TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024177720
公報種別
公開特許公報(A)
公開日
2024-12-24
出願番号
2023096014
出願日
2023-06-12
発明の名称
製函装置
出願人
株式会社フジキカイ
代理人
個人
,
個人
主分類
B31B
50/26 20170101AFI20241217BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】ブランクシートの底面パネルのサイズ変更に際し、部品交換することなくブランクシートを製函することができる製函装置を提供する。
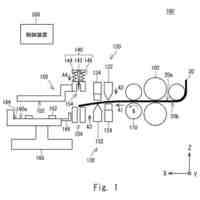
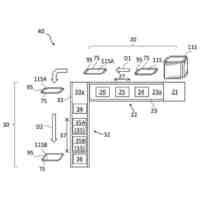
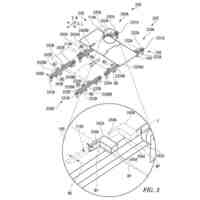
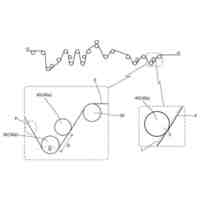
【解決手段】ブランクシートの底面パネルの四隅の夫々に対応する位置に、前後方向および左右方向に相対的に接近離間移動可能な第1折曲げ部材18aおよび第2折曲げ部材18bを備える。底面パネルの上面の四隅の夫々を支持可能な支持部材19を、前後方向および左右方向に相対的に接近離間移動可能に備える。折曲げ部材18a,18bと、支持部材19との間にブランクシートが臨む状態で、折曲げ部材18a,18bおよび支持部材19を相対的に接近することでブランクシートが製函される。折曲げ部材18a,18bおよび支持部材19を、ブランクシートの底面パネルのサイズに合わせて前後方向および左右方向に位置調節可能な第1調節手段20および第2調節手段21を備える。
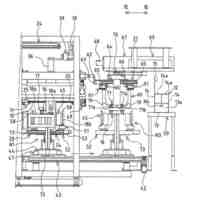
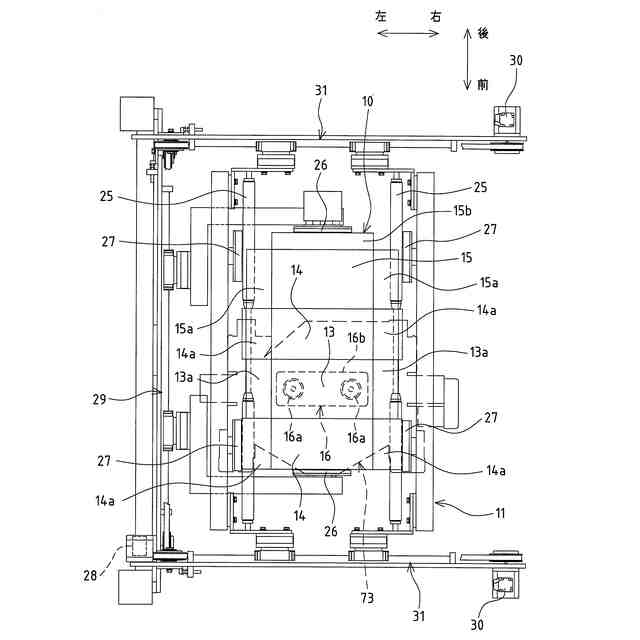
【選択図】図1
特許請求の範囲
【請求項1】
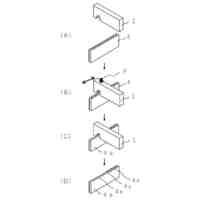
底面パネルの両側に側面パネルが連設されると共に、一方の側面パネルにおける底面パネルとは反対側に天面パネルが連設されたブランクシートを箱状体に成形する製函装置であって、
複数の前記ブランクシートが積層されたシートホッパの最下部から、前記底面パネルの下面を吸着手段で吸着してブランクシートを取り出す取出し手段と、
該取出し手段で取り出したブランクシートにおける前記底面パネル、側面パネルおよび天面パネルが連設される第1方向および該第1方向と交差する第2方向に相対的に接近離間移動可能に支持され、前記吸着手段で吸着したブランクシートの側面パネルと、底面パネルにおける第2方向の前後に連設された第1フラップおよび側面パネルにおける第2方向の前後に連設された第2フラップの下面に当接可能な折曲げ手段と、
前記吸着手段で吸着した底面パネルの上面の四隅に対応する部位を支持可能で、前記第1方向および第2方向に相対的に接近離間移動可能な支持部材と、
前記折曲げ手段をブランクシートにおける底面パネルのサイズに合わせて第1方向および第2方向に位置調節可能な第1調節手段および前記支持部材をブランクシートにおける底面パネルのサイズに合わせて第1方向および第2方向に位置調節可能な第2調節手段と、を備え、
