TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025006216
公報種別
公開特許公報(A)
公開日
2025-01-17
出願番号
2023106879
出願日
2023-06-29
発明の名称
紙製緩衝材の製造方法、および原反ロール
出願人
レンゴー株式会社
,
株式会社昭和丸筒
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B31D
5/00 20170101AFI20250109BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】紙製緩衝材を製造するためのスペースが小さく済む紙製緩衝材の製造方法を提供する。
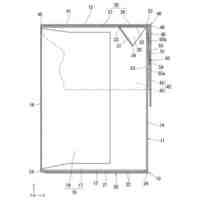
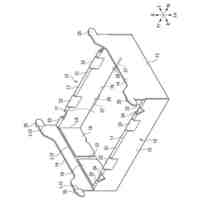
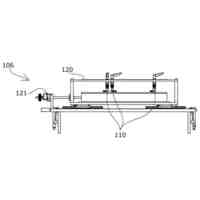
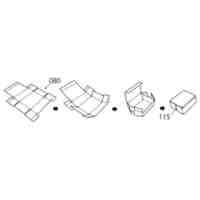
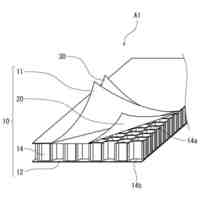
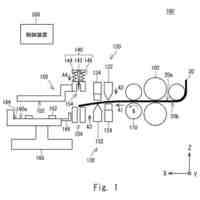
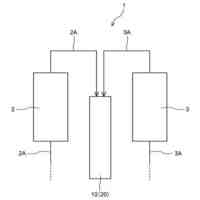
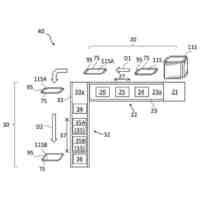
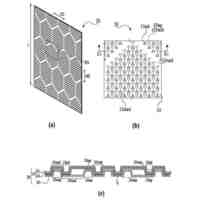
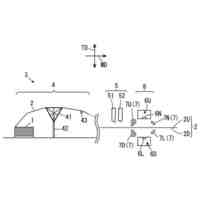
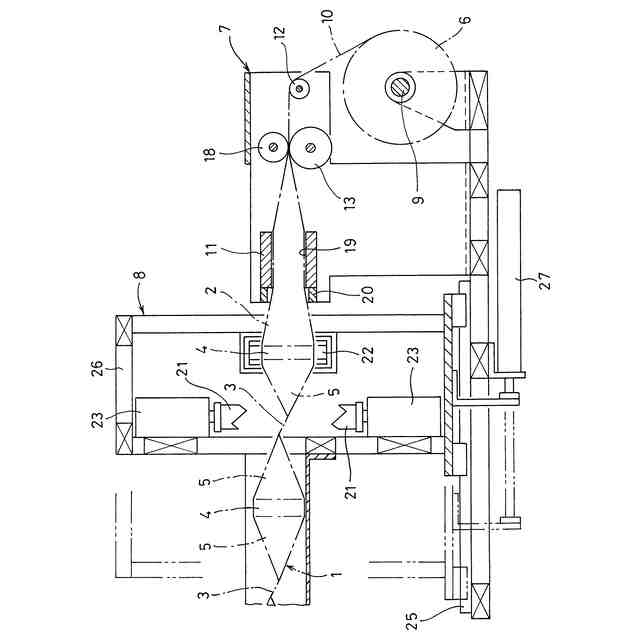
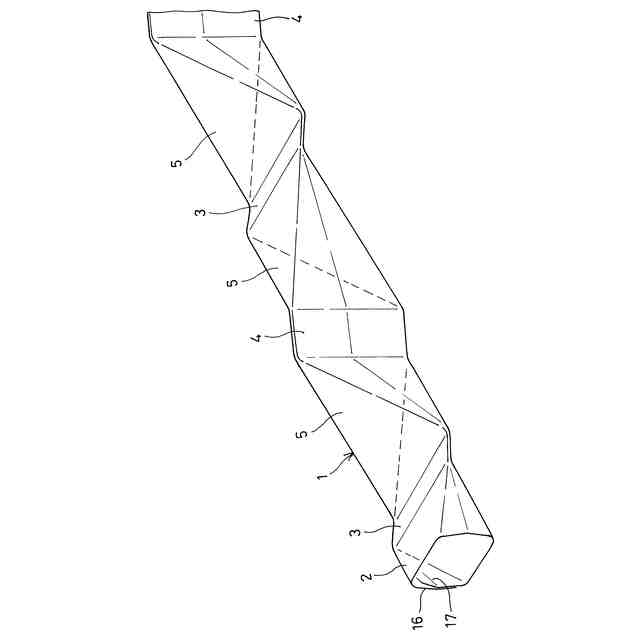
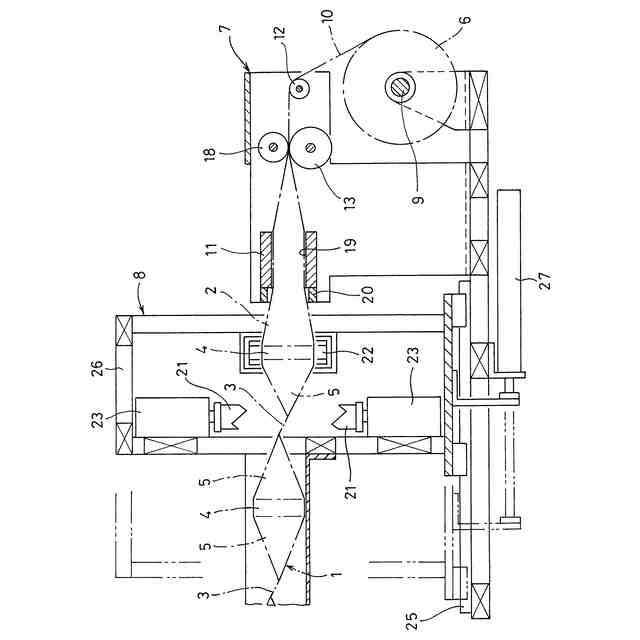
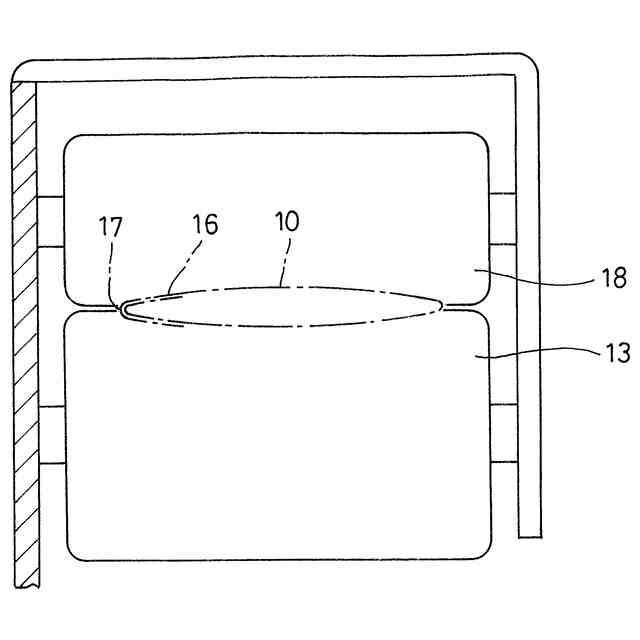
【解決手段】長手方向に連続して延びる紙筒2を幅方向両端が二つ折りとなるように全長にわたって扁平に潰した構成の帯状の紙筒原反10を巻き取って形成した原反ロール6を使用し、原反ロール6から紙筒原反10を繰り出し、その紙筒原反10を紙筒原反10の幅Wよりも狭い内幅φをもつ開きガイド11に導入することで、紙筒原反10を扁平な状態から幅方向両端の二つ折りを開いて長手方向に連続して延びる紙筒2を形成し、紙筒2に第1潰し部3と第2潰し部4とを長手方向に間隔をおいて交互に形成することで、紙筒2の第1潰し部3と第2潰し部4の間の部分を三角錐5に成形して紙製緩衝材1を得る紙製緩衝材の製造方法。
【選択図】図2
特許請求の範囲
【請求項1】
