TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025011391
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023113480
出願日
2023-07-11
発明の名称
口栓溶着方法
出願人
TOPPANホールディングス株式会社
代理人
個人
,
個人
,
個人
主分類
B31B
70/84 20170101AFI20250117BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】口栓の溶着部下端縁におけるフィルムの破れの発生を抑制する。
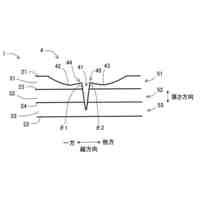
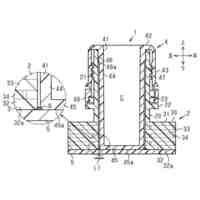
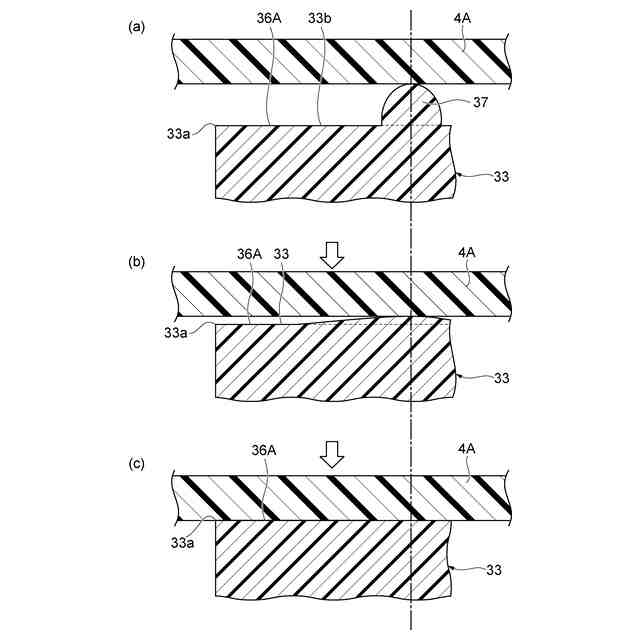
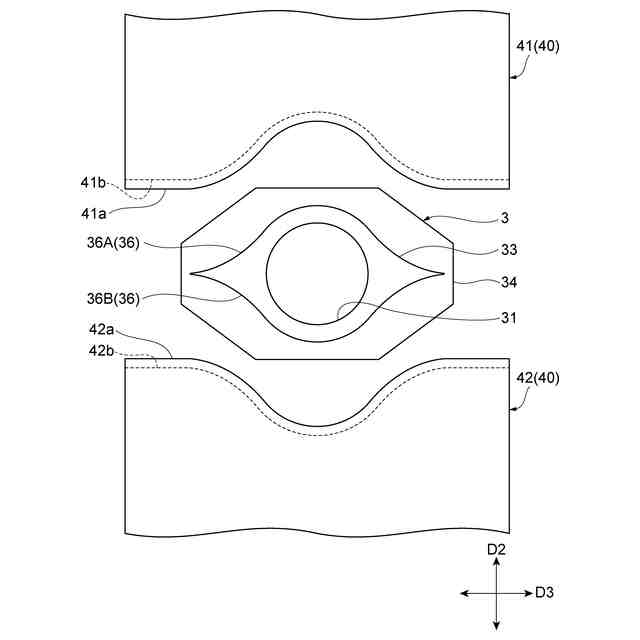
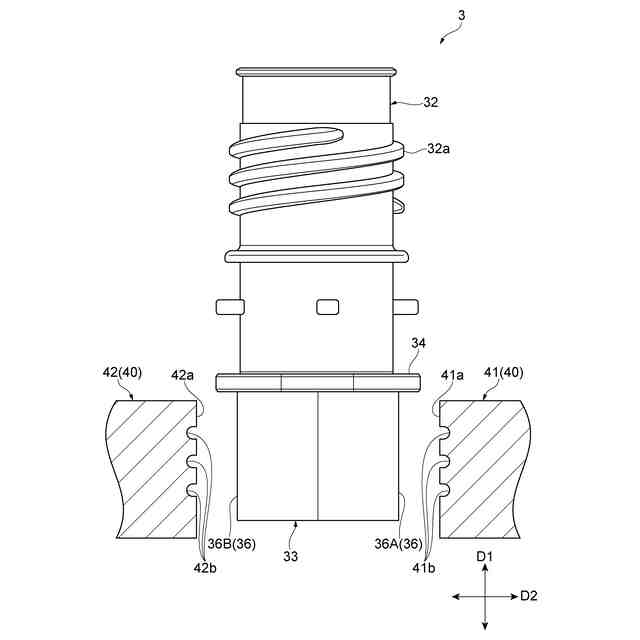
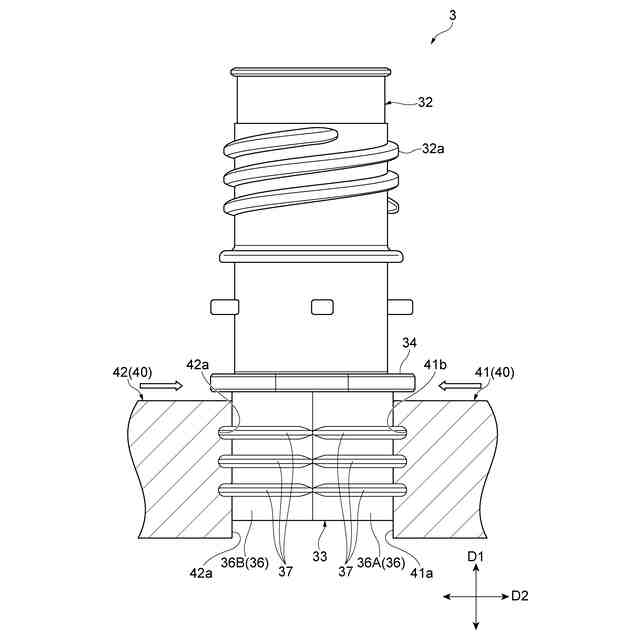
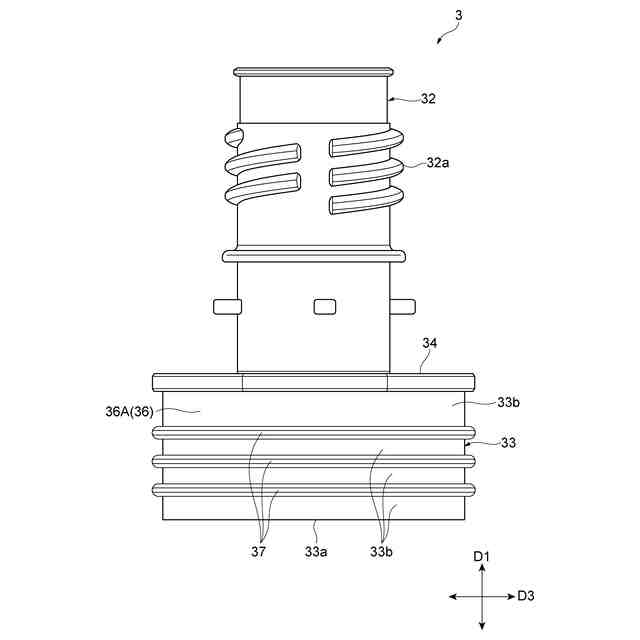
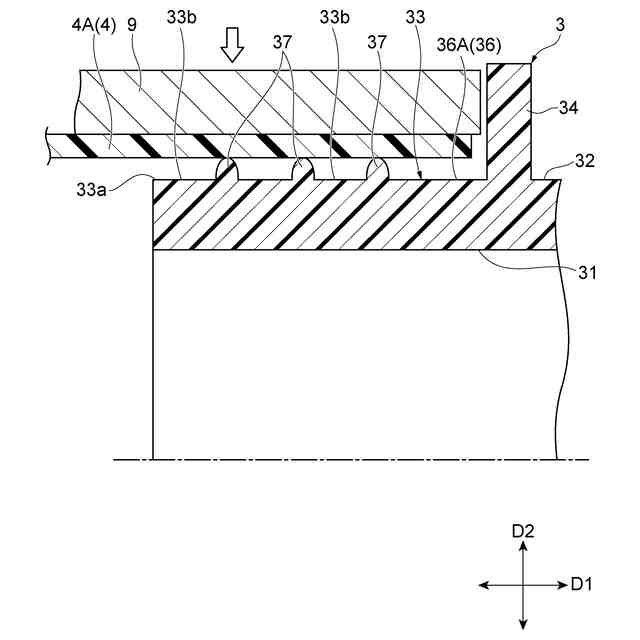
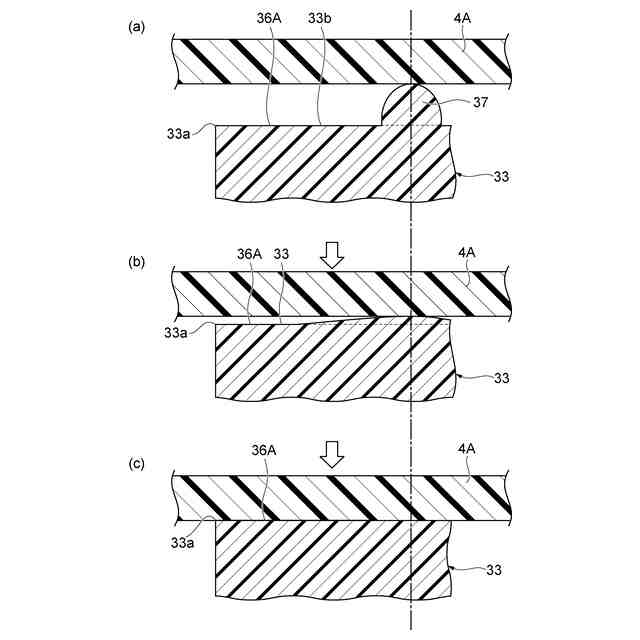
【解決手段】樹脂製の口栓3をパウチ本体2の胴フィルム4に溶着させる口栓溶着方法であって、加熱された金型40を用い、溶着部33の溶着面36を溶融させて溶着面36に複数のリブ37を成形する凸部成形工程と、凸部成形工程において加熱された溶着面36の温度が溶着部33の融点以上の状態で溶着面36に胴フィルム4を当接させ、胴フィルム4を溶着部33に押し付けてリブ37を潰しながら胴フィルム4と溶着面36とを互いに溶着させる溶着工程と、を含む。
【選択図】図9
特許請求の範囲
【請求項1】
樹脂製の口栓をパウチ本体のフィルムに溶着させる口栓溶着方法であって、
前記口栓は、
