TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024022552
公報種別
公開特許公報(A)
公開日
2024-02-16
出願番号
2023126559
出願日
2023-08-02
発明の名称
パウチ製造方法およびパウチ製造装置
出願人
東洋製罐株式会社
代理人
個人
,
個人
主分類
B31B
70/64 20170101AFI20240208BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】パウチ製造後のパウチのハンドリング性を向上させるパウチ製造方法およびパウチ製造装置を提供すること。
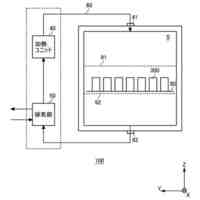
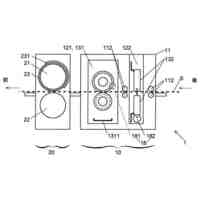
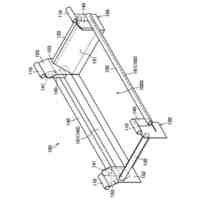
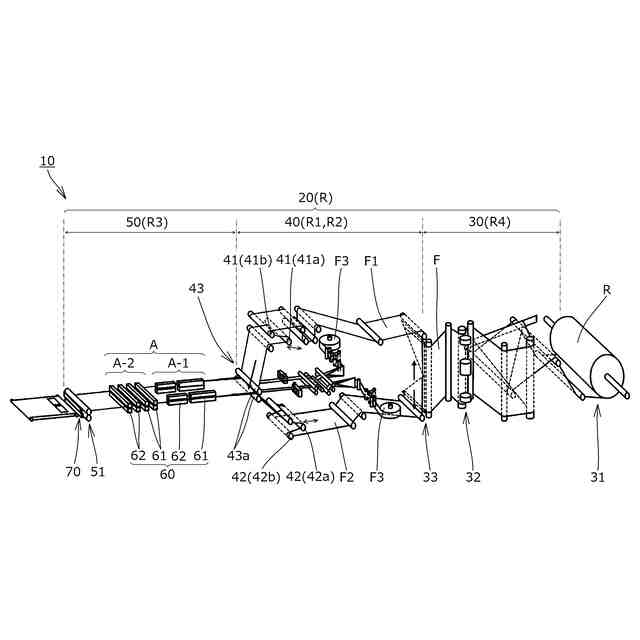
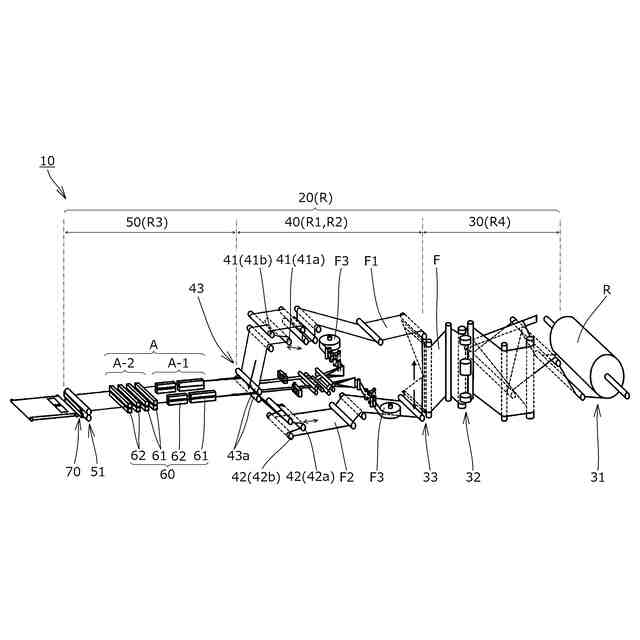
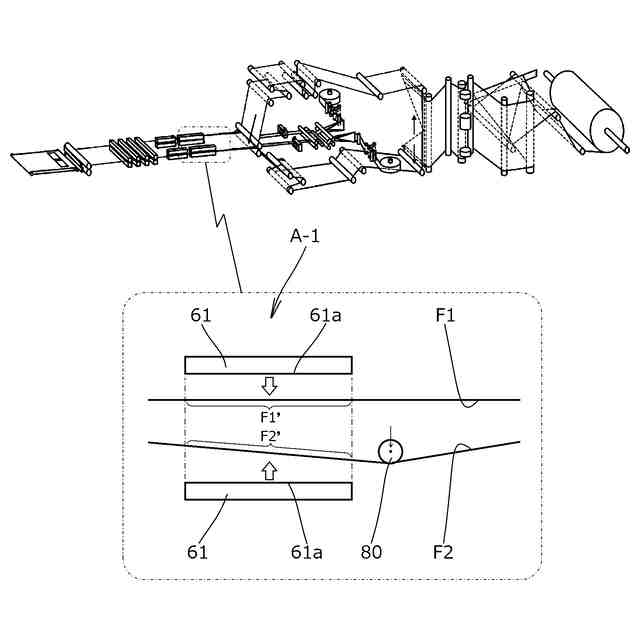
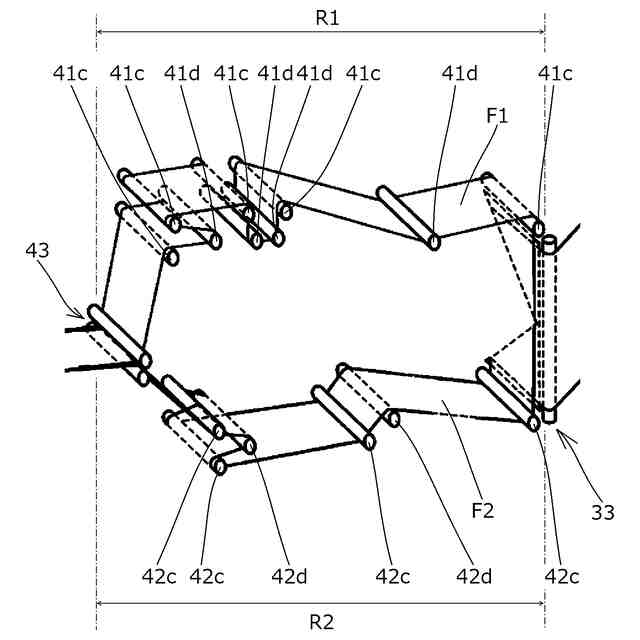
【解決手段】搬送路R上に設定された熱溶着エリアAにおいて、搬送路Rに沿って送られてきた長尺状の第1フィルム材F1および第2フィルム材F2の被熱溶着箇所に対して熱溶着処理を施すことでパウチPを製造するパウチ製造方法であって、繰り返し実施される熱溶着処理において、第1フィルム材F1の被熱溶着箇所F1’と、無負荷状態におけるフィルム長手方向寸法が第1フィルム材F1の被熱溶着箇所F1’よりも大きい第2フィルム材F2の被熱溶着箇所F2’とを、フィルム表裏方向に熱溶着バー61で挟み込むことで熱溶着を施すパウチ製造方法。
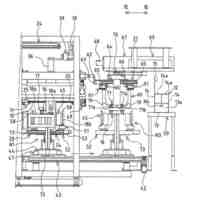
【選択図】図1
特許請求の範囲
【請求項1】
搬送路上に設定された熱溶着エリアにおいて、前記搬送路に沿って送られてきた長尺状の第1フィルム材および第2フィルム材の被熱溶着箇所に対して熱溶着処理を施すことでパウチを製造するパウチ製造方法であって、
繰り返し実施される前記熱溶着処理において、前記第1フィルム材の前記被熱溶着箇所と、無負荷状態におけるフィルム長手方向寸法及び幅方向寸法の少なくともいずれかが前記第1フィルム材の前記被熱溶着箇所よりも大きい前記第2フィルム材の前記被熱溶着箇所とを、フィルム表裏方向に熱溶着バーで挟み込むことで熱溶着を施すことを特徴とするパウチ製造方法。
