TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025001103
公報種別
公開特許公報(A)
公開日
2025-01-08
出願番号
2023100500
出願日
2023-06-20
発明の名称
扁平な箱体の品質検査方法および品質検査装置
出願人
ダックエンジニアリング株式会社
代理人
弁理士法人柳野国際特許事務所
主分類
B31B
50/60 20170101AFI20241225BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】積層体の各箱体が互いに前後左右にズレていても、各箱体の接合状態を確実に且つ精度良く検査できる、扁平な箱体の品質検査方法および品質検査装置を提供せんとする。
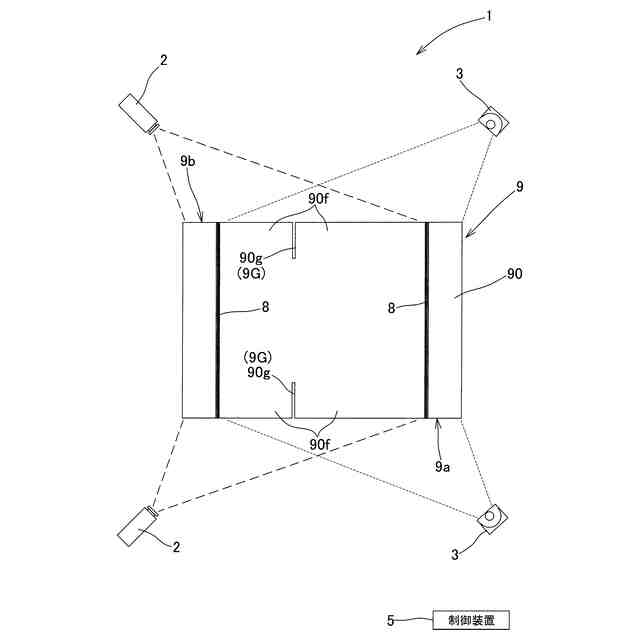
【解決手段】箱体90を複数積み重ねてなる積層体9の側面のうち、フラップ90f側で且つ接合によるフラップ間のギャップ部90gが開口する二側面の各側面9a,9bについて、それぞれギャップ部90gが積層方向に配列したギャップ部列9Gを少なくとも含む領域を、該ギャップ部列9Gの左/右横側の位置から斜めに撮像し、撮像された各側面のギャップ部列9Gの画像に基づき接合の良否を判定する。
【選択図】図1
特許請求の範囲
【請求項1】
シート材を折り畳み、糊付け接合して形成される扁平な箱体の品質検査方法であって、
前記箱体を複数積み重ねてなる積層体の側面のうち、フラップ側で且つ前記接合によるフラップ間のギャップ部が開口する二側面の各側面について、それぞれ前記ギャップ部が積層方向に配列したギャップ部列を少なくとも含む領域を、該ギャップ部列の左/右横側の位置から斜めに撮像し、
撮像された前記各側面の前記ギャップ部列の画像に基づき、前記接合の良否を判定する、
ことを特徴とする品質検査方法。
続きを表示(約 1,000 文字)
【請求項2】
前記撮像が、前記積層体の高さと同じ高さの範囲内の位置から前記領域を斜めに撮像する、請求項1記載の品質検査方法。
【請求項3】
前記領域に対し、前記ギャップ部列の左/右横側の位置から斜めに、前記積層方向に照射ラインが延びるようにラインレーザを照射し、
照射された前記ラインレーザにより前記領域に表示される照射ラインの状態に基づき、各箱体の重ね合わせの前記各側面に直交する方向へのズレ量を算出し、
算出された前記ズレ量と前記ギャップ部列の画像とに基づき、前記接合の良否を判定する、請求項1記載の品質検査方法。
【請求項4】
前記撮像の際、撮像の位置と左/右反対の横側の位置から、前記領域に対して斜めに照明を当てる、請求項1記載の品質検査方法。
【請求項5】
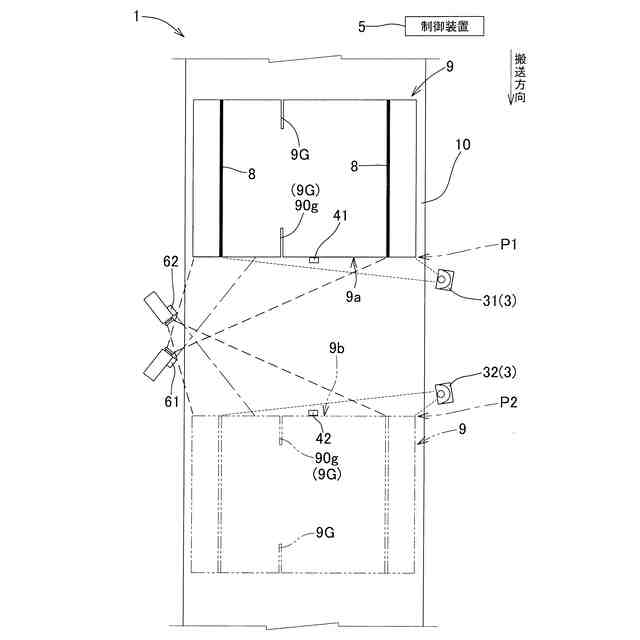
前記積層体が前記各側面に直交する方向に搬送され、