第一方向に延びる流路と、
前記第一方向に延びて前記流路の一部を形成する注出部と、
前記第一方向に延びて前記流路の他の一部を形成するとともに、前記フィルムが溶着される溶着面を表面に有する溶着部と、を備えており、
加熱された型を用い、前記溶着面を溶融させて前記溶着面に複数の凸部を成形する凸部成形工程と、
前記凸部成形工程において加熱された前記溶着面の温度が前記溶着部の融点以上の状態で前記溶着面に前記フィルムを当接させ、前記フィルムを前記溶着部に押し付けて前記凸部を潰しながら前記フィルムと前記溶着面とを互いに溶着させる溶着工程と、を含む、口栓溶着方法。
続きを表示(約 480 文字)
【請求項2】
前記凸部成形工程では、前記溶着面の温度が前記溶着部の融点以上でありかつ前記溶着部における前記流路の壁面が前記溶着部の融点よりも低い状態となるように、前記型によって前記溶着面を加熱して前記凸部を成形する、請求項1に記載の口栓溶着方法。
【請求項3】
前記凸部成形工程では、前記凸部として、前記第一方向に直交する方向に延びるリブを成形する、請求項1に記載の口栓溶着方法。
【請求項4】
前記凸部成形工程では、前記凸部として、前記溶着面における前記注出部側とは反対側の端縁である溶着部下端縁に平行に延在するリブを成形する、請求項1に記載の口栓溶着方法。
【請求項5】
前記凸部成形工程では、前記溶着部下端縁に凸部非成形部が隣接して設けられるように、前記リブを成形し、
前記凸部非成形部は、前記リブが成形されていない部位である、請求項4に記載の口栓溶着方法。
【請求項6】
複数の前記凸部は、頂部の高さ位置が互いに同じである、請求項1~5のいずれか一項に記載の口栓溶着方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、樹脂製の口栓をパウチ本体のフィルムに溶着させる口栓溶着方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
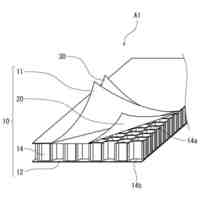
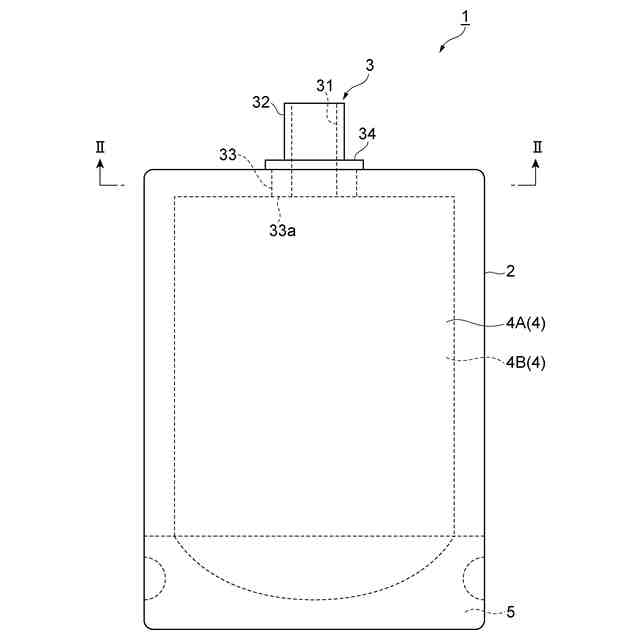