続きを表示(約 1,600 文字)
【請求項2】
前記熱溶着エリアには、前記熱溶着処理を施す処理エリアが設定され、
前記処理エリアには、前記処理エリアのうち最も上流側に設定された第1処理エリアが含まれ、
前記第1処理エリアにおいて、前記第2フィルム材の前記被熱溶着箇所を、フィルム搬送方向の下流側に向かうに従って前記第1フィルム材側に寄るまたは前記第1フィルム材側から離れるように傾斜させることで、前記熱溶着バーで挟み込まれる、前記第2フィルム材の前記被熱溶着箇所の無負荷状態におけるフィルム長手方向寸法が、前記第1フィルム材の前記被熱溶着箇所の無負荷状態におけるフィルム長手方向寸法よりも大きくなるようにすることを特徴とする請求項1に記載のパウチ製造方法。
【請求項3】
前記熱溶着エリアの上流側において、前記第2フィルム材をガイド部材によって前記第1フィルム材から離れる方向に押すことで、前記第1処理エリアにおいて、前記第2フィルム材の前記被熱溶着箇所を、フィルム搬送方向の下流側に向かうに従って前記第1フィルム材側に寄るように傾斜させることを特徴とする請求項2に記載のパウチ製造方法。
【請求項4】
前記搬送路上には、前記熱溶着エリアよりも上流側において、前記第1フィルム材および前記第2フィルム材を接触させるように合流させるフィルム合流部が設けられており、
前記ガイド部材は、前記熱溶着エリアよりも上流側かつ前記フィルム合流部よりも下流側に設置されていることを特徴とする請求項3に記載のパウチ製造方法。
【請求項5】
前記ガイド部材は、フィルム表裏方向に移動可能に設けられていることを特徴とする請求項3に記載のパウチ製造方法。
【請求項6】
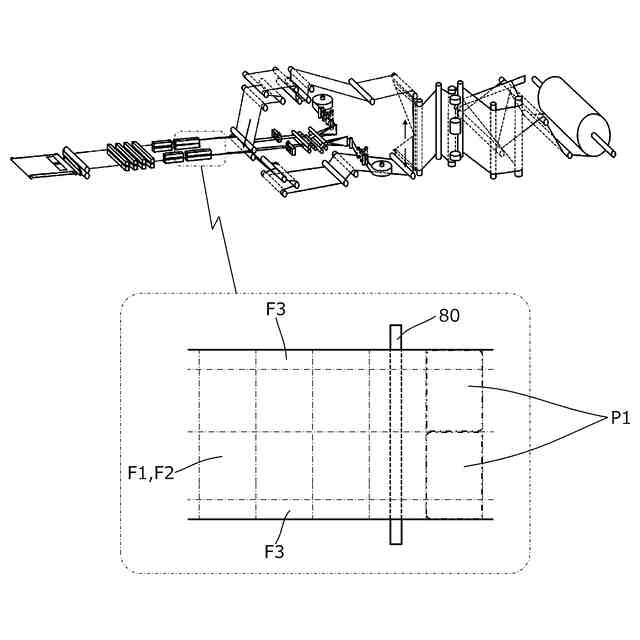
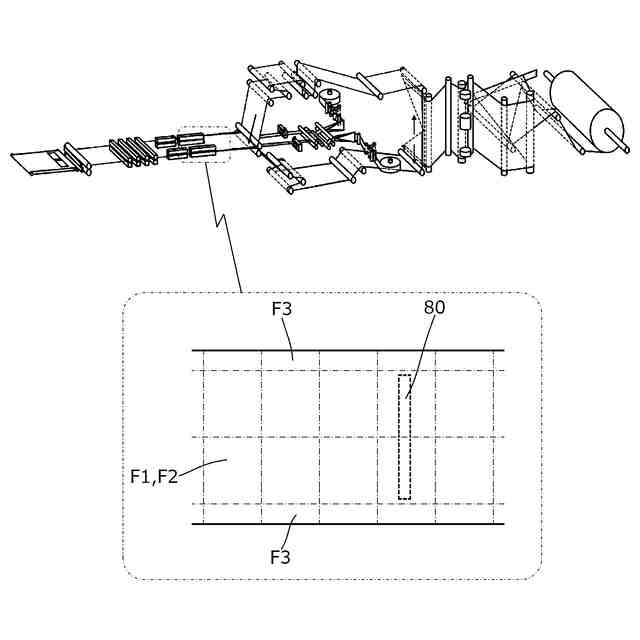
前記ガイド部材によって前記第2フィルム材を押すことで、前記第1処理エリアにおいて、前記第2フィルム材の幅方向両側部よりも幅方向中央部が前記第1フィルム材から離れる方向に寄った状態とすることを特徴とする請求項3に記載のパウチ製造方法。
【請求項7】
前記熱溶着エリアにおいて、前記第1フィルム材の張力を前記第2フィルム材の張力よりも大きくすることにより、前記熱溶着バーで挟み込まれる、前記第2フィルム材の前記被熱溶着箇所の無負荷状態におけるフィルム長手方向寸法を、前記第1フィルム材の前記被熱溶着箇所の無負荷状態におけるフィルム長手方向寸法よりも大きくすることを特徴とする請求項1に記載のパウチ製造方法。