前記撮像が、前記積層体の搬送路に沿った左/右横側の位置から、搬送中の前記積層体の搬送方向前側の前記側面、及び後ろ側の前記側面をそれぞれ斜めに撮像する、請求項1記載の品質検査方法。
【請求項6】
シート材を折り畳み、糊付け接合して形成される扁平な箱体の品質検査装置であって、
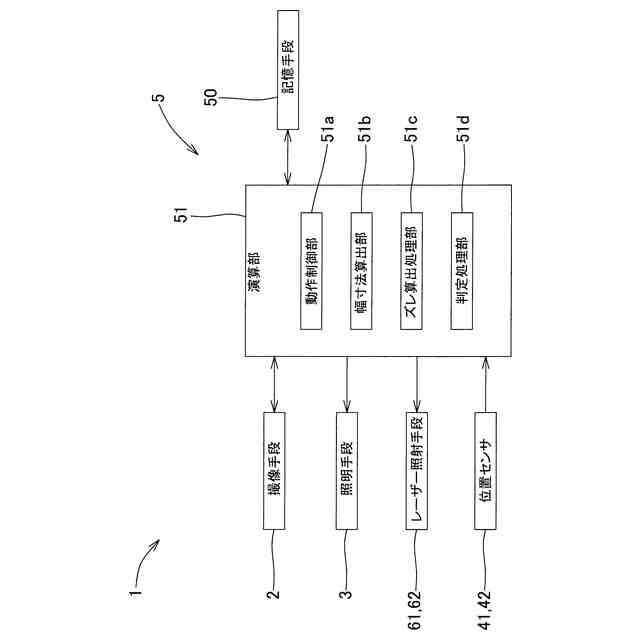
前記箱体を複数積み重ねてなる積層体の側面のうち、フラップ側で且つ前記接合によるフラップ間のギャップ部が開口する二側面の各側面について、それぞれ前記ギャップ部が積層方向に配列したギャップ部列を少なくとも含む領域を、該ギャップ部列の左/右横側の位置から斜めに撮像する撮像手段と、
同ギャップ部列の左/右横側の位置から前記領域に対して斜めに照明を当てる照明手段と、
前記撮像手段により撮像された前記各側面の前記ギャップ部列の画像に基づき、前記接合の良否を判定する判定手段と、
を備える品質検査装置。
【請求項7】
前記領域に対し、前記ギャップ部列の左/右横側の位置から斜めに、前記積層方向に照射ラインが延びるようにラインレーザを照射するレーザ照射手段と、
前記レーザ照射手段により照射されるラインレーザにより前記領域に表示される照射ラインの状態に基づき、各箱体の重ね合わせの前記各側面に直交する方向へのズレ量を算出するズレ算出手段とを備え、
前記判定手段が、前記ズレ算出手段により算出されたズレ量と前記ギャップ部列の画像とに基づき、前記接合の良否を判定する、請求項6記載の品質検査装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、扁平な箱体を形成する製函機に好適な品質検査方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
製函機は、シートに印刷し、けい線入れやフラップの溝切り加工を施した後、糊付け、折り畳んで接合することにより箱体を製造する装置である。シートを折り畳み、端部同士を接合して箱体に加工する際に折り曲げの箇所がずれると接合部もずれてしまう。厚手のシート、特に段ボールシートの場合にはこのずれが生じやすく、接合部に大きなずれが生じ、立体的に組み立てることができない或いは歪んだ形になる。
【0003】
このような接合部はフラップ間のギャップ部を構成するため、当該ギャップ部の間隔を搬送状態で上部からカメラで撮像し、その撮像画像に基づいて接合状態を一枚づつ検査することも行われている。しかしながら製函機によっては、箱体への加工後すぐに複数積み重ねた積層体で搬送するタイプがあり、一枚づつ検査することが難しい場合がある。また、出荷の際には積層体として出荷されることから、当該積層体の状態で接合部のずれを効率よく検査することも求められている。
【0004】