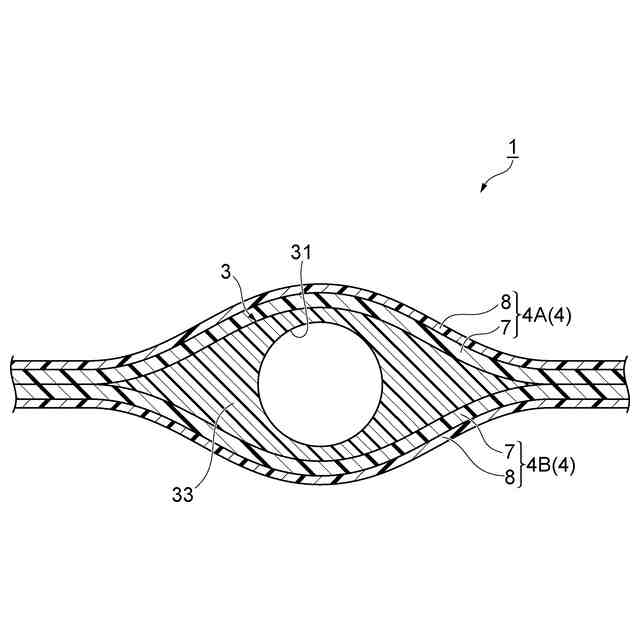
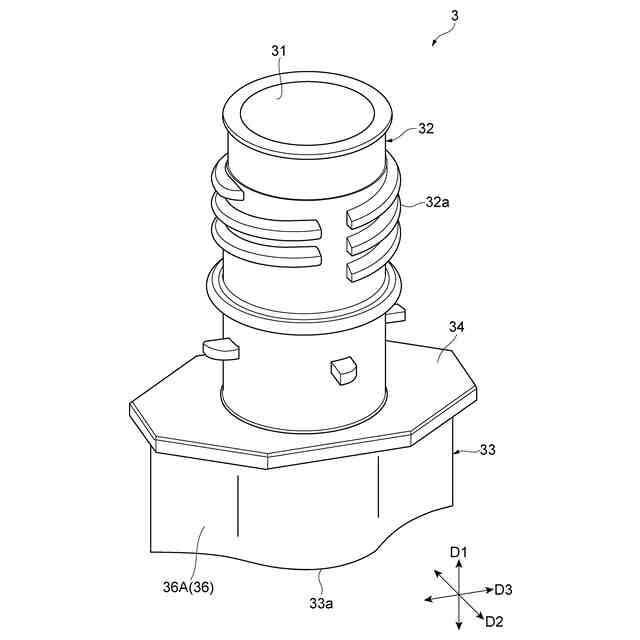
従来、液体等の内容物を収容する容器として、複数のフィルムを所定箇所で熱溶着することで袋状に形成するとともに、樹脂製の口栓をフィルムに熱溶着した口栓付きパウチが用いられている(例えば、特許文献1参照)。この口栓は、第一方向に延びる流路と、第一方向に延びて流路の一部を形成する注出部と、第一方向に延びて流路の他の一部を形成する溶着部と、を備えている。そして、一対のフィルムの間に口栓の溶着部を配置し、口栓をフィルムに熱溶着することで、一対のフィルムに口栓が取り付けられている。
【先行技術文献】
【特許文献】
【0003】
特表2021-523858号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
フィルムを口栓の溶着部の溶着面に溶着する場合、口栓の溶着部にフィルムを重ね、シールバーで加熱しながらフィルムを溶着部の溶着面に押し付ける。その際、溶着部の溶着部下端縁において、フィルムに応力が集中しやく、フィルムが薄くなることが生じ得る。溶着部の溶着部下端縁とは、溶着部の溶着面の端縁のうち、注出部側とは反対側の端縁である。溶着部下端縁においてフィルムが薄くなると、フィルムが破れやすくなり、内容物が漏れ出る可能性が高くなる。そこで、本発明は、口栓の溶着部下端縁におけるフィルムの破れの発生を抑制可能な口栓溶着方法に関する。
【課題を解決するための手段】
【0005】
本発明に係る口栓溶着方法は、[1]「樹脂製の口栓をパウチ本体のフィルムに溶着させる口栓溶着方法であって、前記口栓は、第一方向に延びる流路と、前記第一方向に延びて前記流路の一部を形成する注出部と、前記第一方向に延びて前記流路の他の一部を形成するとともに、前記フィルムが溶着される溶着面を表面に有する溶着部と、を備えており、加熱された型を用い、前記溶着面を溶融させて前記溶着面に複数の凸部を成形する凸部成形工程と、前記凸部成形工程において加熱された前記溶着面の温度が前記溶着部の融点以上の状態で前記溶着面に前記フィルムを当接させ、前記フィルムを前記溶着部に押し付けて前記凸部を潰しながら前記フィルムと前記溶着面とを互いに溶着させる溶着工程と、を含む、口栓溶着方法。」である。
