TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025102422
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023219860
出願日
2023-12-26
発明の名称
紙製ダンボールの加工器具、成形方法
出願人
個人
代理人
主分類
B31F
5/00 20060101AFI20250701BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
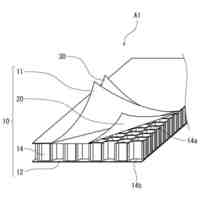
【課題】紙製ダンボールの端部成形が可能な、小型かつ軽量で、手動で操作できる加工器具を提供する。
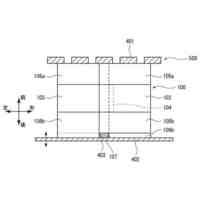
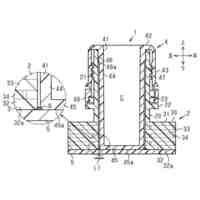
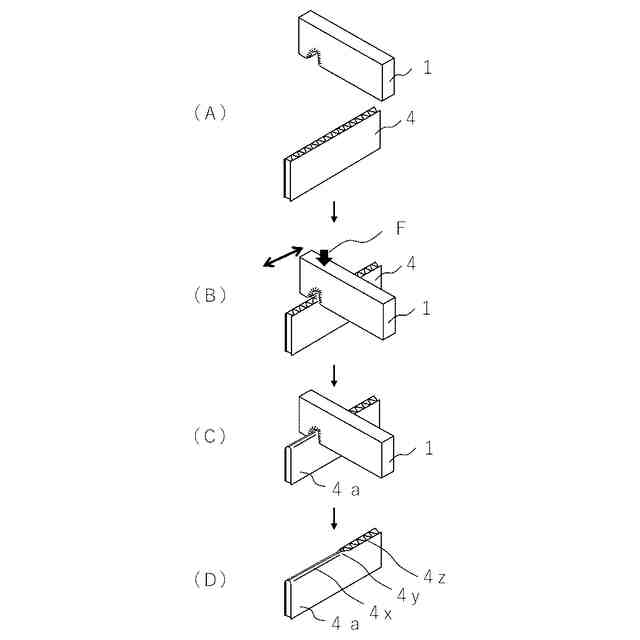
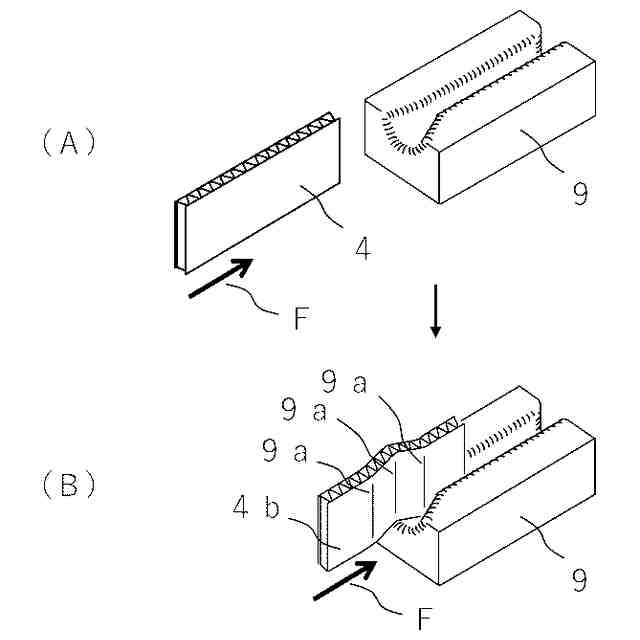
【解決手段】板状体の小口部に板厚方向と同方向にU字状断面形状をもつ切り欠き溝部が設けられている加工器具1において、U字底面は円弧形状で、その上部は前記小口部表面に開口している。また、紙製ダンボール4の厚さをTとした時、底面の円弧半径が0.5~0.6T、切り欠き溝部内壁面と、前記小口部表面および/または板状体両表面とで構成される面取りが半径0.5~1.0Tである。この加工器具1の切り欠き溝部を紙製ダンボール4の端部に押し付けながら、ダンボール厚さと直交する方向に圧接摺動させると、ダンボール端部は溝底面形状に倣って変形し、端部断面が円弧状に成形される。
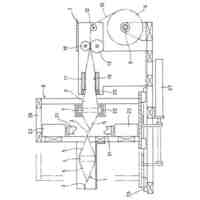
【選択図】図4
特許請求の範囲
【請求項1】
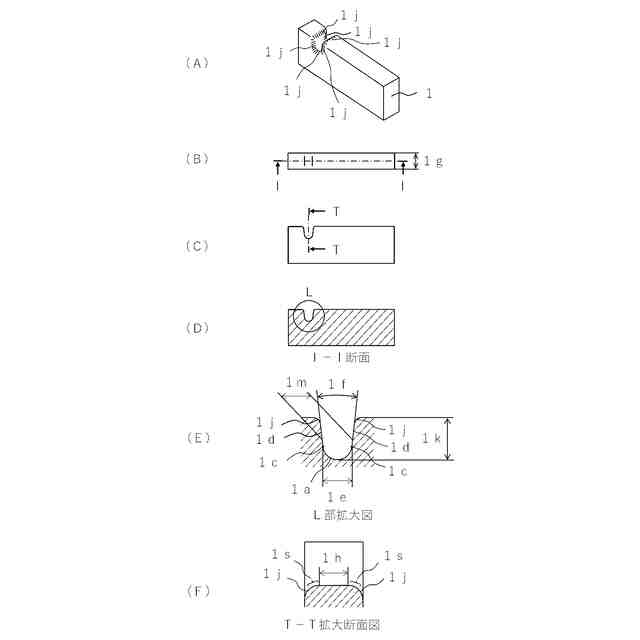
端部が加工される紙製ダンボールの厚さTに対して板厚が2~3Tである板状体の小口部に板厚方向と同方向に切り欠き溝部が設けられている紙製ダンボール用の加工器具において、
前記切り欠き溝部は底面が円弧形状であり、かつその上部が前記小口部表面に開口している断面U字形状となっており、さらに、前記切り欠き溝部のU字形状は、
