TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024038790
公報種別
公開特許公報(A)
公開日
2024-03-21
出願番号
2022143066
出願日
2022-09-08
発明の名称
段ボールシートの不良検出装置および方法並びに製函機
出願人
三菱重工機械システム株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B31F
7/00 20060101AFI20240313BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】段ボールシートの不良検出装置および方法並びに製函機において、段ボールシートにおける搬送状態の不良を適正に検出可能とする。
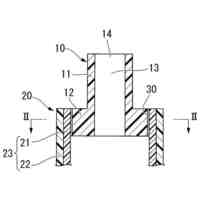
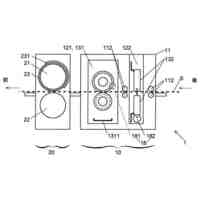
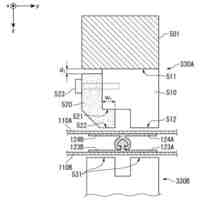
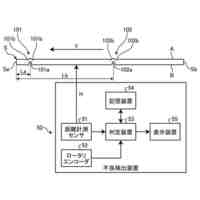
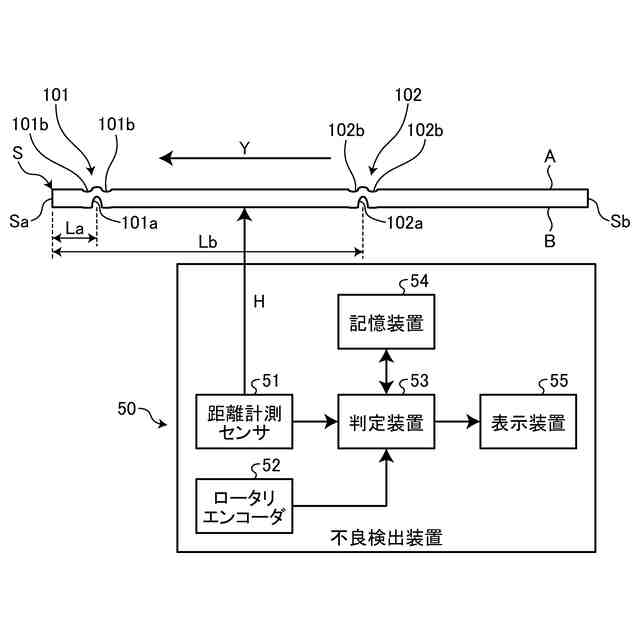
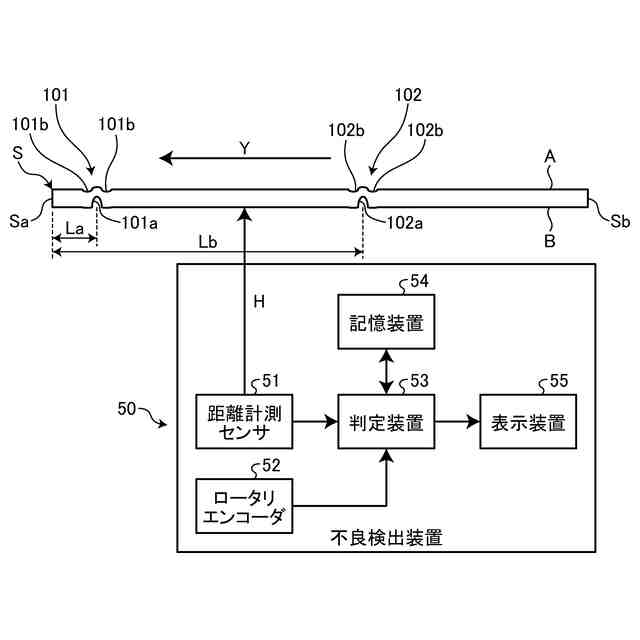
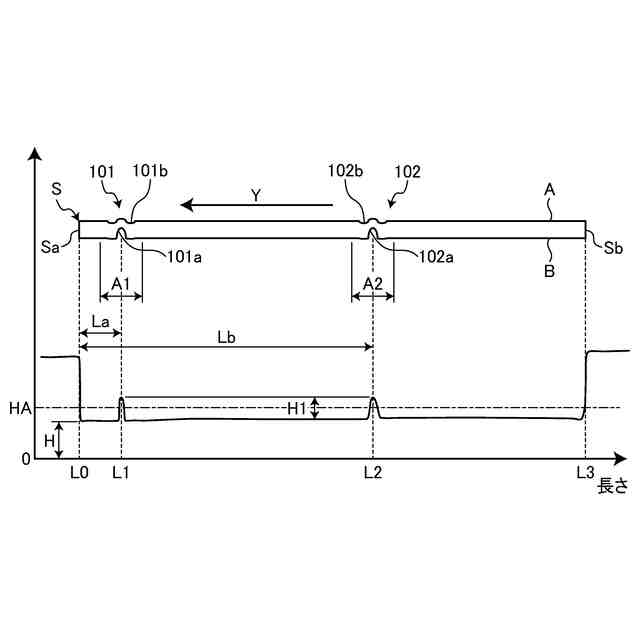
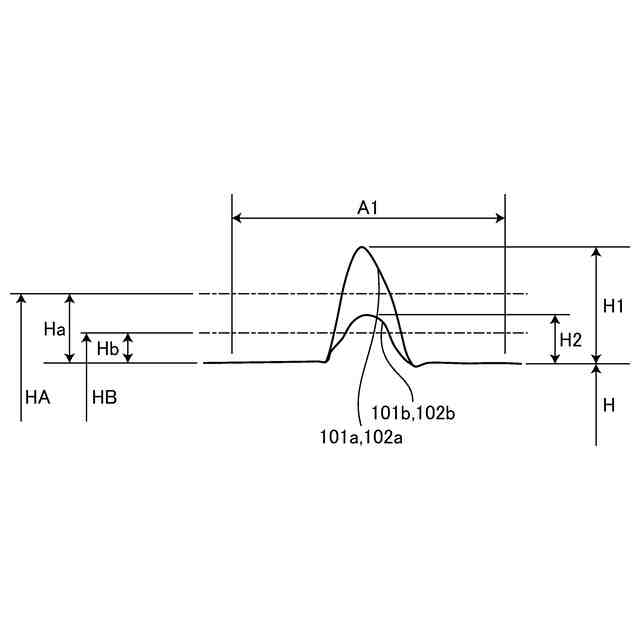
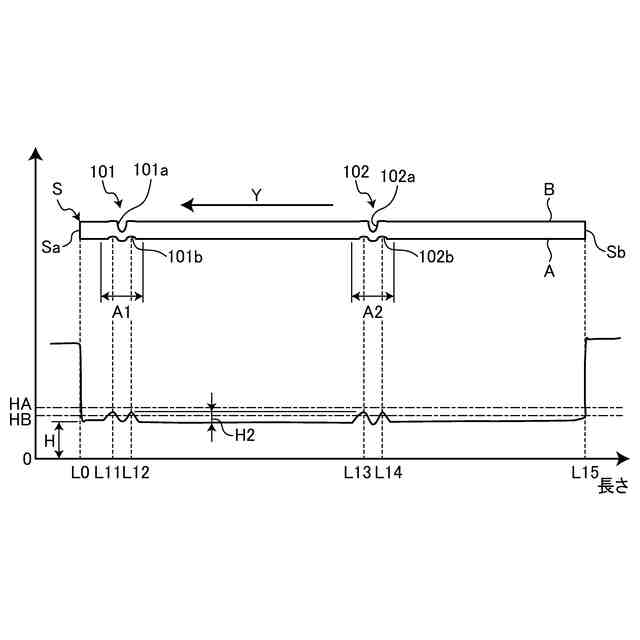
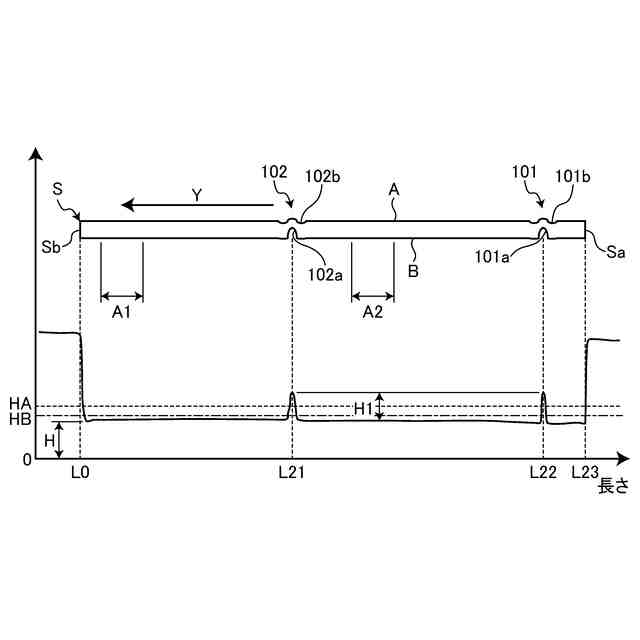
【解決手段】厚さ方向の一方面に第1罫線の凹部が形成され、厚さ方向の他方面に第1罫線の凹部より深さが小さい第2罫線の凹部が形成された段ボールシートの不良検出装置において、一方面または他方面に対向して配置され、配置位置から段ボールシートの先端までの距離と第1罫線の凹部または第2罫線の凹部までの距