【0006】
この口栓溶着方法では、凸部成形工程において加熱された溶着部の溶着面の温度が溶着部の融点以上の状態で、溶着面にフィルムを当接させる。つまり、凸部成形工程において成形された凸部の温度が融点を下回る前に、溶着面にフィルムを当接させる。そして、フィルムを押し付けて、凸部を潰しながらフィルムと溶着面とを互いに溶着させる。その際、フィルムが凸部に押し付けられることにより、溶融状態の凸部が押し潰される。押し潰された凸部の樹脂は、溶着面の広範囲にわたって広がる。このように、フィルムは、まず、溶融状態の凸部によって受け止められ、その後、溶着部の溶着面全体で受け止められて溶着される。このように、溶着工程の初期の段階から溶着部下端縁にフィルムが押し付けられることが抑制され、溶着部下端縁においてフィルムが薄くなることが抑制される。これにより、この口栓溶着方法では、口栓の溶着部下端縁におけるフィルムの破れの発生を抑制することができる。
【0007】
上記の口栓溶着方法は、[2]「前記凸部成形工程では、前記溶着面の温度が前記溶着部の融点以上でありかつ前記溶着部における前記流路の壁面が前記溶着部の融点よりも低い状態となるように、前記型によって前記溶着面を加熱して前記凸部を成形する、上記[1]に記載の口栓溶着方法」であってもよい。この場合、口栓溶着方法では、流路の形状を維持しつつ、口栓の溶着部の溶着面に凸部を成形することができる。
【0008】
上記の口栓溶着方法は、[3]「前記凸部成形工程では、前記凸部として、前記第一方向に直交する方向に延びるリブを成形する、上記[1]又は[2]に記載の口栓溶着方法。」であってもよい。ここで、フィルムは、まずリブに当接する。このため、溶着部におけるリブが設けられた部分は、フィルムとより確実に溶着される。例えば、溶着不良が生じている場合、パウチ本体内の内容物は溶着部の溶着面とフィルムとの間を第一方向に沿って移動して外部に漏れ出ようとする。そこで、この口栓溶着方法では、より確実に溶着されるリブが第一方向に対して直交する方向に延びてフィルムに溶着されていることにより、内容物が漏れ出る経路を遮断できる。このように、この口栓溶着方法では、パウチ本体内の内容物が外部に漏れ出ることをより一層抑制できる。
