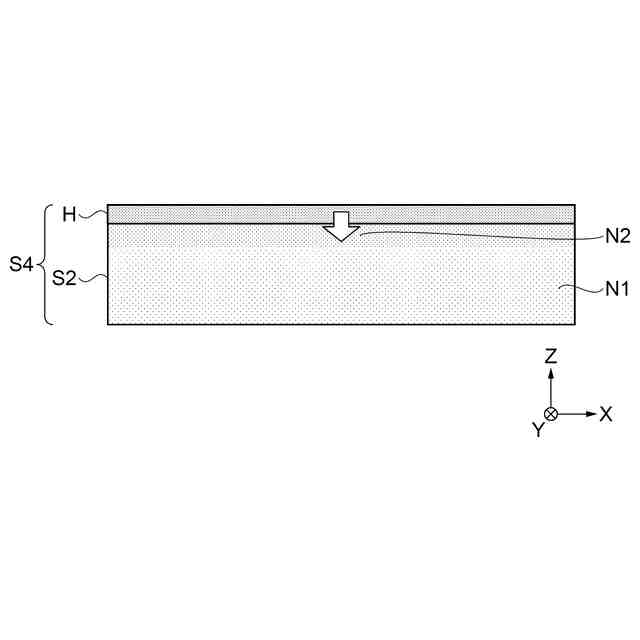
積層される表面シート、及び、第2繊維構造体を示す断面図。
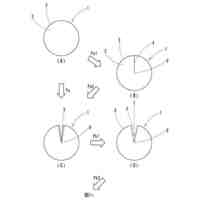
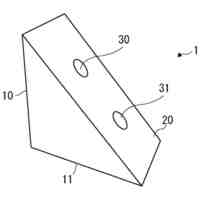
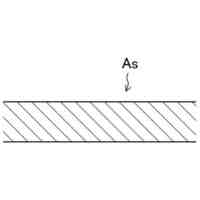
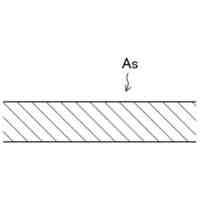
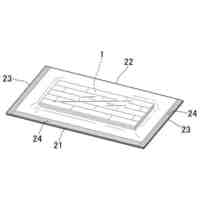
表面シート付き繊維ボードを示す断面図。
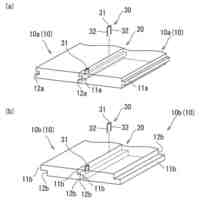
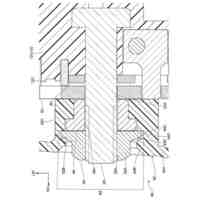
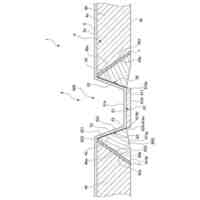
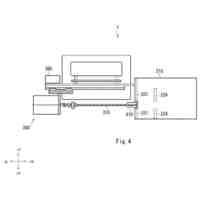
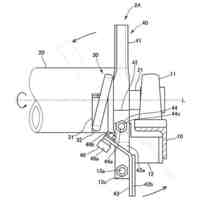
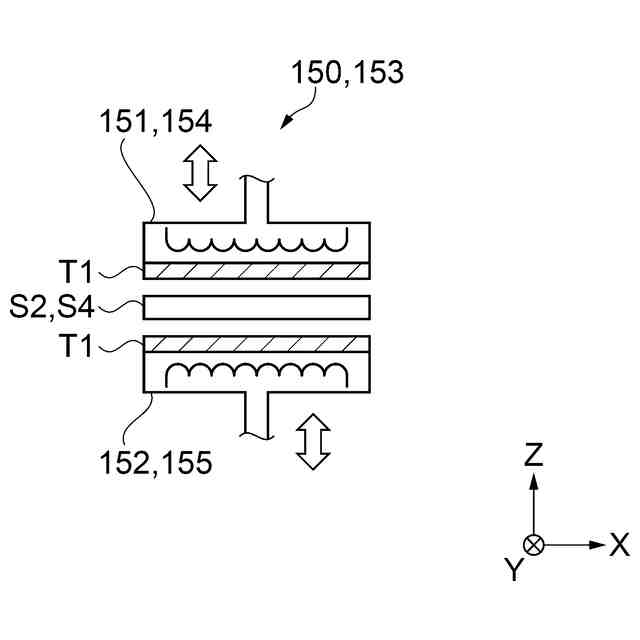
加熱加圧部の構成の一例を示す模式図。
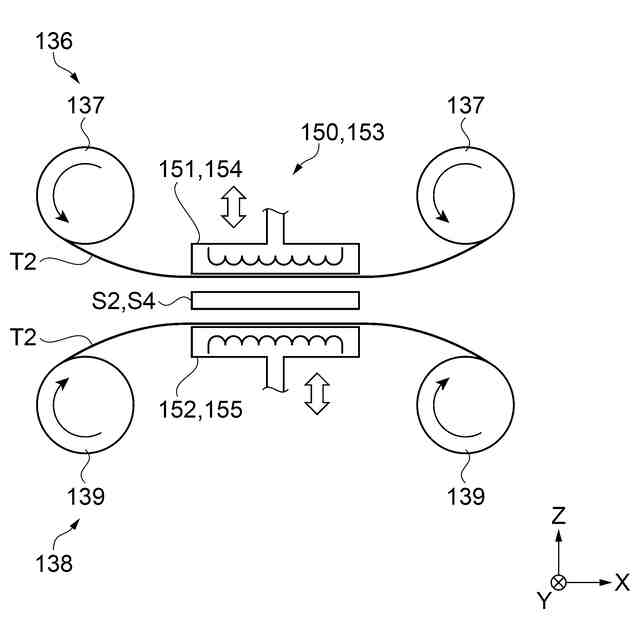
加熱加圧部の構成の他の例を示す模式図。
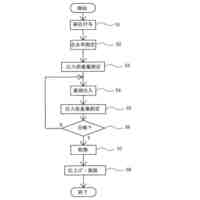
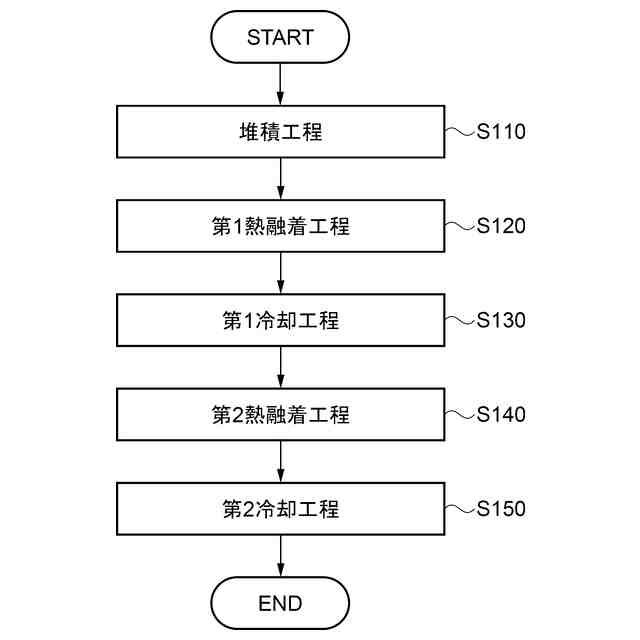
表面シート付き繊維ボード製造方法を示すフローチャート。
【発明を実施するための形態】
【0008】
1.表面シート付き繊維ボード製造装置の構成
以下、実施形態に係る表面シート付き繊維ボード製造装置1について、図1~図5を参照して説明する。なお、図中における方向を、三次元座標系を用いて説明する。説明の便宜上、Z軸の正方向を上方向、上方、又は単に上と称し、負方向を下方向、下方、又は単に下と称し、Y軸の正方向を右方向、右方、又は単に右と称し、負方向を左方向、左方、又は単に左と称し、X軸の正方向を前方向、前方、又は単に前と称し、負方向を後方向、後方、又は単に後と称して説明する。