離とを計測して計測距離として取得する計測装置と、予め設定されたしきい値を記憶する記憶装置と、段ボールシートの先端から後端に向けた予め設定された所定の判定領域で計測距離としきい値とを比較することにより計測距離としきい値との大小関係を特定して段ボールシートの表裏不良または前後不良を判定する判定装置と、を備える。
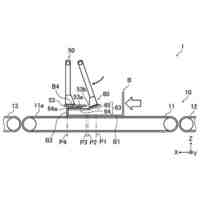
【選択図】図5
特許請求の範囲
【請求項1】
厚さ方向の一方面に第1罫線の凹部が形成され、厚さ方向の他方面に前記第1罫線の凹部より深さが小さい第2罫線の凹部が形成された段ボールシートの不良検出装置において、
前記一方面または前記他方面に対向して配置され、配置位置から前記段ボールシートの先端までの距離と前記第1罫線の凹部または前記第2罫線の凹部までの距離とを計測して計測距離として取得する計測装置と、
予め設定されたしきい値を記憶する記憶装置と、
前記段ボールシートの先端から後端に向けた予め設定された所定の判定領域で前記計測距離と前記しきい値とを比較することにより前記計測距離と前記しきい値との大小関係を特定して前記段ボールシートの表裏不良または前後不良を判定する判定装置と、
を備える段ボールシートの不良検出装置。
続きを表示(約 1,300 文字)
【請求項2】
前記しきい値は、第1しきい値と前記第1しきい値より小さい第2しきい値とを有し、前記判定装置は、前記計測距離と前記第1しきい値および前記第2しきい値とを比較することにより前記計測距離と前記第1しきい値および前記第2しきい値との大小関係を特定して前記段ボールシートの表裏不良と前後不良を判定する、
請求項1に記載の段ボールシートの不良検出装置。
【請求項3】
前記計測装置は、前記段ボールシートの前記一方面に対向して配置され、前記判定装置は、前記計測距離が前記第1しきい値より小さく且つ前記第2しきい値より大きいと、前記段ボールシートが表裏不良であると判定する、
請求項2に記載の段ボールシートの不良検出装置。
【請求項4】
前記判定装置は、前記計測距離が前記第2しきい値より小さいと、前記段ボールシートが前後不良であると判定する、