【請求項8】
前記搬送路は、前記第1フィルム材を単独で搬送する第1搬送経路と、前記第2フィルム材を単独で搬送する第2搬送経路と、前記第1搬送経路および前記第2搬送経路の下流側に設けられ、前記第1フィルム材および前記第2フィルム材を合流させて搬送する合流搬送経路とを含み、
前記熱溶着エリアは、前記合流搬送経路上に設定され、
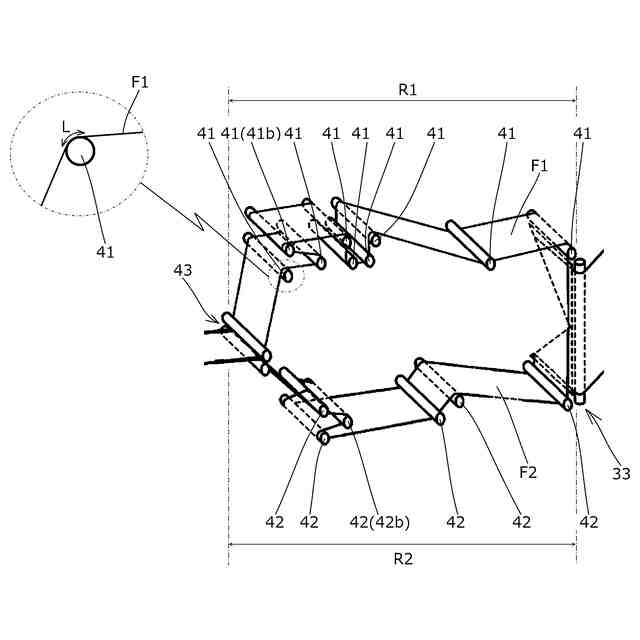
前記第1搬送経路には、前記第1フィルム材をガイドする複数の第1ガイドロールが設置され、
前記第2搬送経路には、前記第2フィルム材をガイドする複数の第2ガイドロールが設置されていることを特徴とする請求項7に記載のパウチ製造方法。
【請求項9】
前記第1搬送経路の経路長は、前記第2搬送経路の経路長よりも長く設定されていることを特徴とする請求項8に記載のパウチ製造方法。
【請求項10】
前記複数の第1ガイドロールには、往復動可能に設けられた第1ダンサーロールが含まれ、
前記複数の第2ガイドロールには、往復動可能に設けられた第2ダンサーロールが含まれ、
前記第1ダンサーロールによって前記第1フィルム材を押す力を、前記第2ダンサーロールによって前記第2フィルム材を押す力よりも大きく設定することを特徴とする請求項8に記載のパウチ製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、パウチ製造方法およびパウチ製造装置に関する。
続きを表示(約 4,000 文字)
【背景技術】
【0002】
従来、可撓性を有する樹脂製のフィルム材を熱接着によって製袋してなるパウチが、洗剤、シャンプー等のサニタリー用品や醤油、調味料等の食品類などの種々の流動性の内容物を包装する包装容器として広く用いられており、特に、プラスチックボトルやガラス瓶などの他の容器に内容物を詰め替えて使用する詰替パウチと称される包装容器として多用されている。
【0003】
このようなパウチは、例えば、下記の特許文献1に示されるように、ロール状に巻かれた長尺な樹脂製の原反フィルムを順次繰り出しながら、上下2枚のフィルム材およびその両側部に挟み込まれた底用フィルム材を連続的に搬送し、フィルム搬送方向(縦方向)の両側部およびフィルム幅方向(横方向)に延びる所定の間隔の横断部を熱接着する熱溶着処理や、隣接するパウチ間において設定されたカットラインでフィルム材を切断して個々のパウチとして分離する裁断処理が流れ作業的に行われることにより、製造される。
【先行技術文献】
【特許文献】
【0004】