該第1調節手段および第2調節手段によって位置調節した折曲げ手段および支持部材を、前記吸着手段でブランクシートを吸着した状態で相対的に接近することで、支持部材で上面が支持された底面パネルに対して側面パネルと、第1および第2フラップを折曲げ手段で折り曲げてブランクシートを箱状体に成形するよう構成した
ことを特徴とする製函装置。
続きを表示(約 980 文字)
【請求項2】
前記第1調節手段は、前記底面パネルのサイズに合わせて前記折曲げ手段を、該底面パネルの四隅に対応する位置に位置付けるように位置調節するよう構成したことを特徴とする請求項1記載の製函装置。
【請求項3】
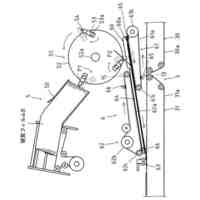
前記折曲げ手段を、前記シートホッパの下方の取出し位置と、該取出し位置から離間した製函位置とに移動する移動機構と、
前記折曲げ手段を昇降移動する昇降手段と、を備え、
前記製函位置の上方に位置する前記支持部材に対し、前記昇降手段により折曲げ手段を上昇して接近することでブランクシートを製函するよう構成したことを特徴とする請求項1記載の製函装置。
【請求項4】
前記取出し手段の吸着手段で吸着した底面パネルの上面を吸着する吸着手段を備え、底面パネルを上下の吸着手段で挟持した状態で、前記折曲げ手段と支持部材とを相対的に接近してブランクシートを製函するよう構成したことを特徴とする請求項1記載の製函装置。
【請求項5】
前記底面パネルの上面を吸着する吸着手段を、前記製函位置の上方と、次工程の搬送コンベヤとの間で移動する箱移動機構を備え、
該箱移動機構によって吸着手段を搬送コンベヤに移動することで、製函された箱状体を搬送コンベヤに供給するよう構成したことを特徴とする請求項4記載の製函装置。
【請求項6】
前記折曲げ手段は、該折曲げ手段と支持部材との相対的な接近移動に伴い、前記第1フラップまたは第2フラップの一方を先に折り曲げる折曲げガイドを有し、
該折曲げガイドによって先に折り曲げられたフラップと、該フラップの外側に重なる他方のフラップとの対向面の少なくとも一方に接着剤を塗布する糊付け手段を備え、
該糊付け手段により対向面に接着剤が塗布された第1フラップと第2フラップとを、前記第1調節手段によって相対的に接近する折曲げ手段により押圧するよう構成したことを特徴とする請求項1記載の製函装置。
【請求項7】
前記第1調節手段によって前記折曲げ手段を、前記第1方向に接近して対向する側面パネルを押した状態で第2方向に接近して第1フラップと第2フラップとを押圧するよう構成したことを特徴とする請求項6記載の製函装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ブランクシートを箱状体に成形する製函装置に関するものである。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
シートホッパから取り出したブランクシートを箱状体に成形する製函装置として、特許文献1に開示のように、シートホッパからロボットで取り出したブランクシートを、該ロボットに設けた折込み部材によって、成形型の上下に開口する収容部に押し込むことで、半製函された箱状体を成形する装置が知られている。
【先行技術文献】
【特許文献】
【0003】