請求項3に記載の段ボールシートの不良検出装置。
【請求項5】
前記計測装置は、前記段ボールシートの前記他方面に対向して配置され、前記判定装置は、前記計測距離が前記第1しきい値より大きいと、前記段ボールシートが表裏不良であると判定する、
請求項2に記載の段ボールシートの不良検出装置。
【請求項6】
前記判定装置は、前記計測距離が前記第2しきい値より小さいと、前記段ボールシートが前後不良であると判定する、
請求項5に記載の段ボールシートの不良検出装置。
【請求項7】
前記計測装置は、前記配置位置から前記段ボールシートの先端までの距離と前記第1罫線の凹部または前記第2罫線の凹部までの距離を計測する共通の距離計測センサである、
請求項1から請求項6のいずれか一項に記載の段ボールシートの不良検出装置。
【請求項8】
厚さ方向の一方面に第1罫線の凹部が形成され、厚さ方向の他方面に前記第1罫線の凹部より深さが小さい第2罫線の凹部が形成された段ボールシートの不良検出方法において、
前記一方面または前記他方面に対向する所定の位置から前記段ボールシートの先端までの距離と前記第1罫線の凹部または前記第2罫線の凹部までの距離とを計測して計測距離として取得する工程と、
前記段ボールシートの先端から後端に向けた予め設定された所定の判定領域で前記計測距離と予め設定されたしきい値とを比較する工程と、
前記計測距離と前記しきい値との大小関係を特定して前記段ボールシートの表裏不良または前後不良を判定する工程と、
を有する段ボールシートの不良検出方法。
【請求項9】
前記判定領域で前記計測距離と第1しきい値とを比較する工程と、
前記判定領域で前記計測距離と前記第1しきい値より小さい第2しきい値とを比較する工程と、
前記計測距離と前記第1しきい値および前記第2しきい値との大小関係を特定して前記段ボールシートの表裏不良と前後不良を判定する工程と、
を有する請求項8に記載の段ボールシートの不良検出方法。
【請求項10】
請求項1に記載の段ボールシートの不良検出装置を備える製函機。
発明の詳細な説明
【技術分野】
【0001】
