TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024107715
公報種別
公開特許公報(A)
公開日
2024-08-09
出願番号
2023011794
出願日
2023-01-30
発明の名称
紙蓋の製造方法
出願人
東罐興業株式会社
代理人
個人
主分類
B31D
5/02 20170101AFI20240802BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】天板が上側に膨出した、いわゆるドーム形状に成型でき、しかもシワを介した内容物の漏れを効果的に抑制可能な紙蓋の製造方法を提供する。
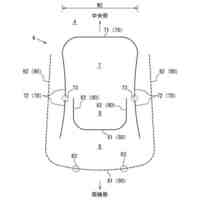
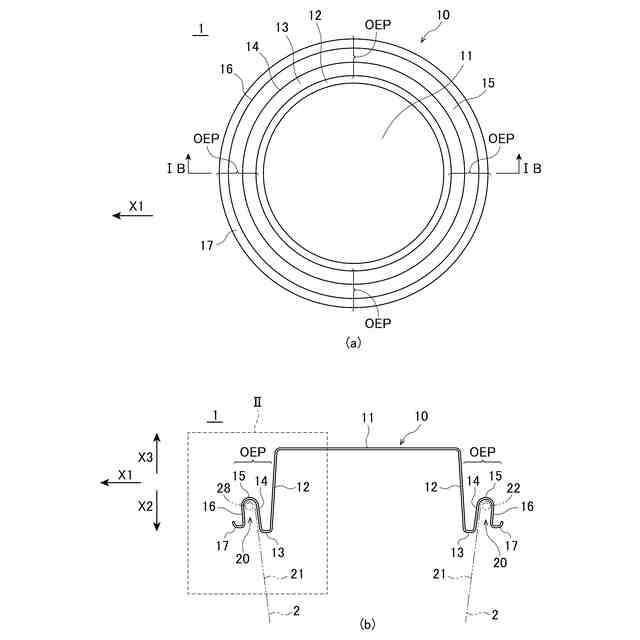
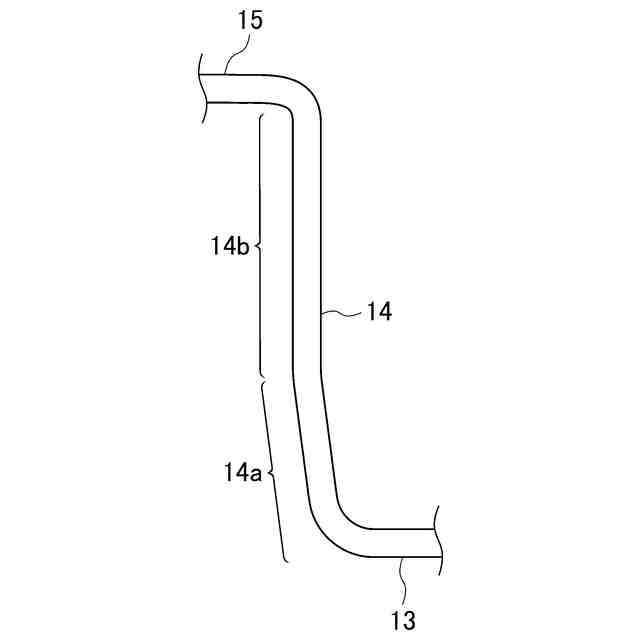
【解決手段】ブランク10の周縁を押さえながら中央領域を第1方向へ押し込むことにより、天板部11及び被包部12を形成する第1工程と、ブランク10における被包部12の外周から外側に離間させた領域を第1方向へ押し込むことにより、外延部13及び内嵌合部14を形成する第2工程と、ブランク10における内嵌合部14の外周から外側に離間させた領域を第1方向に対して反対の第2方向へ押し込むことにより、頂部15及び外嵌合部16を形成する第3工程とを有する。
【選択図】図15
特許請求の範囲
【請求項1】
紙を主体とするブランクの周縁を押さえながら中央領域を第1方向へ押し込むことにより、天板部及び上記天板部の外周に沿って設けられて上記第1方向に延長された被包部を形成する第1工程と、
上記ブランクにおける上記被包部の外周から外側に離間させた領域を上記第1方向へ押し込むことにより、上記被包部の外周に沿って設けられて外側に延長された外延部、及び上記外延部の外周に沿って設けられて上記第1方向に延長された内嵌合部を形成する第2工程と、
上記ブランクにおける上記内嵌合部の外周から外側に離間させた領域を上記第1方向に対して反対の第2方向へ押し込むことにより、上記内嵌合部の外周に沿って設けられて外側に延長された頂部、及び上記頂部の外周に沿って設けられて上記第2方向に延長された外嵌合部を形成する第3工程とを有すること
を特徴とする紙蓋の製造方法。
続きを表示(約 2,100 文字)
【請求項2】
上記第1工程では、ドローダイ及びブランクホルダーにより上記ブランクにおける周縁を挟持することにより押さえ、
上記第3工程では、上記ドローダイ及び上記ブランクホルダーを上記第2方向へ移動させることで、上記ブランクにおける上記内嵌合部の外周から外側に離間させた領域を押し込み、
次に、上記ドローダイ及び上記ブランクホルダーを上記第1方向に移動させることで、上記ドローダイ及び上記ブランクホルダーにそれぞれ設けられた丸溝状のカーリング部に上記ブランクの端部を入り込ませて変形させることにより、カール部を形成する第4工程を更に有すること
