TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025008417
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023110584
出願日
2023-07-05
発明の名称
加工装置及び加工方法
出願人
王子ホールディングス株式会社
代理人
弁理士法人真田特許事務所
主分類
B31B
50/26 20170101AFI20250109BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
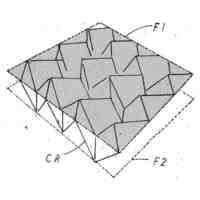
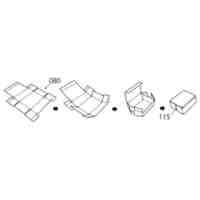
【課題】シート片を折り重ねる加工の加工性を高める。
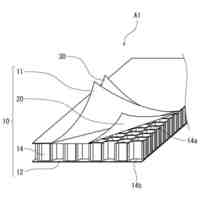
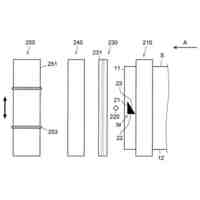
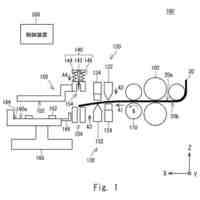
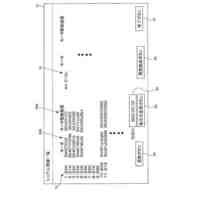
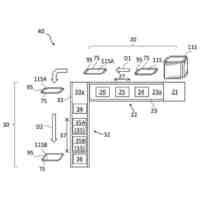
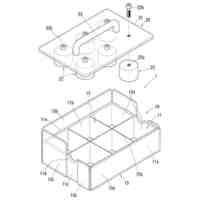
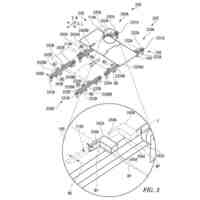
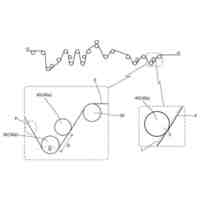
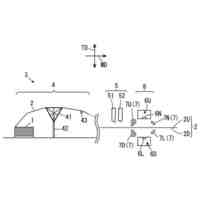
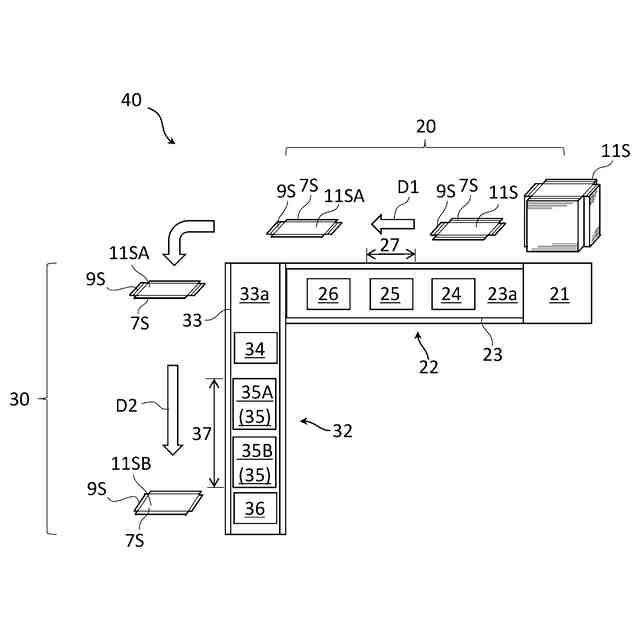
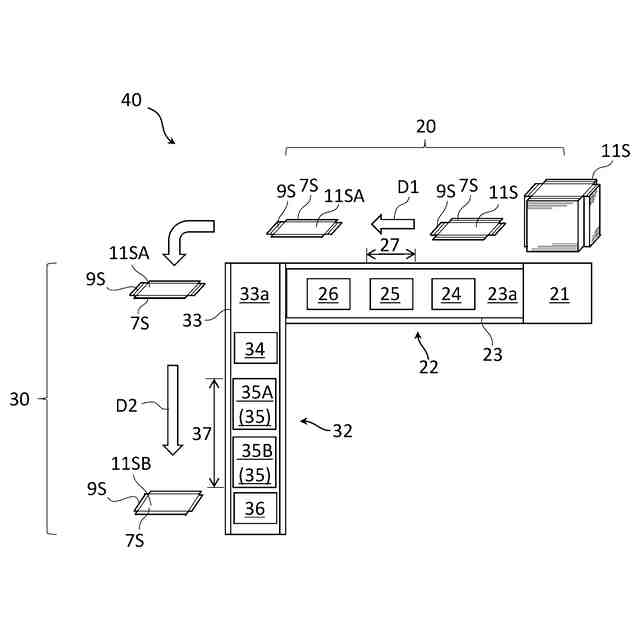
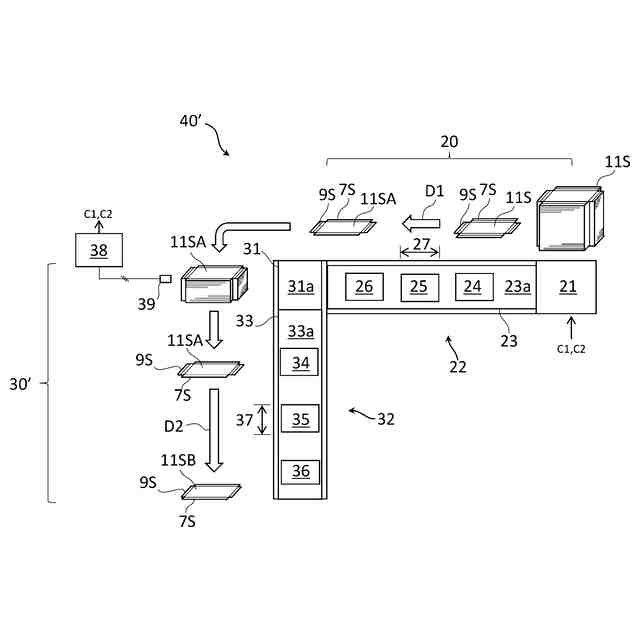