本開示は、段ボールシートの搬送状態における向きの不良を判定する段ボールシートの不良検出装置および方法並びに製函機に関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
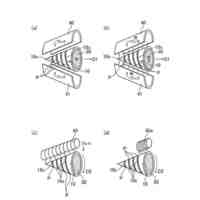
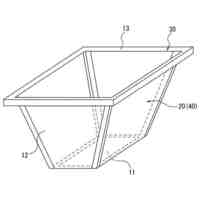
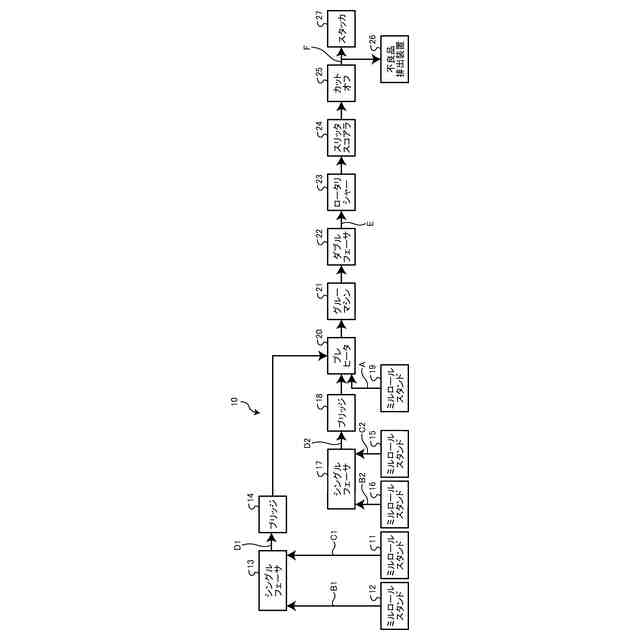
段ボールシートの製造装置は、中芯を波形に加工し、裏ライナを貼合せて片面段ボールシートを形成し、片面段ボールシートに表ライナを貼り合わせて両面段ボールシートを形成する。両面段ボールシートは、所定の幅に切断されると共に、所定の長さに切断されて板状をなす段ボールシートとなる。また、段ボールシートの製造装置は、最後に、段ボールシートにフラップを形成するための罫線を形成する。
【0003】
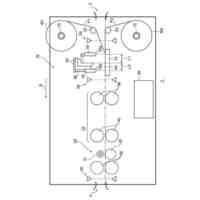
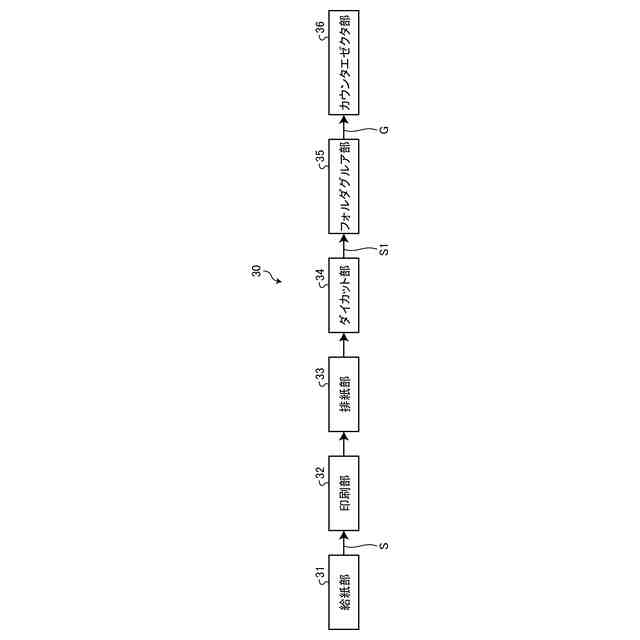
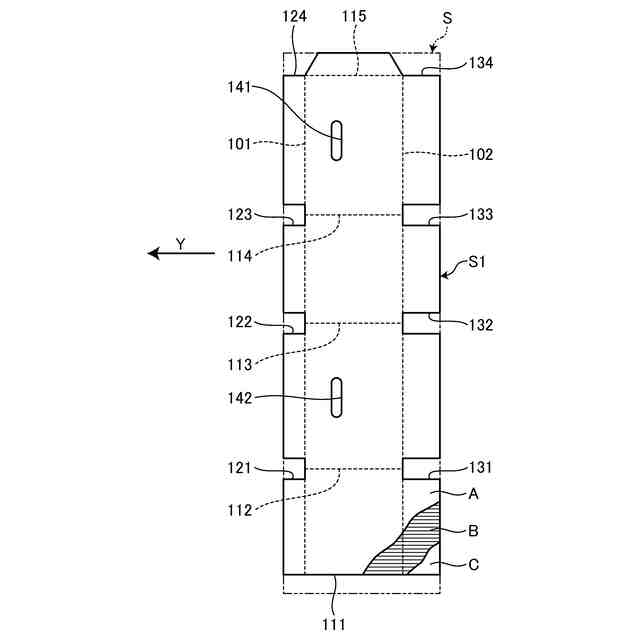
製函機は、段ボールシートの製造装置により製造された段ボールシートを加工することで、箱体(段ボール箱)を製造する。すなわち、製函機は、段ボールシートの表面に印刷を行い、段ボールシートに折り線となる罫線を形成すると共に、フラップをなす溝や接合用の糊代片などの加工を施す。罫線や溝などが形成された段ボールシートは、糊代片に糊が塗布されてから折り畳まれ、扁平状の段ボール箱となる。
【0004】
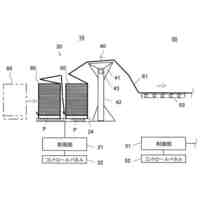