を特徴とする請求項1記載の紙蓋の製造方法。
【請求項3】
上記第1工程では、ドローダイ及びブランクホルダーにより上記ブランクにおける周縁を挟持することにより押さえ、
上記第3工程では、上記ドローダイ及び上記ブランクホルダーを上記第2方向へ移動させることで、上記ブランクにおける上記内嵌合部の外周から外側に離間させた領域を押し込み、
次に、上記ブランクの端部を上記ドローダイにおける当接面を介して当接させつつ、上記ドローダイ及び上記ブランクホルダーを上記第1方向へ移動させることで、上記外嵌合部を外側に屈曲させる第4工程を更に有すること
を特徴とする請求項1記載の紙蓋の製造方法。
【請求項4】
上記第1工程では、ドローダイ及びブランクホルダーにより上記ブランクにおける周縁を挟持することにより押さえ、
上記第2工程では、上記ブランクにおける上記被包部の外周から外側に離間させた領域を環状突起部を有する第1サイドホルダーにより上記第1方向へ押し込み、
上記第3工程では、上記ドローダイ及び上記ブランクホルダーを上記第2方向へ移動させることで、上記ブランクにおける上記内嵌合部の外周から外側に離間させた領域を押し込み、
次に、上記ドローダイ及び上記ブランクホルダーを上記第1方向に移動させることで、上記ドローダイ及び上記ブランクホルダーにそれぞれ設けられた丸溝状のカーリング部に上記ブランクの端部を入り込ませて変形させると共に、上記ドローダイと対向する上記第1サイドホルダーの側周面において内側に凹状に形成された凹部に上記外嵌合部を内側に屈曲させる第4工程を更に有すること
を特徴とする請求項1記載の紙蓋の製造方法。
【請求項5】
上記第2工程では、上記ブランクにおける上記被包部の外周から外側に離間させた領域を、根本部分にテーパー面が形成された環状突起部を有する第1サイドホルダーにより上記第1方向へ押し込むこと
を特徴とする請求項1記載の紙蓋の製造方法。
【請求項6】
ドローダイ及びブランクホルダーにより紙を主体とするブランクにおける周縁を挟持することにより押さえつつ、その中央領域の外周から外側に離間させた領域を第1方向へ押し込むことにより、上記第1方向に延長された内嵌合部を形成する第2工程と、
上記ブランクにおける上記内嵌合部の外周から外側に離間させた領域を上記第1方向に対して反対の第2方向へ上記ドローダイ及び上記ブランクホルダーを移動させることで押し込むことにより、上記内嵌合部の外周に沿って設けられて外側に延長された頂部、及び上記頂部の外周に沿って設けられて上記第2方向に延長された外嵌合部を形成する第3工程と、
上記ブランクの端部を上記ドローダイにおける当接面を介して当接させつつ、上記ドローダイ及び上記ブランクホルダーを上記第1方向へ移動させることで、上記外嵌合部を外側に屈曲させる第4工程とを有すること
を特徴とする紙蓋の製造方法。
【請求項7】