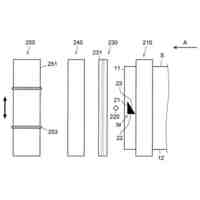
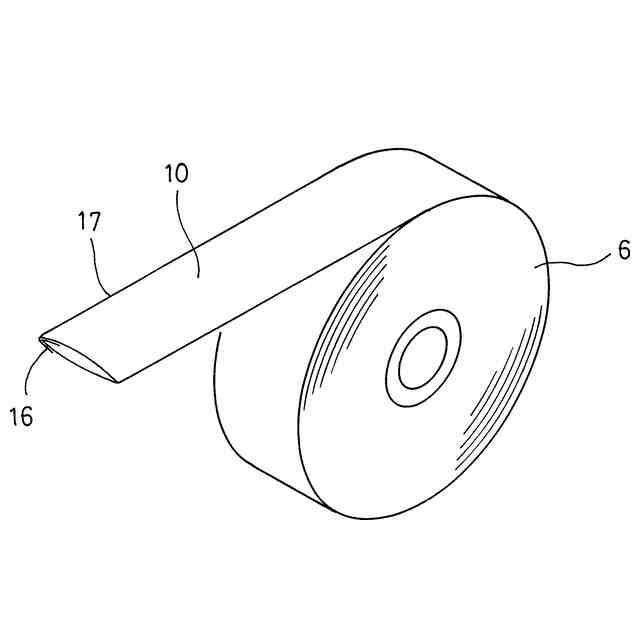
長手方向に連続して延びる紙筒(2)を幅方向両端が二つ折りとなるように全長にわたって扁平に潰した構成の帯状の紙筒原反(10)を巻き取って形成した原反ロール(6)を使用し、
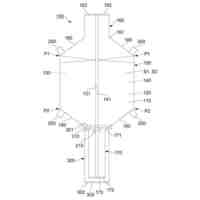
前記原反ロール(6)から前記紙筒原反(10)を繰り出し、その紙筒原反(10)を紙筒原反(10)の幅(W)よりも狭い内幅(φ)をもつ開きガイド(11)に導入することで、前記紙筒原反(10)を扁平な状態から幅方向両端の二つ折りを開いて長手方向に連続して延びる紙筒(2)を形成し、
前記紙筒(2)に、紙筒(2)の長さ方向の一部を扁平に押し潰した第1潰し部(3)と、紙筒(2)の長さ方向の一部を長手方向から見て前記第1潰し部(3)の押し潰し方向とは異なる方向から扁平に押し潰した第2潰し部(4)とを長手方向に間隔をおいて交互に形成することで、前記紙筒(2)の前記第1潰し部(3)と前記第2潰し部(4)の間の部分を三角錐(5)に成形して紙製緩衝材(1)を得る紙製緩衝材の製造方法。
続きを表示(約 1,300 文字)
【請求項2】
前記第1潰し部(3)を形成するときに、前記第1潰し部(3)における前記紙筒(2)の内面同士が非接着となるように第1潰し部(3)を形成し、
前記第2潰し部(4)を形成するときも、前記第2潰し部(4)における前記紙筒(2)の内面同士が非接着となるように第2潰し部(4)を形成する請求項1に記載の紙製緩衝材の製造方法。
【請求項3】
前記紙筒原反(10)は、ヒートシール剤を塗工していない非ヒートシール紙で形成されている請求項2に記載の紙製緩衝材の製造方法。
【請求項4】
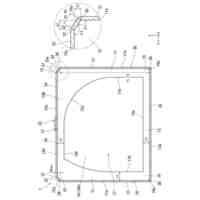
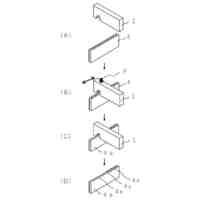
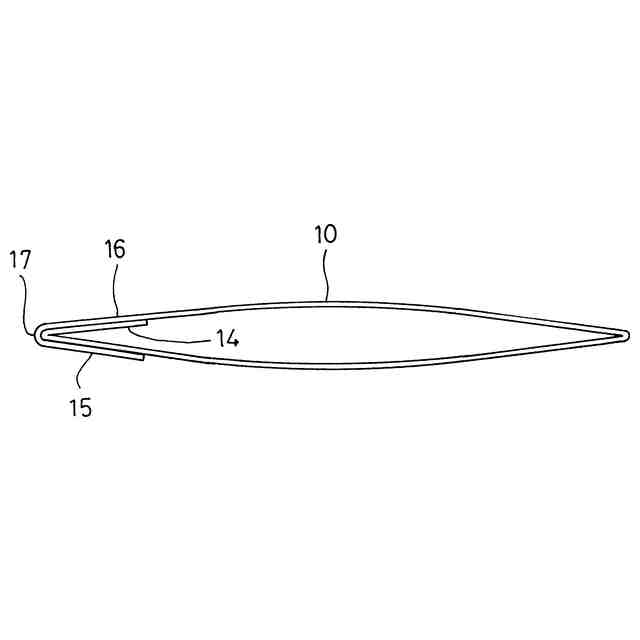
前記紙筒原反(10)は、連続紙の幅方向一端部(14)の表面に幅方向他端部(15)の裏面を重ね合わせて接着する封筒貼りによって形成されている請求項1から3のいずれかに記載の紙製緩衝材の製造方法。
【請求項5】
前記連続紙の幅方向一端部(14)の表面に幅方向他端部(15)の裏面を重ね合わせることで紙が二重になった重ね合わせ部(16)が、前記紙筒原反(10)の幅方向一端に配置されている請求項4に記載の紙製緩衝材の製造方法。
【請求項6】
前記重ね合わせ部(16)が二つ折りの状態となるように、前記重ね合わせ部(16)が前記紙筒原反(10)の幅方向一端の二つ折り折り目(17)の位置に設けられている請求項5に記載の紙製緩衝材の製造方法。
【請求項7】