【解決手段】加工装置40は、立体状容器10に折り曲げ成形されるブランクシート11Sで第一方向に延出し且つ第一方向と直交する第二方向に沿って延在する一対の第一シート片7Sと第二方向に延出し且つ第一方向に沿って延在する一対の第二シート片9Sとを加工する。この加工装置40は、一次加工対象11Sを第一載置面23aに載置した第一コンベア23で搬送しつつ一対の第一シート片7Sを折り重ねて熱溶着させる第一加工部22を有する第一パート20と、一対の第一シート片7Sが折り重ねられた二次加工対象11SAを第二載置面33aに載置した第二コンベア33により搬送しつつ一対の第二シート片9Sを折り重ねて熱溶着させる第二加工部32を有し、第一パート20に対して搬送方向下流側に連続して設けられた第二パート30と、を備えている。
【選択図】図1
特許請求の範囲
【請求項1】
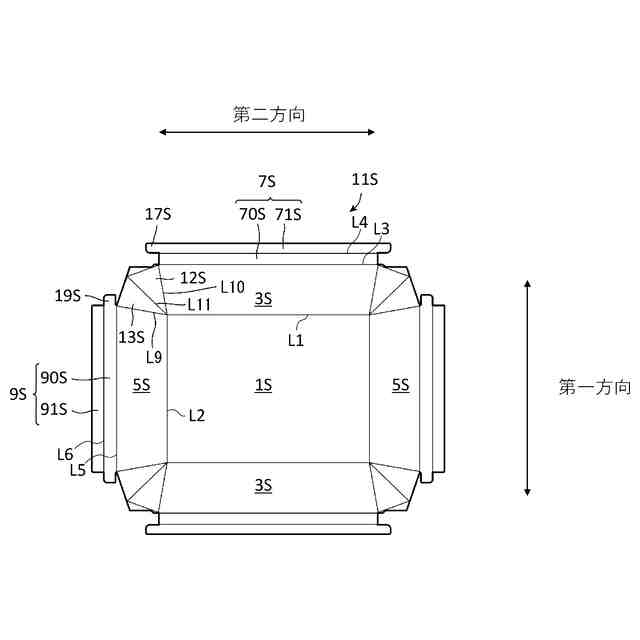
紙製基材の少なくとも一面にヒートシール層が設けられているとともに立体状の容器に折り曲げ成形される平板状のブランクシートにおいて所定の第一方向に延出するとともに前記第一方向と直交する第二方向に沿って延在する一対の第一シート片と前記ブランクシートにおいて前記第二方向に延出するとともに前記第一方向に沿って延在する一対の第二シート片とを加工する装置であって、
一次加工対象の前記ブランクシートを第一載置面に載置した状態で第一コンベアにより前記第二方向に沿って順次搬送しながら前記一次加工対象における前記一対の第一シート片のそれぞれを前記第二方向に沿う第一折線で前記一面どうしが対面する方向に折り重ねるとともに前記ヒートシール層で熱溶着させる第一加工部を有する第一パートと、
前記第一加工部で前記一対の第一シート片が前記第一折線で折り重ねられた二次加工対象を第二載置面に載置した状態で第二コンベアにより前記第一方向に沿って搬送しながら前記二次加工対象における前記一対の第二シート片のそれぞれを前記第一方向に沿う第二折線で前記一面どうしが対面する方向に折り重ねるとともに前記ヒートシール層で熱溶着させる第二加工部を有し、前記第一パートに対して搬送方向下流側に連続して設けられた第二パートと、を備えた