特開2007-168147号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところが、上記のように製造されたパウチには、水平面に平らに置いたときに四隅の一部または全部が浮く、いわゆる反りが発生することがある。このような反りの発生の原因は、フィルム材の厚みムラ、滑り性、二軸延伸フィルムの配向(異方性による捻れ)、フィルム材のラミネート工程におけるピッチ伸びや収縮等の原反フィルム自体の特性等、種々の要因の複合的なものであると推測される。
【0006】
そして、製造されたパウチの一部のみに反りが発生してしまった場合や、反りの方向が異なるパウチが混在してしまった場合には、パウチ製造後のパウチのハンドリングが難しくなるという問題があった。
【0007】
そこで、本発明は、これらの問題点を解決するものであり、簡素な構成で、パウチ製造後のパウチのハンドリング性を向上させるパウチ製造方法およびパウチ製造装置を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明のパウチ製造方法は、搬送路上に設定された熱溶着エリアにおいて、前記搬送路に沿って送られてきた長尺状の第1フィルム材および第2フィルム材の被熱溶着箇所に対して熱溶着処理を施すことでパウチを製造するパウチ製造方法であって、繰り返し実施される前記熱溶着処理において、前記第1フィルム材の前記被熱溶着箇所と、無負荷状態におけるフィルム長手方向寸法が前記第1フィルム材の前記被熱溶着箇所よりも大きい前記第2フィルム材の前記被熱溶着箇所とを、フィルム表裏方向に熱溶着バーで挟み込むことで熱溶着を施すことにより、前記課題を解決するものである。
本発明のパウチ製造装置は、搬送路上に設定された熱溶着エリアにおいて、前記搬送路に沿って送られてきた長尺状の第1フィルム材および第2フィルム材の被熱溶着箇所に対して熱溶着処理を施すことでパウチを製造するパウチ製造装置であって、繰り返し実施される前記熱溶着処理において、前記第1フィルム材の前記被熱溶着箇所と、無負荷状態におけるフィルム長手方向寸法が前記第1フィルム材の前記被熱溶着箇所よりも大きい前記第2フィルム材の前記被熱溶着箇所とを、フィルム表裏方向に熱溶着バーで挟み込むことで熱溶着を施すように構成されていることにより、前記課題を解決するものである。
【発明の効果】
【0009】