(1)その断面底面の円弧半径が0.5~0.6Tである。
(2)その断面底面から前記小口部表面までの深さが0.8~1.5Tである。
(3)その断面底面の円弧両端に接する2直線の開き角が5~10°である。
(4)その内壁面と、前記小口部表面および/または板状体両表面とで構成される面取りが半径0.5~1.0Tである。
(5)その切り欠き溝部の底面には、紙製ダンボールの端部に当接させる平坦部(幅長さ0.5~1.0T)と角丸部(面取り半径0.5~1.0T)とからなる圧接摺動部が設けられている。
さらに
(6)その切り欠き溝部を形成して相対峙している2つの内壁面の離間寸法が1.0~1.2Tである。
少なくとも以上の構成要素を備えたことを特徴とする紙製ダンボールの加工器具。
続きを表示(約 2,100 文字)
【請求項2】
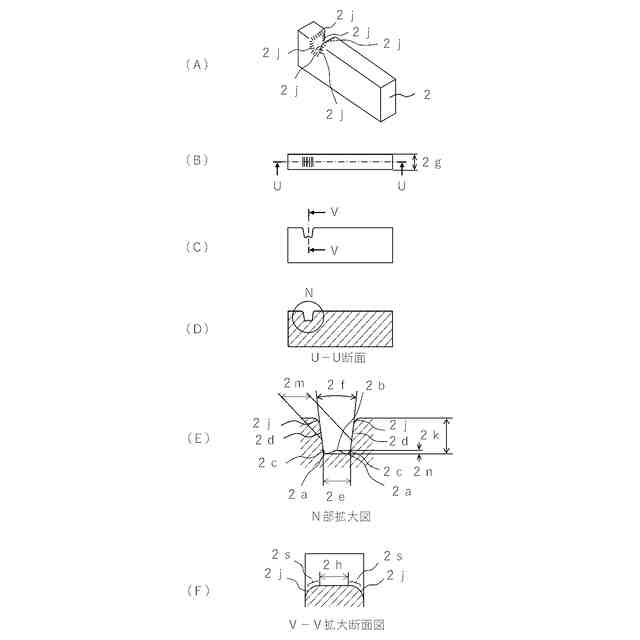
端部が加工される紙製ダンボールの厚さTに対して板厚が2~3Tである板状体の小口部に板厚方向と同方向に切り欠き溝部が設けられている紙製ダンボール用の加工器具において、
前記切り欠き溝部は底面が角部に丸みをつけた略W字形状であり、かつその上部が前記小口部表面に開口しており、さらに、前記切り欠き溝部の略W字形状は、
(1)その断面底面の略W字形状両端の丸みの半径が0.1~0.2Tである。
(2)その断面底面の略W字形状中央盛り上がり部の丸みの半径が0.1~0.5Tである。
(3)その断面底面の略W字形状中央盛り上がり部と両端谷部との高低差が0.05~0.16Tである。
(4)その断面底面の略W字形状両端の丸みと両端2直線との接点間距離が1.0~1.1Tである。
(5)その断面底面の最深部から前記小口部表面までの深さが0.8~1.5Tである。
(6)その断面底面の略W字形状両端の丸みに接する2直線の開き角が5~10°である。
(7)その内壁面と、前記小口部表面および/または板状体両表面とで構成される面取りが半径0.5~1.0Tである。
(8)その切り欠き溝部の底面には、紙製ダンボールの端部に当接させる平坦部(幅長さ0.5~1.0T)と角丸部(面取り半径0.5~1.0T)とからなる圧接摺動部が設けられている。
さらに
(9)その切り欠き溝部を形成して相対峙している2つの内壁面の離間寸法が1.0~1.2Tである。
少なくとも以上の構成要素を備えたことを特徴とする紙製ダンボールの加工器具。