特許6262173号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の製函装置は、ブランクシートにおける底面パネルのサイズに対応したサイズで成形型に形成した収容部に、同じく底面パネルのサイズに対応したサイズで形成した折込み部材によってブランクシートを押し込んで箱状体を成形している。このため、オーダ変更によって製函する箱状体の底面サイズ、すなわちブランクシートにおける底面パネルのサイズが変更される場合には、適合したサイズの収容部が形成された成形型および折込み部材に交換する煩雑な作業が必要となり、ロスタイムが長くなる問題が指摘される。また、底面パネルのサイズ毎に適合するサイズの収容部が形成された成形型および折込み部材が必要になることからコストが嵩むと共に、複数種類の成形型および折込み部材を保管管理する手間が掛かる難点も指摘される。
【0005】
本発明の目的は、ブランクシートの底面パネルのサイズ変更に際し、部品交換することなくブランクシートを製函することができる製函装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本願の請求項1に係る発明の製函装置は、
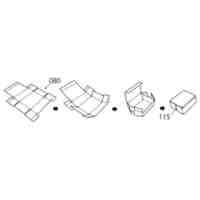
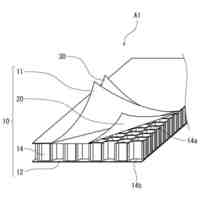
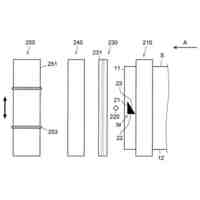
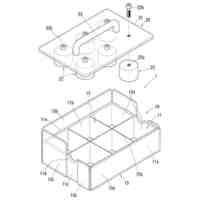
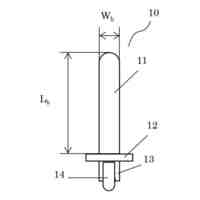
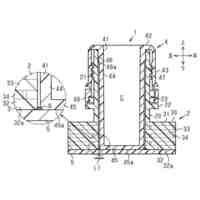
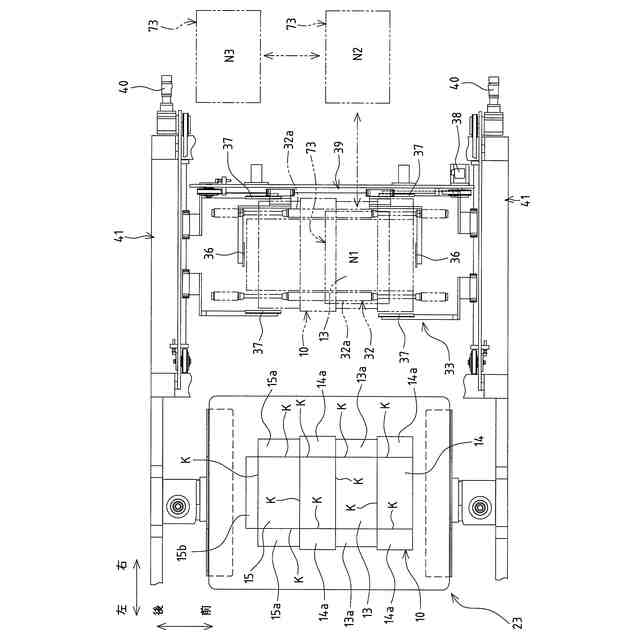
底面パネル(13)の両側に側面パネル(14)が連設されると共に、一方の側面パネル(14)における底面パネル(13)とは反対側に天面パネル(15)が連設されたブランクシート(10)を箱状体(12)に成形する製函装置であって、
複数の前記ブランクシート(10)が積層されたシートホッパ(11)の最下部から、前記底面パネル(13)の下面を吸着手段(16)で吸着してブランクシート(10)を取り出す取出し手段(17)と、
該取出し手段(17)で取り出したブランクシート(10)における前記底面パネル(13)、側面パネル(14)および天面パネル(15)が連設される第1方向および該第1方向と交差する第2方向に相対的に接近離間移動可能に支持され、前記吸着手段(16)で吸着したブランクシート(10)の側面パネル(14)と、底面パネル(13)における第2方向の前後に連設された第1フラップ(13a)および側面パネル(14)における第2方向の前後に連設された第2フラップ(14a)の下面に当接可能な折曲げ手段(18a,18b,58)と、
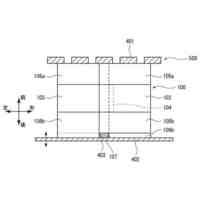
前記吸着手段(16)で吸着した底面パネル(13)の上面の四隅に対応する部位を支持可能で、前記第1方向および第2方向に相対的に接近離間移動可能な支持部材(19)と、
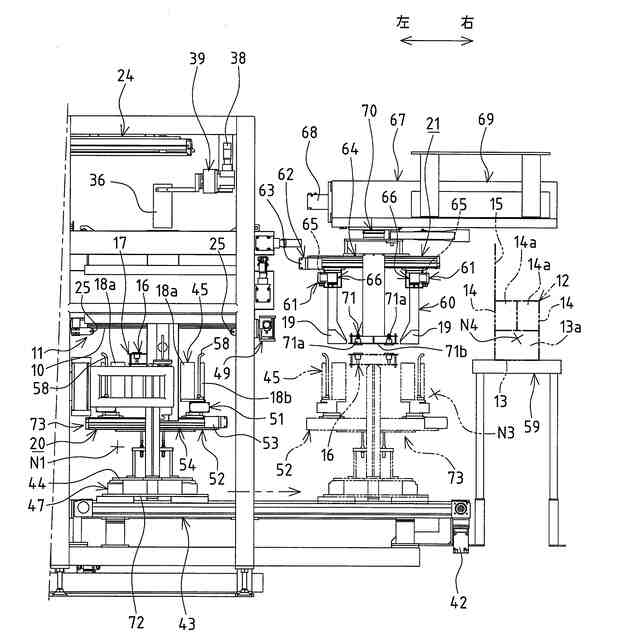
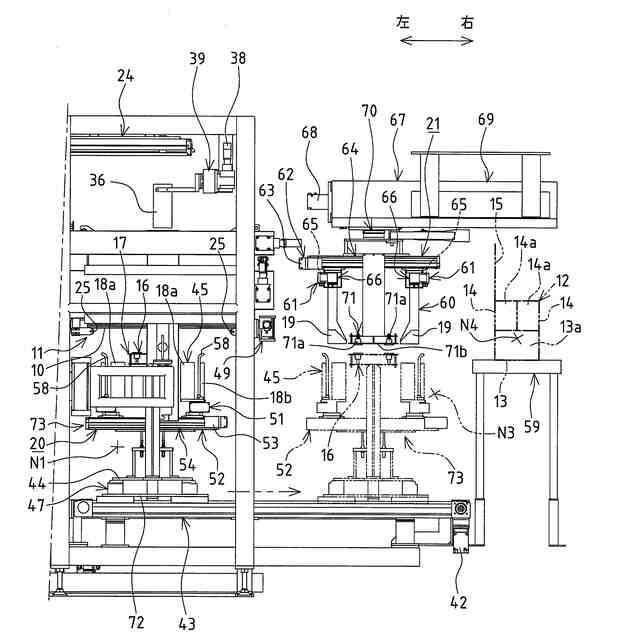
前記折曲げ手段(18a,18b,58)をブランクシート(10)における底面パネル(13)のサイズに合わせて第1方向および第2方向に位置調節可能な第1調節手段(20)および前記支持部材(19)をブランクシート(10)における底面パネル(13)のサイズに合わせて第1方向および第2方向に位置調節可能な第2調節手段(21)と、を備え、