請求項1、19、20に係る発明によれば、繰り返し実施される熱溶着処理において、第1フィルム材の被熱溶着箇所と、無負荷状態におけるフィルム長手方向寸法が第1フィルム材の被熱溶着箇所よりも大きい第2フィルム材の被熱溶着箇所とを、フィルム表裏方向に熱溶着バーで挟み込むことで熱溶着を施すことにより、製造されたパウチに生じる反りの方向を一方向に誘導し、すなわち、パウチの隅部が第1フィルム材側に寄るようにパウチの反り態様を誘導し、製造されるパウチに、反りの方向が異なるパウチが混在してしまうことを抑制できるため、パウチ製造後のパウチのハンドリング性を向上させることができる。
【0010】
請求項2に係る発明によれば、第1処理エリアにおいて、第2フィルム材の被熱溶着箇所を、フィルム搬送方向の下流側に向かうに従って第1フィルム材側に寄るまたは第1フィルム材側から離れるように傾斜させることにより、簡素な構成で、熱溶着バーで挟み込まれる、第2フィルム材の被熱溶着箇所の無負荷状態におけるフィルム長手方向寸法が、第1フィルム材の被熱溶着箇所の無負荷状態におけるフィルム長手方向寸法よりも大きくなるようにすることができる。
請求項3に係る発明によれば、熱溶着エリアの上流側において、第2フィルム材をガイド部材によって第1フィルム材から離れる方向に押すことにより、簡素な構成で、第1処理エリアにおいて、第2フィルム材の被熱溶着箇所を傾斜させることができる。
請求項4に係る発明によれば、ガイド部材は、熱溶着エリアよりも上流側かつフィルム合流部よりも下流側に設置されていることにより、フィルム合流部を備えた既存のパウチ製造装置にガイド部材を追加で設けただけの簡素な構成で、第1処理エリアにおいて、第2フィルム材の被熱溶着箇所を傾斜させることができる。
請求項5に係る発明によれば、ガイド部材は、フィルム表裏方向に移動可能に設けられていることにより、熱溶着処理を施す時には、ガイド部材によって第2フィルム材を押し、第2フィルム材を下流側に送る時にはガイド部材によって第2フィルム材を押さないようにすることが可能である等、第2フィルム材の搬送を円滑に行うことができる。
請求項6に係る発明によれば、ガイド部材によって第2フィルム材を押すことで、第1処理エリアにおいて、第2フィルム材の幅方向両側部よりも幅方向中央部が第1フィルム材から離れる方向に寄った状態とすることにより、パウチの隅部が第1フィルム材側に寄るようにパウチの反り態様を確実に誘導することができる。
請求項7に係る発明によれば、熱溶着エリアにおいて、第1フィルム材の張力を第2フィルム材の張力よりも大きくすることにより、簡素な構成で、熱溶着バーで挟み込まれる、第2フィルム材の被熱溶着箇所の無負荷状態におけるフィルム長手方向寸法を、第1フィルム材の被熱溶着箇所の無負荷状態におけるフィルム長手方向寸法よりも大きくすることができる。