ドローダイ及びブランクホルダーにより紙を主体とするブランクにおける周縁を挟持することにより押さえつつ、その中央領域の外周から外側に離間させた領域を環状突起部を有する第1サイドホルダーにより第1方向へ押し込むことにより、上記第1方向に延長された内嵌合部を形成する第2工程と、
上記ブランクにおける上記内嵌合部の外周から外側に離間させた領域を上記第1方向に対して反対の第2方向へ上記ドローダイ及び上記ブランクホルダーを移動させることで押し込むことにより、上記内嵌合部の外周に沿って設けられて外側に延長された頂部、及び上記頂部の外周に沿って設けられて上記第2方向に延長された外嵌合部を形成する第3工程と、
上記ドローダイ及び上記ブランクホルダーを上記第1方向に移動させることで、上記ドローダイ及び上記ブランクホルダーにそれぞれ設けられた丸溝状のカーリング部に上記ブランクの端部を入り込ませて変形させると共に、上記ドローダイと対向する上記第1サイドホルダーの側周面において内側に凹状に形成された凹部に上記外嵌合部を内側に屈曲させる第4工程とを有すること
を特徴とする紙蓋の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、紙蓋の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
紙コップ等の紙容器の蓋として、プラスチック等の樹脂蓋が用いられている。しかし、樹脂蓋は、廃棄する際、紙コップや紙容器と分別する必要があり、消費者の手間となる。特に地球温暖化対策として樹脂使用量の削減やCO
2
の削減が求められており、樹脂蓋から紙蓋への切り替えが増えている。
【0003】
蓋は、一般的に天板がフラットな平蓋形状と、天板が上側に膨出したものの2種類に大別できる。中でもコールド飲料等のようにストローを利用して飲むタイプは、平蓋形状が適用されるが、ホット飲料のように容器から直接口へ喫飲するタイプや、クリーム等のトッピングが施されるタイプは、天板が上側に膨出した、いわゆるドーム形状のようなものが適用される場合が多い。
【0004】
特許文献1には、平蓋形状の紙蓋が記載されている。この特許文献1に開示の紙蓋によれば、天板の外周側に設けられた内嵌合部、頂部、外嵌合部により形成された環状凹部により容器を嵌合自在とされている。しかし、この紙蓋は、天板が容器の内面側に入り込んだ構成とされており、環状凹部がこの天板よりも上側に立ち上げられた構成とされている。このため、ホット飲料のように容器から直接口へ喫飲するタイプや、クリーム等のトッピングが施されるタイプに対する適用が困難になるという問題点があった。
【0005】
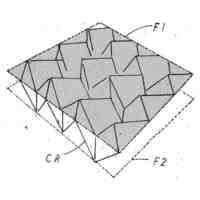
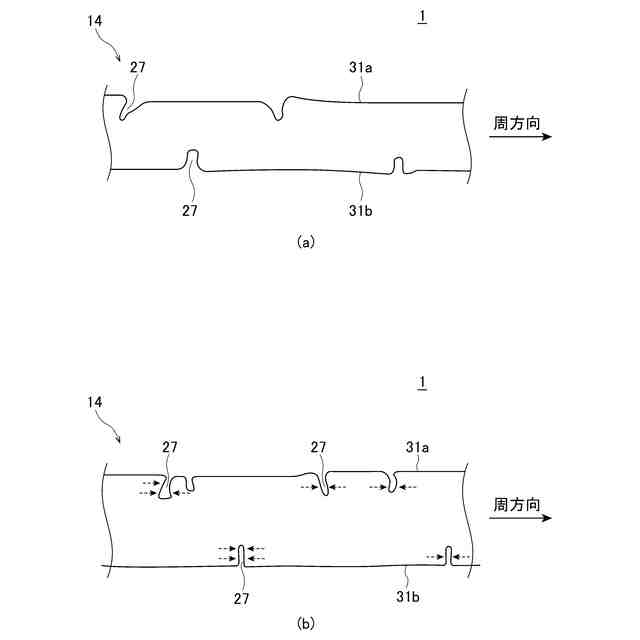
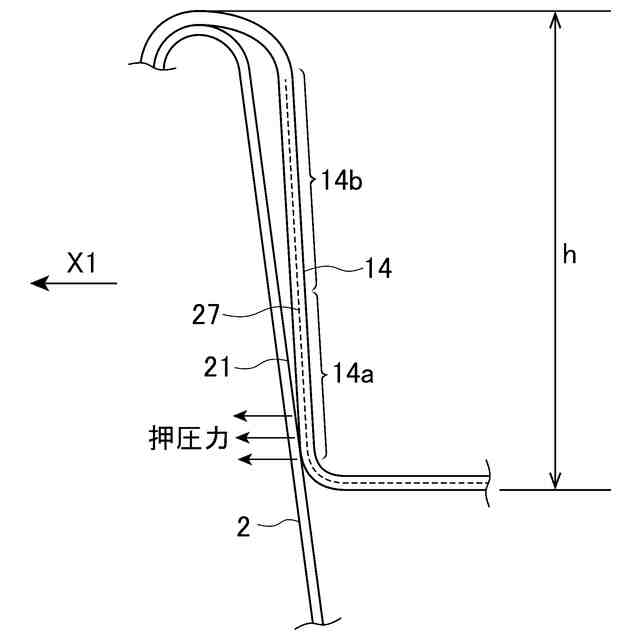
また、このような紙蓋は絞り成型により製造されるが、この絞り成型時に紙に加わる圧縮力によりシワが発生する。このシワは内嵌合部から頂部を跨ぐように発生している場合には、容器内の内容物がそのシワを介して漏れ出てしまう。このようなシワを介した内容物の漏れを効果的に抑制できる紙蓋の製造方法が案出されていないのが現状であった。