従来、このような積層体の状態で接合部の検査をする方法として、搬送途中の積層体の前後の二側面を上方から斜めに撮像し、各側面に存在する各箱体のギャップ部が積層方向に配列した列(ギャップ部列)を撮像し、ギャップ部列の撮像画像に基づき、各箱体のギャップ部の幅を算出して接合状態を検査する方法が提案されている(特許文献1参照。)。
【0005】
しかしながら、撮像する積層体の各箱体は、搬送による振動等により互いに前後左右にズレており、上方から前後の側面を撮影する際、とくに前後方向に突出している(撮影する側面から飛び出ている)箱体によってその下の箱体のギャップ部が隠れてしまっていたり、凹んでいる(撮影する側面と反対側にズレて凹みを形成している)箱体のギャップ部が同じく上の箱体の影になって隠れてしまっており、当該ギャップ部を撮影できないという問題があった。これに対し、カメラの前後方向の位置を積層体から遠ざけて上方からの撮影角度を小さくすることも考えられるが、カメラが遠くなり、光量不足等で精度が低下してしまうという問題が生じる。
【先行技術文献】
【特許文献】
【0006】
特開2001-330414号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、本発明が前述の状況に鑑み、解決しようとするところは、積層体の各箱体が互いに前後左右にズレていても、各箱体の接合状態を確実に且つ精度良く検査できる、扁平な箱体の品質検査方法および品質検査装置を提供する点にある。
【課題を解決するための手段】
【0008】
すなわち本発明は、以下の発明を包含する。
(1) シート材を折り畳み、糊付け接合して形成される扁平な箱体の品質検査方法であって、前記箱体を複数積み重ねてなる積層体の側面のうち、フラップ側で且つ前記接合によるフラップ間のギャップ部が開口する二側面の各側面について、それぞれ前記ギャップ部が積層方向に配列したギャップ部列を少なくとも含む領域を、該ギャップ部列の左/右横側の位置から斜めに撮像し、撮像された前記各側面の前記ギャップ部列の画像に基づき、前記接合の良否を判定する、ことを特徴とする品質検査方法。
【0009】
(2) 前記撮像が、前記積層体の高さと同じ高さの範囲内の位置から前記領域を斜めに撮像する、(1)記載の品質検査方法。
【0010】
(3) 前記領域に対し、前記ギャップ部列の左/右横側の位置から斜めに、前記積層方向に照射ラインが延びるようにラインレーザを照射し、照射された前記ラインレーザにより前記領域に表示される照射ラインの状態に基づき、各箱体の重ね合わせの前記各側面に直交する方向へのズレ量を算出し、算出された前記ズレ量と前記ギャップ部列の画像とに基づき前記接合の良否を判定する(1)又は(2)記載の品質検査方法。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る






 特許ウォッチ
特許ウォッチ