請求項8に係る発明によれば、フィルム材の張力を維持しつつ、フィルム材を円滑に搬送することができる。
請求項9~13に係る発明によれば、簡素な構成で、熱溶着エリアにおける第1フィルム材の張力を第2フィルム材の張力よりも容易に大きくすることができる。
請求項14に係る発明によれば、第1フィルム材の熱収縮率が、第2フィルム材の熱収縮率よりも大きく形成されていることにより、パウチの隅部が第1フィルム材側に寄るようにパウチの反り態様を確実に誘導することができる。
請求項15に係る発明によれば、複数の上流側熱溶着バーの間で、前記第1フィルム材と前記第2フィルム材の幅方向の材料の長さを異ならせた状態で熱溶着を施すことにより、下流側の溶着バーによる幅方向溶着処理の際に、第1フィルム材と第2フィルム材の無負荷状態におけるフィルム幅方向寸法を異ならせることができ、製造されたパウチに生じる反りの方向を一方向に誘導し、製造されるパウチに反りの方向が異なるパウチが混在してしまうことを抑制できるため、パウチ製造後のパウチのハンドリング性を向上させることができる。
請求項16に係る発明によれば、第2フィルム材をガイド部材によって第1フィルム材から離れる方向に押すことで、上流側熱溶着バーによる幅方向溶着処理の際に、第1フィルム材と第2フィルム材の無負荷状態におけるフィルム幅方向寸法を異ならせることができ、製造されたパウチに生じる反りの方向を一方向に誘導し、製造されるパウチに反りの方向が異なるパウチが混在してしまうことを抑制できるため、パウチ製造後のパウチのハンドリング性を向上させることができる。
請求項17に係る発明によれば、第1フィルム材および第2フィルム材の両方をガイド部材によって押すことで、熱溶着バーによる溶着処理の際に、第1フィルム材と第2フィルム材の無負荷状態におけるフィルム寸法を異ならせることができ、製造されたパウチに生じる反りの方向を一方向に誘導し、製造されるパウチに反りの方向が異なるパウチが混在してしまうことを抑制できるため、パウチ製造後のパウチのハンドリング性を向上させることができる。
請求項18に係る発明によれば、第1フィルム材および第2フィルム材のいずれかを搬送方向において傾斜するようにガイド部材によって押すことで、上流側熱溶着バーによる幅方向溶着処理の際に、第1フィルム材と第2フィルム材の無負荷状態におけるフィルム長手方向寸法および幅方向寸法を同時に異ならせることができ、製造されたパウチに生じる反りの方向を一方向に誘導し、製造されるパウチに反りの方向が異なるパウチが混在してしまうことを抑制できるため、パウチ製造後のパウチのハンドリング性を向上させることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