前記紙筒原反(10)は、50~280g/m
2
の坪量を有する紙で形成されている請求項1から3のいずれかに記載の紙製緩衝材の製造方法。
【請求項8】
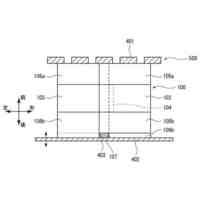
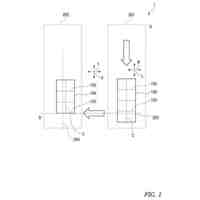
前記第1潰し部(3)の形成は、前記紙筒(2)を間にして対向配置された一対の第1潰し治具(21)で前記紙筒(2)の長手方向の一部を挟み付けて扁平に押し潰すことにより行ない、
前記第2潰し部(4)の形成は、前記紙筒(2)を間にして対向配置された一対の第2潰し治具(22)で前記紙筒(2)の長手方向の一部を、長手方向から見て前記一対の第1潰し治具(21)による押し潰し方向とは異なる方向から挟み付けて扁平に押し潰すことにより行ない、
前記一対の第1潰し治具(21)および前記一対の第2潰し治具(22)は、前記開きガイド(11)から下流側に向かって、前記一対の第2潰し治具(22)、前記一対の第1潰し治具(21)の順に配置され、
前記開きガイド(11)の直後に位置する前記一対の第2潰し治具(22)による前記紙筒(2)の押し潰し方向が、前記開きガイド(11)の直前の位置での前記紙筒原反(10)の幅方向と同じ方向に設定されている請求項1から3のいずれかに記載の紙製緩衝材の製造方法。
【請求項9】
前記開きガイド(11)の直前に、前記紙筒原反(10)に下流側への移動抵抗を付与する原反押さえ(18)が設けられている請求項1から3のいずれかに記載の紙製緩衝材の製造方法。
【請求項10】
長手方向に連続して延びる紙筒(2)を幅方向両端が二つ折りとなるように全長にわたって扁平に潰した構成の帯状の紙筒原反(10)を巻き取って形成した原反ロール(6)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
この発明は、紙製緩衝材の製造方法、およびその紙製緩衝材の製造方法に使用される原反ロールに関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
通信販売などで販売される商品を配送するとき、配送中の振動や衝撃などから商品を保護するため、商品と包装箱の間の隙間に緩衝材を詰めることが多い。この緩衝材として、従来、プラスチックフィルム製のエアー緩衝材が使用されている(例えば、特許文献1,2)。
【0003】
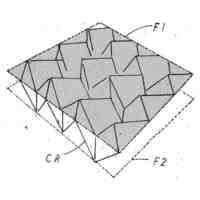