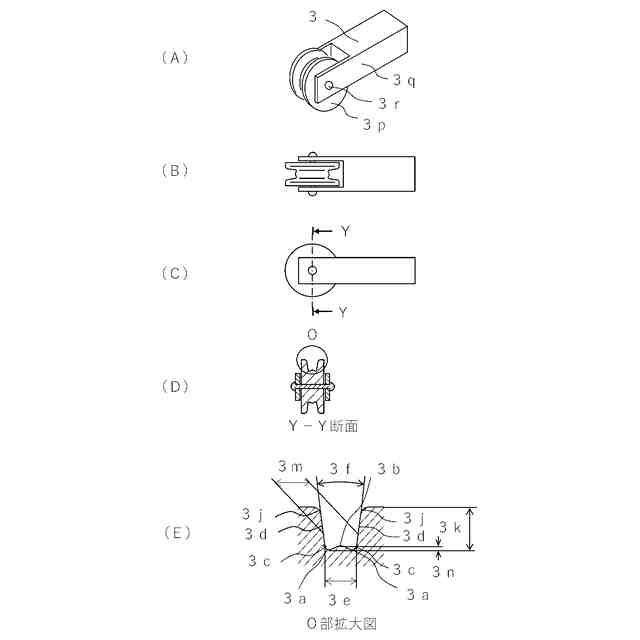
【請求項3】
端部が加工される紙製ダンボールの厚さTに対して板厚が2~3Tである円盤状板体の外周表面に円周方向に沿って切り欠き溝部が設けられており、その円盤状板体が軸着されて回動可能に構成された紙製ダンボール用の加工器具において、
前記切り欠き溝部は底面が角部に丸みをつけた略W字形状であり、かつその上部が前記円盤状板体の外周表面に開口しており、さらに、前記切り欠き溝部の略W字形状は、
(1)その断面底面の略W字形状両端の丸みの半径が0.1~0.2Tである。
(2)その断面底面の略W字形状中央盛り上がり部の丸みの半径が0.1~0.5Tである。
(3)その断面底面の略W字形状中央盛り上がり部と両端谷部との高低差が0.05~0.16Tである。
(4)その断面底面の略W字形状両端の丸みと両端2直線との接点間距離が1.0~1.1Tである。
(5)その断面底面の最深部から前記小口部表面までの深さが0.8~1.5Tである。
(6)その断面底面の略W字形状両端の丸みに接する2直線の開き角が5~10°である。
(7)その内壁面と、前記小口部表面および/または板状体両表面とで構成される面取りが半径0.5~1.0Tである。
(8)その切り欠き溝部の底面には、紙製ダンボールの端部に圧接転動させる環状当接部が設けられている。
さらに
(9)その切り欠き溝部を形成して相対峙している2つの内壁面の離間寸法が1.0~1.2Tである。
少なくとも以上の構成要素を備えたことを特徴とする紙製ダンボールの加工器具。
【請求項4】
前記切り欠き溝部の内壁面、および面取りされた部分の表面粗さは、Ra12.5(JIS B 0601)以下であることを特徴とする請求項1、請求項2、または請求項3のいずれか1項に記載の前記紙製ダンボール用の加工器具。
【請求項5】
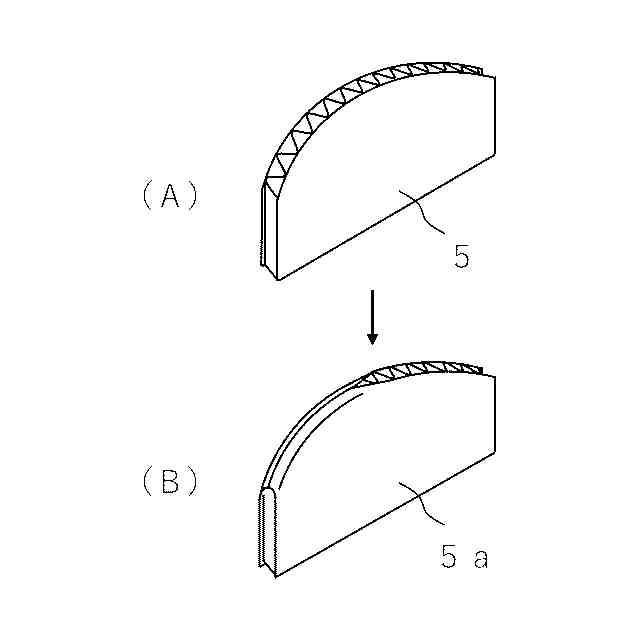
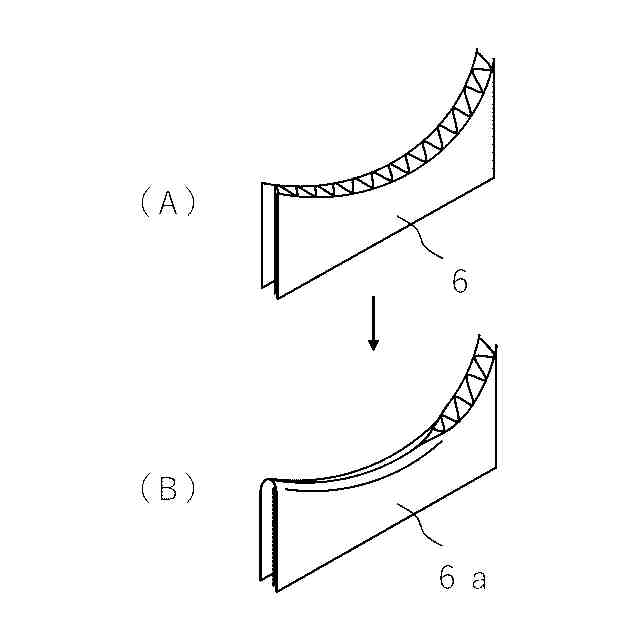
請求項1、請求項2、または請求項3のいずれか1項に記載の紙製ダンボール用の加工器具を用いて、前記加工器具の前記切り欠き溝部を紙製ダンボールの端部に圧接摺動、または圧接転動させることにより、前記紙製ダンボールの端部断面が円弧状、または両角部を直角に折り曲げ中央で突き合せた形状に成形された前記紙製ダンボールの成形品。
【請求項6】