【0009】
上記の口栓溶着方法は、[4]「前記凸部成形工程では、前記凸部として、前記溶着面における前記注出部側とは反対側の端縁である溶着部下端縁に平行に延在するリブを成形する、上記[1]又は[2]に記載の口栓溶着方法。」であってもよい。この場合、フィルムが溶着部に押し付けられたときに、溶着部下端縁に沿って延在するリブが先にフィルムを受け止める。このため、フィルムが溶着部下端縁に溶着工程の初期の段階から当接することが抑制される。これにより、口栓溶着方法では、口栓の溶着部下端縁においてフィルムが薄くなることを抑制でき、フィルムの破れの発生をより一層抑制することができる。
【0010】
上記の口栓溶着方法は、[5]「前記凸部成形工程では、前記溶着部下端縁に凸部非成形部が隣接して設けられるように、前記リブを成形し、前記凸部非成形部は、前記リブが成形されていない部位である、上記[4]に記載の口栓溶着方法。」であってもよい。この場合、溶着工程においてフィルムがリブに押し付けられたときに、押し潰されたリブの樹脂が、凸部非成形部に広がる。リブが押し潰された後の溶着工程の後期の段階において、フィルムにおける溶着部の溶着部下端縁の近傍部分は、凸部非成形部によって受け止められて溶着される。このように、口栓溶着方法では、溶着工程の初期の段階から溶着部下端縁にフィルムが押し付けられることを抑制できる。これにより、口栓の溶着部下端縁においてフィルムが薄くなることを抑制でき、フィルムの破れの発生をより一層抑制することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
高剛性段ボール
9か月前
個人
紙製ダンボールの加工器具、成形方法
4か月前
株式会社メタルクリエイション
窓貼機
5か月前
株式会社メタルクリエイション
貼合機
1か月前
エントラスト株式会社
袋体の製造方法
7か月前
東罐興業株式会社
シート状部材搬送装置
1か月前
個人
パッケージ箱作成用具およびパッケージ箱作成方法
3か月前
株式会社ユーシン
段ボール部材、
5か月前