製缶装置
15日前
東洋製罐株式会社
無菌成形装置
15日前
東洋製罐株式会社
合成樹脂製容器
1日前
東洋製罐株式会社
合成樹脂製容器
1か月前
東洋製罐株式会社
有底筒状体加工装置
1か月前
東洋製罐株式会社
缶内面膜の検査装置
1か月前
東洋製罐株式会社
スパウトおよび注出ユニット
1か月前
東洋製罐株式会社
加熱装置および缶体の製造方法
15日前
東洋製罐株式会社
無菌成形装置および無菌成形方法
15日前
東洋製罐株式会社
無菌成形方法および無菌成形装置
15日前
東洋製罐株式会社
缶容器、及び、缶容器の製造方法
15日前
東洋製罐株式会社
缶容器、及び、缶容器の製造方法
15日前
東洋製罐株式会社
容器詰めの高濃度均一粥の製造方法
12日前
東洋製罐株式会社
缶支持部材、シームレス缶の製造方法及び製造装置
15日前
株式会社デュプロ
包装装置
6か月前
東罐興業株式会社
紙蓋の製造方法
5か月前
東洋製罐株式会社
搬送機構
7か月前
株式会社フジキカイ
製函装置
1か月前
東洋製罐株式会社
ガイド機構
3か月前
日産自動車株式会社
折目付装置
7か月前
東罐興業株式会社
組立式容器の製造方法及び組立式容器
4か月前
ライオン株式会社
製函治具及び製函方法
7か月前
ザ・パック株式会社
折曲げ治具及び折曲げ方法
9か月前
株式会社サンエー化研
紙製収容体の製造方法及び紙製収容体
6か月前
TOPPANホールディングス株式会社
口栓溶着方法
8日前
株式会社ユウコス
罫線入りシート製造装置
9か月前
アイシンシロキ株式会社
紙製箱の組立装置及び組立方法
5か月前
株式会社ISOWA
段ボールシート処理装置、及びサーバ
1か月前
当矢印刷株式会社
複数の印刷装置を用いた印刷物の製造方法
3か月前
王子ホールディングス株式会社
加工装置及び加工方法
12日前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
1か月前
株式会社フジシール
包装容器の製造方法および包装容器
6か月前
株式会社コバヤシ
透明窓付き紙製包装用袋の製造方法
3か月前
デュプロ精工株式会社
加工装置
8日前
日産自動車株式会社
折目付装置、及び該折目付装置を用いた折り目形成方法
6か月前
日本製紙株式会社
フランジ付紙トレーの製造方法及び製造装置
9か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