請求項4に記載の紙製ダンボール用の加工器具を用いて、前記加工器具の前記切り欠き溝部を紙製ダンボールの端部に圧接摺動、または圧接転動させることにより、前記紙製ダンボールの端部断面が円弧状、または両角部を直角に折り曲げ中央で突き合せた形状に成形された紙製ダンボールの成形品。
【請求項7】
請求項1、請求項2、または請求項3のいずれか1項に記載の紙製ダンボール用の加工器具を用いて、前記加工器具の前記切り欠き溝部を紙製ダンボールの端部に圧接摺動、または圧接転動させることにより、前記紙製ダンボールの端部断面を円弧状、または両角部を直角に折り曲げ中央で突き合せた形状に成形する紙製ダンボールの成形方法。
【請求項8】
請求項4に記載の紙製ダンボール用の加工器具を用いて、前記加工器具の前記切り欠き溝部を紙製ダンボールの端部に圧接摺動、または圧接転動させることにより、前記紙製ダンボールの端部断面を円弧状、または両角部を直角に折り曲げ中央で突き合せた形状に成形する前記紙製ダンボールの成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダンボール端部の形状を加工する器具に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、ダンボール端部に加工を行う場合、テープを貼付する方法があった。この場合、美観が向上すると共に、端部で手を切る心配がなくなるという長所がある。例えば特許文献5では、端部をふさぐようダンボールの両側面にテープを連続して貼付する器具が開示されている。これは器具上に設けられた長い直線状の溝にダンボールを押し込む方式のため、端部は直線に限定されている。
【0003】
また、プラスチック製中空シートやプラスチック製ダンボールに対しては、加熱成形する方法が知られている。特許文献1、特許文献6では、中空シートやダンボールを加熱して軟化した後、円弧状の型で成形し、その後、冷却して形状を固定する装置が開示されている。これも端部は直線に限定され、装置は大型である。
【0004】
また、内部が中空の車両用ボード部材に対しても、加熱成形する方法が知られている。特許文献2では、ボード部材の両側面を厚さ中央方向に折り返す装置が開示されている。これも装置が大型である。
【0005】
また、プラスチック製中空シートやプラスチック製ダンボールに対し加熱成形する方法の中で、ローラーを用いて成形する方法も知られている。特許文献3、特許文献4では、端部を円弧形状に成形する装置が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2004-358702号公報