該第1調節手段(20)および第2調節手段(21)によって位置調節した折曲げ手段(18a,18b,58)および支持部材(19)を、前記吸着手段(16)でブランクシート(10)を吸着した状態で相対的に接近することで、支持部材(19)で上面が支持された底面パネル(13)に対して側面パネル(14)と、第1および第2フラップ(13a,14a)を折曲げ手段(18a,18b,58)で折り曲げてブランクシート(10)を箱状体(12)に成形するよう構成したことを特徴とする。
請求項1に係る発明では、折曲げ手段および支持部材を夫々ブランクシートにおける底面パネルのサイズに応じて位置調節し得るよう構成したので、底面パネルのサイズ変更に際して部品交換を必要とせず、ロスタイムを短縮することができる。また、単一の折曲げ手段および支持部材を各種サイズで兼用することができるので、底面パネルのサイズ毎に対応する折曲げ手段および支持部材を用意する必要はなく、コストを低減し得ると共に保管管理の手間を省くことができる。
【0007】
請求項2に係る発明では、前記第1調節手段(20)は、前記底面パネル(13)のサイズに合わせて前記折曲げ手段(18a,18b,58)を、該底面パネル(13)の四隅に対応する位置に位置付けるように位置調節するよう構成したことを特徴とする。
請求項2の発明によれば、底面パネルの四隅に対応する位置に折曲げ手段を当接してブランクシートを製函するようにしたので、底面パネルに対して折曲げ手段によって側面パネルおよびフラップを適正に折り曲げることができ、整った形状の箱状体が得られる。
【0008】
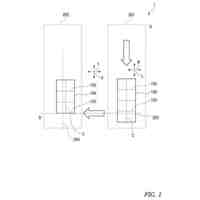
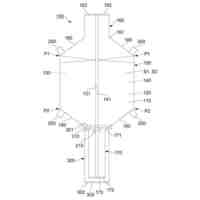
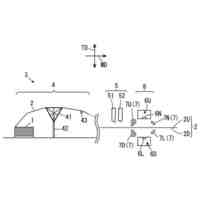
請求項3に係る発明では、前記折曲げ手段(18a,18b,58)を、前記シートホッパ(11)の下方の取出し位置(N1)と、該取出し位置(N1)から離間した製函位置(N3)とに移動する移動機構(43,47)と、
前記折曲げ手段(18a,18b,58)を昇降移動する昇降手段(57)と、を備え、
前記製函位置(N3)の上方に位置する前記支持部材(19)に対し、前記昇降手段(57)により(18a,18b,58)を上昇して接近することでブランクシート(10)を製函するよう構成したことを特徴とする。
請求項3の発明によれば、支持部材に対して折曲げ手段を上昇してブランクシートを製函するよう構成したので、折曲げ手段の上方に位置する支持部材側に昇降手段を備える必要はなく、支持部材側の大型化、重量化を抑制することができる。
【0009】
請求項4に係る発明では、前記取出し手段(17)の吸着手段(16)で吸着した底面パネル(13)の上面を吸着する吸着手段(71)を備え、底面パネル(13)を上下の吸着手段(16,71)で挟持した状態で、前記折曲げ手段(18a,18b,58)と支持部材(19)とを相対的に接近してブランクシート(10)を製函するよう構成したことを特徴とする。
請求項4の発明によれば、底面パネルを上下の吸着手段で挟持した状態で側面パネルやフラップを折り曲げるようにしたので、製函中に底面パネルが位置ずれすることなく該底面パネルに対して側面パネルおよびフラップを安定して折り曲げることができる。
【0010】