段ボールシートの製造装置は、裏ライナと波形の中芯と表ライナを層状に貼り合わせて段ボールシートを製造する。このとき、段ボールシートは、裏ライナが上面側に位置する状態で搬送される。一方、製函機は、表ライナが上面側に位置する状態で搬送され、扁平状の段ボール箱を製造する。段ボールシートの製造装置と製函機は、段ボールシートの搬送方向が水平方向で90度相違する。また、段ボールシートの製造装置と製函機は、段ボールシートの搬送時における表裏が逆になる。そのため、段ボールシートの製造装置により製造された段ボールシートは、段ボールシートの搬送方向が変更されると共に表裏が逆にされてから製函機に供給される。
【0005】
そのため、段ボールシートが製函機に供給されるとき、搬送方向や表裏が適正に変更されないことがある。例えば、段ボールシートにおける搬送方向の前後が逆になったり、表裏が逆になったりすることがある。段ボールシートにおける搬送方向の向きの不良を検出する技術として、例えば、下記特許文献1に記載されたものがある。
【先行技術文献】
【特許文献】
【0006】
特開2021-115839号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
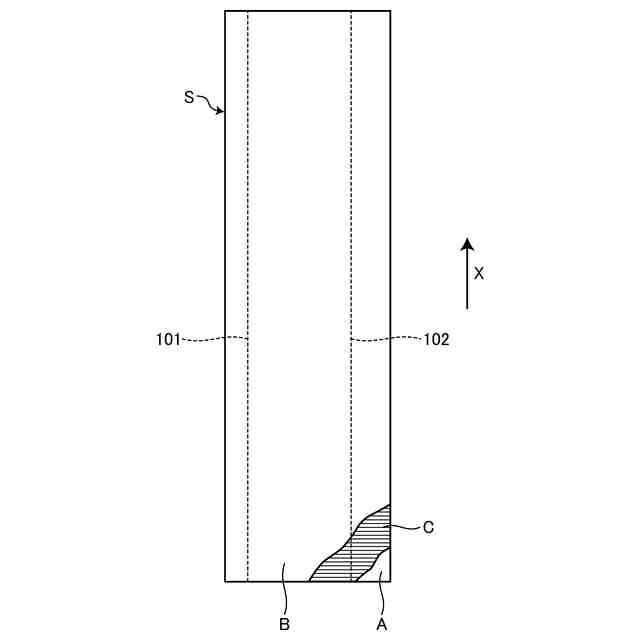
特許文献1に記載された不良品発生検出方法は、段ボールシートの先端と罫線の凹部とを検出し、段ボールシートの先端を検出してから罫線の凹部を検出するまでの搬送時間を段ボールシートの先端と罫線の凹部との距離に換算し、罫線の凹部が適正な位置にあるか否かを判定している。ところが、従来の不良品発生検出方法は、段ボールシートにおける搬送方向の前後の不良を検出することができるものの、表裏の逆の不良を検出することができないという課題がある。
【0008】
本開示は、上述した課題を解決するものであり、段ボールシートにおける搬送状態の不良を適正に検出可能とする段ボールシートの不良検出装置および方法並びに製函機を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記の目的を達成するための本開示の段ボールシートの不良検出装置は、厚さ方向の一方面に第1罫線の凹部が形成され、厚さ方向の他方面に前記第1罫線の凹部より深さが小さい第2罫線の凹部が形成された段ボールシートの不良検出装置において、前記一方面または前記他方面に対向して