特開2011-183837号公報
特開昭51-125595号公報
特開平6-278203号公報
実願昭52-170241号
実願昭48-059568号
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献5のように端部に装飾用テープを貼付する場合、あらかじめダンボールの片側にテープを貼付したものを準備する必要があるため、構成部品が増え手間がかかる。また、端部が曲線の場合、片側から反対の面に折り返す際、前記装飾用テープには必ずしわが生じるため、きれいに貼ることができない。
【0008】
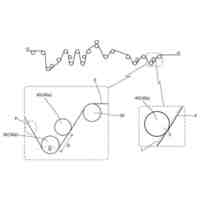
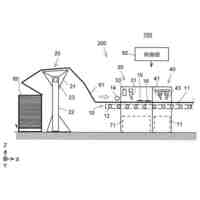
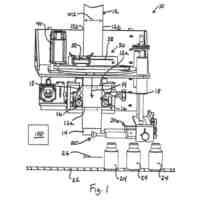
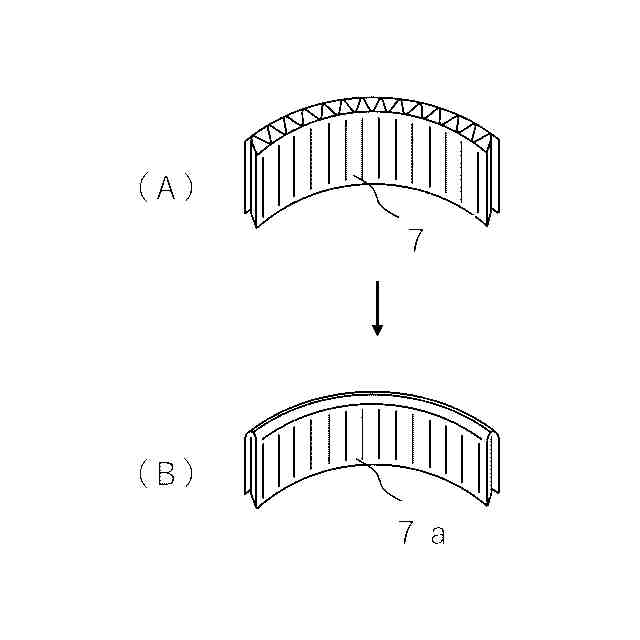
特許文献1、特許文献6の事例は、加工する対象が熱で軟化する素材であるが、紙製ダンボールでは成形部位の変形抵抗と摺動抵抗が大きいため、図9に示すようにダンボールが折れてしまい成形できないことが予見できる。
【0009】
特許文献2の事例も、加工する対象が熱で軟化する素材であるが、紙製ダンボールでは成形部位の変形抵抗が大きいため、図10に示すように、成形部位近傍でダンボールがつぶれて“しわ”ができるため、美観を損ねることが予見できる。
【0010】
特許文献1、特許文献6の事例は、直線状の型に沿ってダンボールを押し込む構造のため端部が曲線の場合は加工できないこと、および軽量かつ小型の装置は実現できないことが明白である。また、ダンボールの端部断面が両角部を直角に折り曲げ中央で突き合せた形状の成形形態は実現できていない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
高剛性段ボール
5か月前
個人
紙製ダンボールの加工器具、成形方法
28日前
エントラスト株式会社
袋体の製造方法
3か月前
株式会社メタルクリエイション
窓貼機
2か月前
株式会社ユーシン
段ボール部材、
1か月前
サクラパックス株式会社
矯正装置
2か月前