請求項5に係る発明では、前記底面パネル(13)の上面を吸着する吸着手段(71)を、前記製函位置(N3)の上方と、次工程の搬送コンベヤ(59)との間で移動する箱移動機構(67)を備え、
該箱移動機構(67)によって吸着手段(71)を搬送コンベヤ(59)に移動することで、製函された箱状体(12)を搬送コンベヤ(59)に供給するよう構成したことを特徴とする。
請求項5の発明によれば、ブランクシートを製函する際に底面パネルの上面を吸着する吸着手段によって、製函された箱状体を次工程の搬送コンベヤに移送するようにしたので、箱状体を搬送コンベヤへ移送する専用の手段を必要とせず、構成を簡単化することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
高剛性段ボール
7か月前
株式会社フジキカイ
製函装置
9か月前
個人
紙製ダンボールの加工器具、成形方法
2か月前
株式会社メタルクリエイション
窓貼機
3か月前
エントラスト株式会社
袋体の製造方法
5か月前
個人
パッケージ箱作成用具およびパッケージ箱作成方法
1か月前
株式会社ユーシン
段ボール部材、
3か月前
サクラパックス株式会社
矯正装置
4か月前
三菱重工機械システム株式会社
処理装置
5か月前
株式会社ユウコス
シート加工装置
4か月前
TOPPANホールディングス株式会社
トレー製造装置
7か月前
株式会社アプリス
カップ容器及び製造方法
2か月前
トヨタ自動車株式会社
フィルム製造装置及びフィルム製造方法
6か月前
株式会社ダイワハイテックス
箱型製造装置、及び箱型製造方法
6か月前
TOPPANホールディングス株式会社
口栓溶着方法
8か月前
株式会社ISOWA
段ボールシート処理装置、及びサーバ
9か月前
王子ホールディングス株式会社
加工装置及び加工方法
8か月前
株式会社東京自働機械製作所
ジッパ貼り付け装置
3か月前
東洋アルミエコープロダクツ株式会社
保持枠付き容器の組み立て治具
1か月前
エステー産業株式会社
収容容器の製造方法及び製造装置
5か月前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
9か月前
三菱重工機械システム株式会社
搬送装置、搬送方法
3日前
デュプロ精工株式会社
加工装置
8か月前
株式会社トーモク
封筒型パッケージの製造方法
5か月前
王子ホールディングス株式会社
キッチンタオルロール
5か月前
株式会社トーモク
封筒型パッケージの製造方法
5か月前
株式会社トーモク
封筒型パッケージの製造方法
3か月前
株式会社トーモク
封筒型パッケージの製造方法
3か月前
富士フイルム株式会社
加工装置、及び袋状部材の製造方法
2か月前
サクラパックス株式会社
包装用箱の製造方法および包装用箱
2か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
7か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
8か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
8か月前
東罐興業株式会社
カップ容器製造装置およびカップ容器製造方法
6か月前
株式会社トッパンインフォメディア
ラベル集積治具及びラベル集積装置
4か月前
押尾産業株式会社
注出口具の製造方法
3か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