配置され、配置位置から前記段ボールシートの先端までの距離と前記第1罫線の凹部または前記第2罫線の凹部までの距離とを計測して計測距離として取得する計測装置と、予め設定されたしきい値を記憶する記憶装置と、前記段ボールシートの先端から後端に向けた予め設定された所定の判定領域で前記計測距離と前記しきい値とを比較することにより前記計測距離と前記しきい値との大小関係を特定して前記段ボールシートの表裏不良または前後不良を判定する判定装置と、を備える。
【0010】
また、本開示の段ボールシートの不良検出方法は、厚さ方向の一方面に第1罫線の凹部が形成され、厚さ方向の他方面に前記第1罫線の凹部より深さが小さい第2罫線の凹部が形成された段ボールシートの不良検出方法において、前記一方面または前記他方面に対向する所定の位置から前記段ボールシートの先端までの距離と前記第1罫線の凹部または前記第2罫線の凹部までの距離とを計測して計測距離として取得する工程と、前記段ボールシートの先端から後端に向けた予め設定された所定の判定領域で前記計測距離と予め設定されたしきい値とを比較する工程と、前記計測距離と前記しきい値との大小関係を特定して前記段ボールシートの表裏不良または前後不良を判定する工程と、を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社デュプロ
包装装置
4か月前
東洋製罐株式会社
搬送機構
5か月前
東罐興業株式会社
紙蓋の製造方法
3か月前
東洋製罐株式会社
ガイド機構
1か月前
日産自動車株式会社
折目付装置
5か月前
株式会社ホニック
折り畳み接合検査方法
7か月前
大宝製袋株式会社
底ガゼット付き袋体の製造方法
9か月前
東罐興業株式会社
組立式容器の製造方法及び組立式容器
2か月前
ライオン株式会社
製函治具及び製函方法
5か月前
ザ・パック株式会社
折曲げ治具及び折曲げ方法
7か月前
東洋製罐株式会社
パウチ製造方法およびパウチ製造装置
9か月前
株式会社サンエー化研
紙製収容体の製造方法及び紙製収容体
4か月前
藤森工業株式会社
包装容器の製造方法および製造装置
8か月前