特許文献1,2のプラスチックフィルム製のエアー緩衝材は、長手方向に連続して延びるプラスチックフィルム製のフィルム筒に、縦シール部と横シール部とを長手方向に間隔をおいて交互に設けることで、縦シール部と横シール部の間の部分を三角錐に成形したものである。縦シール部は、フィルム筒の長手方向の一部を扁平に押し潰し、その押し潰したフィルム筒の内面同士をヒートシールにより接着した部分であり、横シール部は、フィルム筒の長手方向の一部を、縦シール部の押し潰し方向とは直角の方向から扁平に押し潰し、その押し潰したフィルム筒の内面同士をヒートシールにより接着した部分である。縦シール部と横シール部の間に成形される三角錐は、空気が封入された袋となっている。
【0004】
一方、近年、SDGsの観点から紙製緩衝材に注目が集まっている。紙製緩衝材として、例えば、特許文献3,4のものが知られている。特許文献3,4の紙製緩衝材は、長手方向に連続して延びる帯状のクラフト紙を給紙部から繰り出し、その帯状のクラフト紙を幅方向両側に位置する一対の回転体の間に挟み込んで通過させることでクシャクシャの状態にしたものである。しかしながら、特許文献3,4の紙製緩衝材は、見栄えが悪く、使用する資材(クラフト紙)の量も多いという問題がある。
【先行技術文献】
【特許文献】
【0005】
特公平3-43123号公報
実開昭62-159366号
特表2008-518859号公報
特表2003-535716号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本願の発明者らは、紙製緩衝材として、使用する資材の量が少なく、見栄えもよいものを実現することができないかを検討した。その検討の結果、発明者らは、特許文献1,2のような三角錐の袋をもつエアー緩衝材を、プラスチックフィルムではなく、紙で形成することを着想し、そのような紙製緩衝材を試作した。
【0007】
このとき試作した紙製緩衝材は、長手方向に連続して延びる紙筒に、縦シール部と横シール部とを長手方向に間隔をおいて交互に設けることで、縦シール部と横シール部の間の部分を三角錐に成形したものである。
【0008】
また、上記試作において、紙製緩衝材の製造は、長手方向に連続して延びる帯状の連続紙を巻回した紙ロールを使用して、次のようにして行なった。
【0009】
すなわち、紙ロールから長手方向に連続して延びる帯状の連続紙を繰り出し、その連続紙を幅方向で湾曲して次第に筒状に変形させ、その筒状に変形した連続紙の幅方向一端部と幅方向他端部とを重ね合わせてヒートシールすることで長手方向に連続して延びる紙筒を形成し、その紙筒の長手方向の一部を、縦シールバーと横シールバーとで長手方向に間隔をおいて交互にヒートシールすることで縦シール部と横シール部とを形成し、その縦シール部と横シール部の間の部分を三角錐に成形するというものである。縦シール部の押し潰し方向と横シール部の押し潰し方向は、紙筒の長手方向から見て互いに直角である。紙筒を形成する連続紙としては、ヒートシール剤をあらかじめ塗工したヒートシール紙を使用した。
【0010】