サクラパックス株式会社
矯正装置
6か月前
三菱重工機械システム株式会社
処理装置
7か月前
株式会社ユウコス
シート加工装置
6か月前
トヨタ自動車株式会社
フィルム製造装置及びフィルム製造方法
8か月前
株式会社ダイワハイテックス
箱型製造装置、及び箱型製造方法
8か月前
株式会社アプリス
カップ容器及び製造方法
4か月前
東罐興業株式会社
テープ搬送装置およびテープ搬送方法
1か月前
カモ井加工紙株式会社
付箋及び付箋の製造方法
1か月前
東洋アルミエコープロダクツ株式会社
保持枠付き容器の組み立て治具
3か月前
株式会社東京自働機械製作所
ジッパ貼り付け装置
5か月前
三菱重工機械システム株式会社
搬送装置、搬送方法
2か月前
エステー産業株式会社
収容容器の製造方法及び製造装置
7か月前
株式会社トーモク
封筒型パッケージの製造方法
5か月前
株式会社トーモク
封筒型パッケージの製造方法
7か月前
株式会社トーモク
封筒型パッケージの製造方法
7か月前
株式会社協和製作所
積層段ボールシート及び製造方法
1か月前
株式会社トーモク
封筒型パッケージの製造方法
5か月前
王子ホールディングス株式会社
キッチンタオルロール
8か月前
富士フイルム株式会社
加工装置、及び袋状部材の製造方法
4か月前
サクラパックス株式会社
包装用箱の製造方法および包装用箱
4か月前
東罐興業株式会社
カップ容器製造装置およびカップ容器製造方法
8か月前
株式会社トッパンインフォメディア
ラベル集積治具及びラベル集積装置
6か月前
押尾産業株式会社
注出口具の製造方法
5か月前
三菱重工機械システム株式会社
制御装置、制御方法及びコンピュータプログラム
7か月前
富士通フロンテック株式会社
RFIDタグ製造装置、及び、RFIDタグ製造方法
5か月前
株式会社ショーエイコーポレーション
包装袋の製造方法及び包装袋の製造装置
2か月前
キヤノンファインテックニスカ株式会社
シート処理装置及び画像形成システム
1か月前
アクソン・エルエルシー
管状収縮スリーブ材を対象物に装着するための機械および方法
5か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