アイシンシロキ株式会社
紙製箱の組立装置及び組立方法
3か月前
株式会社ユウコス
罫線入りシート製造装置
7か月前
株式会社ISOWA
可搬型通信装置、及び通信システム
8か月前
当矢印刷株式会社
複数の印刷装置を用いた印刷物の製造方法
1か月前
株式会社フジシール
包装容器の製造方法および包装容器
4か月前
株式会社コバヤシ
透明窓付き紙製包装用袋の製造方法
1か月前
日産自動車株式会社
折目付装置、及び該折目付装置を用いた折り目形成方法
4か月前
日本製紙株式会社
フランジ付紙トレーの製造方法及び製造装置
7か月前
日本トーカンパッケージ株式会社
箱の製造方法及び箱の製造装置
4か月前
ジオパック株式会社
ガス抜き袋体の製造方法
9か月前
TOPPANホールディングス株式会社
複合容器の製造方法及び複合容器用の紙複合原反
8か月前
CKD株式会社
フィルムコーティング紙容器の製造装置及びフィルムコーティング紙容器の製造方法
4か月前
株式会社New IWASHO
製袋機
7か月前
全利機械股分有限公司
ふわふわした多層織物製品を作り出すためのエンボス加工装置
7か月前
パックサイズ,エルエルシー
ボックス形成機
3か月前
出光ユニテック株式会社
シールバーおよびジッパーテープ付き容器の製造方法
3か月前
三菱重工機械システム株式会社
段ボールシートの不良検出装置および方法並びに製函機
8か月前
TOPPANホールディングス株式会社
注出口付き包装袋の製造方法、及び、注出口付き包装袋
3か月前
パックサイズ,エルエルシー
ボックス組立ての方法およびシステム
4か月前
レンゴー株式会社
紙製緩衝材の製造装置、および紙製緩衝材の製造方法
8か月前
株式会社TANAX
段ボールシート送り出し装置
7か月前
日本製紙クレシア株式会社
ロール状ペーパータオル及びロール状ペーパータオルの製造方法
7か月前
エス.シー. ジョンソン アンド サン、インコーポレイテッド
ポーチまたは容器を製造するためのシステムおよび方法
1日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