【先行技術文献】
【特許文献】
【0006】
特許第6978606号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで本発明は、上述した問題点に鑑みて案出されたものであり、その目的とするところは、天板が上側に膨出した、いわゆるドーム形状に成型でき、しかもシワを介した内容物の漏れを効果的に抑制可能な紙蓋の製造方法を提供することにある。
【課題を解決するための手段】
【0008】
第1発明に係る紙蓋の製造方法は、紙を主体とするブランクの周縁を押さえながら中央領域を第1方向へ押し込むことにより、天板部及び上記天板部の外周に沿って設けられて上記第1方向に延長された被包部を形成する第1工程と、上記ブランクにおける上記被包部の外周から外側に離間させた領域を上記第1方向へ押し込むことにより、上記被包部の外周に沿って設けられて外側に延長された外延部、及び上記外延部の外周に沿って設けられて上記第1方向に延長された内嵌合部を形成する第2工程と、上記ブランクにおける上記内嵌合部の外周から外側に離間させた領域を上記第1方向に対して反対の第2方向へ押し込むことにより、上記内嵌合部の外周に沿って設けられて外側に延長された頂部、及び上記頂部の外周に沿って設けられて上記第2方向に延長された外嵌合部を形成する第3工程とを有することを特徴とする。
【0009】
第2発明に係る紙蓋の製造方法は、第1発明において、上記第1工程では、ドローダイ及びブランクホルダーにより上記ブランクにおける周縁を挟持することにより押さえ、上記第3工程では、上記ドローダイ及び上記ブランクホルダーを上記第2方向へ移動させることで、上記ブランクにおける上記内嵌合部の外周から外側に離間させた領域を押し込み、次に、上記ドローダイ及び上記ブランクホルダーを上記第1方向に移動させることで、上記ドローダイ及び上記ブランクホルダーにそれぞれ設けられた丸溝状のカーリング部に上記ブランクの端部を入り込ませて変形させることにより、カール部を形成する第4工程を更に有することを特徴とする。
【0010】
第3発明に係る紙蓋の製造方法は、第1発明において、上記第1工程では、ドローダイ及びブランクホルダーにより上記ブランクにおける周縁を挟持することにより押さえ、上記第3工程では、上記ドローダイ及び上記ブランクホルダーを上記第2方向へ移動させることで、上記ブランクにおける上記内嵌合部の外周から外側に離間させた領域を押し込み、次に、上記ブランクの端部を上記ドローダイにおける当接面を介して当接させつつ、上記ドローダイ及び上記ブランクホルダーを上記第1方向へ移動させることで、上記外嵌合部を外側に屈曲させる第4工程を更に有することを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東罐興業株式会社
飲料容器用蓋及び飲料容器
1か月前
個人
高剛性段ボール
2か月前
株式会社フジキカイ