ここで、本願の発明者らは、上記試作のようにして紙製緩衝材を製造する場合、紙製緩衝材を包装箱と商品の間の隙間に詰める現場において、紙製緩衝材を製造するためのスペースを確保することが難しいという問題に気づいた。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
レンゴー株式会社
包装箱
1か月前
レンゴー株式会社
収納箱、収納箱用のシート材
1か月前
ダイキン工業株式会社
梱包体
1か月前
個人
高剛性段ボール
5か月前
東洋製罐株式会社
ガイド機構
10か月前
株式会社フジキカイ
製函装置
7か月前
個人
紙製ダンボールの加工器具、成形方法
1か月前
株式会社メタルクリエイション
窓貼機
2か月前
エントラスト株式会社
袋体の製造方法
3か月前
個人
パッケージ箱作成用具およびパッケージ箱作成方法
今日
株式会社ユーシン
段ボール部材、
1か月前
サクラパックス株式会社
矯正装置
2か月前
株式会社ユウコス
シート加工装置
2か月前
三菱重工機械システム株式会社
処理装置
4か月前
株式会社ダイワハイテックス
箱型製造装置、及び箱型製造方法
4か月前
トヨタ自動車株式会社
フィルム製造装置及びフィルム製造方法
4か月前
TOPPANホールディングス株式会社
トレー製造装置
5か月前
株式会社アプリス
カップ容器及び製造方法
11日前
TOPPANホールディングス株式会社
口栓溶着方法
6か月前
株式会社ISOWA
段ボールシート処理装置、及びサーバ
7か月前
当矢印刷株式会社
複数の印刷装置を用いた印刷物の製造方法
9か月前
王子ホールディングス株式会社
加工装置及び加工方法
6か月前
株式会社東京自働機械製作所
ジッパ貼り付け装置
1か月前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
7か月前
エステー産業株式会社
収容容器の製造方法及び製造装置
4か月前
株式会社トーモク
封筒型パッケージの製造方法
1か月前
株式会社トーモク
封筒型パッケージの製造方法
4か月前
デュプロ精工株式会社
加工装置
6か月前
株式会社トーモク
封筒型パッケージの製造方法
1か月前
王子ホールディングス株式会社
キッチンタオルロール
4か月前
株式会社トーモク
封筒型パッケージの製造方法
4か月前
サクラパックス株式会社
包装用箱の製造方法および包装用箱
1か月前
富士フイルム株式会社
加工装置、及び袋状部材の製造方法
1か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
5か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
6か月前
東罐興業株式会社
カップ容器製造装置およびカップ容器製造方法
4か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