三菱重工機械システム株式会社
処理装置
4か月前
株式会社ユウコス
シート加工装置
2か月前
株式会社アプリス
カップ容器及び製造方法
8日前
株式会社ダイワハイテックス
箱型製造装置、及び箱型製造方法
4か月前
TOPPANホールディングス株式会社
トレー製造装置
5か月前
トヨタ自動車株式会社
フィルム製造装置及びフィルム製造方法
4か月前
TOPPANホールディングス株式会社
口栓溶着方法
6か月前
株式会社東京自働機械製作所
ジッパ貼り付け装置
1か月前
王子ホールディングス株式会社
加工装置及び加工方法
6か月前
エステー産業株式会社
収容容器の製造方法及び製造装置
3か月前
デュプロ精工株式会社
加工装置
6か月前
株式会社トーモク
封筒型パッケージの製造方法
3か月前
株式会社トーモク
封筒型パッケージの製造方法
3か月前
株式会社トーモク
封筒型パッケージの製造方法
1か月前
王子ホールディングス株式会社
キッチンタオルロール
4か月前
株式会社トーモク
封筒型パッケージの製造方法
1か月前
富士フイルム株式会社
加工装置、及び袋状部材の製造方法
1か月前
サクラパックス株式会社
包装用箱の製造方法および包装用箱
28日前
東罐興業株式会社
カップ容器製造装置およびカップ容器製造方法
4か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
6か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
5か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
6か月前
株式会社トッパンインフォメディア
ラベル集積治具及びラベル集積装置
2か月前
押尾産業株式会社
注出口具の製造方法
1か月前
三菱重工機械システム株式会社
制御装置、制御方法及びコンピュータプログラム
3か月前
富士通フロンテック株式会社
RFIDタグ製造装置、及び、RFIDタグ製造方法
1か月前
三菱重工機械システム株式会社
シートの切り出し装置
3か月前
アクソン・エルエルシー
管状収縮スリーブ材を対象物に装着するための機械および方法
1か月前
レンゴー株式会社
紙製緩衝材の製造方法、および原反ロール
6か月前
株式会社TANAX
段ボールシート供給装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