製函装置
4か月前
エントラスト株式会社
袋体の製造方法
3日前
三菱重工機械システム株式会社
処理装置
22日前
TOPPANホールディングス株式会社
トレー製造装置
2か月前
株式会社ダイワハイテックス
箱型製造装置、及び箱型製造方法
1か月前
トヨタ自動車株式会社
フィルム製造装置及びフィルム製造方法
25日前
TOPPANホールディングス株式会社
口栓溶着方法
3か月前
株式会社ISOWA
段ボールシート処理装置、及びサーバ
4か月前
王子ホールディングス株式会社
加工装置及び加工方法
3か月前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
4か月前
エステー産業株式会社
収容容器の製造方法及び製造装置
16日前
王子ホールディングス株式会社
キッチンタオルロール
24日前
株式会社トーモク
封筒型パッケージの製造方法
17日前
デュプロ精工株式会社
加工装置
3か月前
株式会社トーモク
封筒型パッケージの製造方法
17日前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
3か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
2か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
3か月前
東罐興業株式会社
カップ容器製造装置およびカップ容器製造方法
1か月前
三菱重工機械システム株式会社
制御装置、制御方法及びコンピュータプログラム
2日前
クオ、ツェファン
再生利用可能な二重壁カップを製造する装置及び方法
4か月前
ダックエンジニアリング株式会社
扁平な箱体の品質検査方法および品質検査装置
3か月前
三菱重工機械システム株式会社
シートの切り出し装置
17日前
レンゴー株式会社
紙製緩衝材の製造方法、および原反ロール
3か月前
エス.シー. ジョンソン アンド サン、インコーポレイテッド
ポーチまたは容器を製造するためのシステムおよび方法
4か月前
インフィニスパーク株式会社
販売システムとその方法、およびそのプログラム
6か月前
KDDI株式会社
基地局装置、制御方法及びプログラム
1か月前
インフィニスパーク株式会社
販売システムとその方法、およびそのプログラム
6か月前
株式会社Fact Base
図面を管理するシステムおよび情報処理装置
1か月前
リサーチ インスティチュート アット ネイションワイド チルドレンズ ホスピタル
バイオフィルム関連障害の処置のための抗体断片
2日前
個人
個人情報提供システム、方法及びプログラム
1か月前
17LIVE株式会社
ストリーム配信のためのシステム及び方法
2か月前
17LIVE株式会社
データアクセスのためのシステム及び方法
2か月前
17LIVE株式会社
データアクセスのためのシステム及び方法
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