なお、以下では、表面シート付き繊維ボード製造装置1を、単に製造装置1と称することとする。
【0009】
図1に示すように、製造装置1は、原料OPから表面シート付き繊維ボードS4を成形していく順に配置される、原料供給部5、粗砕部10、解繊部30、第1樹脂成分ホッパー13、堆積部100、形状維持シート供給ローラー81、形状維持シート搬送部120、バッファー部140、第1熱融着部150、第1冷却部180、第1切断部160、積層部130、搬送部133、第2熱融着部153、第2冷却部181、第2切断部161を含んで構成される。
【0010】
さらに、製造装置1は制御部200を備える。制御部200は、製造装置1の各部を統括的に制御するCPU(Central Processing Unit)、入出力を管理するUART(Universal Asynchronous Receiver Transmitter)、論理回路であるFPGA(Field Programmable Gate Array)やPLD(Programmable Logic Device)、記憶部などを含んで構成されている。CPUはプロセッサーともいう。
記憶部は、書き換え可能な不揮発性メモリーであるフラッシュROM(Read Only Memory)やHDD(Hard Disk Drive)、揮発性メモリーであるRAM(Random Access Memory)などを含んで構成されている。
制御部200のCPUは、記憶部の不揮発性メモリーに記憶されたファームウェアなどのプログラムを読み出し、記憶部の揮発性メモリーを作業領域として用いて、各種の処理を実行する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
チェンソーの目立て用具
5か月前
個人
爪楊枝およびその製造方法
4か月前
個人
輪切り板材の加工方法
3か月前
株式会社大和工務店
構面構造
1日前
恒成株式会社
木製荷受台製造装置
1か月前
工機ホールディングス株式会社
作業機
7か月前
株式会社マルホン
不燃木材の製造方法
8か月前
工機ホールディングス株式会社
切断機
4か月前
株式会社カスタム・クール・センター
ヤスリ工具
2か月前
太田ベニヤ株式会社
木型用合板の製造方法
5か月前
三商株式会社
難燃処理木質建材及びその製造方法
4か月前
株式会社LIXIL
化粧板
7か月前
ホクシン株式会社
中質繊維板の製造装置および製造方法
3か月前
個人
入隅部用補強具
3か月前
大建工業株式会社
木質ボード
7か月前
株式会社ノダ
化粧板の製造方法
6か月前
大建工業株式会社
木質ボード
7か月前
三菱鉛筆株式会社
再生自然素材
4か月前
株式会社マキタ
卓上切断機
6か月前
株式会社マキタ
切断工具
6か月前
株式会社マキタ
卓上切断機
3か月前
DLT株式会社
加工装置
4か月前
株式会社マキタ
携帯用切断機
25日前
トキハ産業株式会社
天板用スクレーパー
7か月前
株式会社名南製作所
単板の脱水装置および単板の脱水方法
6か月前
株式会社愛和ライト
改質木材の製造方法
3か月前
香河凱王圧密木科技有限公司
定尺圧密木の自動化生産ライン
1日前
株式会社太平製作所
ベニヤ単板搬送姿勢矯正装置
1か月前
大建工業株式会社
突板化粧材
5か月前
工機ホールディングス株式会社
作業機
4か月前
株式会社太平製作所
板材昇降式横型ホットプレス装置
3か月前
個人
側刃付きメタルソーと側刃付きメタルソーの製造方法及び加工方法
3か月前
戸田建設株式会社
プレストレスト木材及びプレストレスト木材の複合体
3か月前
パナソニックIPマネジメント株式会社
圧縮木材の製造方法
2か月前
パナソニックIPマネジメント株式会社
圧縮木材の製造方法
2か月前
朝日ウッドテック株式会社
木材包装製品およびその製造方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