ことを特徴する加工装置。
続きを表示(約 1,500 文字)
【請求項2】
前記第一パートにおいて前記一次加工対象が搬送される方向である一次方向と、前記第二パートにおいて前記二次加工対象が搬送される方向である二次方向とが直交する方向に設定された
ことを特徴する請求項1に記載の加工装置。
【請求項3】
前記第一パートの前記第一コンベアで前記一次加工対象が搬送される速度である一次速度よりも、前記第二パートの前記第二コンベアで前記二次加工対象が搬送される速度である二次速度のほうが高速に設定された
ことを特徴する請求項1または2に記載の加工装置。
【請求項4】
前記第一パートにおいて前記第一加工部で前記一次加工対象を加熱する区間である一次区間の搬送方向に沿う一次区間長よりも、前記第二パートにおいて前記第二加工部で前記二次加工対象を加熱する区間である二次区間の搬送方向に沿う二次区間長のほうが長区間に設定された
ことを特徴する請求項3に記載の加工装置。
【請求項5】
前記一次加工対象において前記第一シート片が前記第一方向に沿って延在する寸法である一次寸法よりも、前記二次加工対象において前記第二シート片が前記第二方向に沿って延在する寸法である二次寸法のほうが短く設定された
ことを特徴する請求項3に記載の加工装置。
【請求項6】
前記第一パートは、前記一次加工対象が積み重ねられるとともに前記一次加工対象を前記第二方向に沿って前記第一加工部へ順次繰り出すフィード部を有し、
前記第二パートは、前記二次加工対象が積み重ねられるとともに前記二次加工対象を前記第一方向に沿って前記第二加工部へ順次繰り出すアキュムレータを有する
ことを特徴とする請求項1に記載の加工装置。
【請求項7】
前記アキュムレータに積み重ねられた前記二次加工対象の高さを検出するセンサと、
前記センサによって検出された高さが所定の高さを超えた場合に、前記第一パートの前記フィード部による前記一次加工対象の繰り出しを一時的に停止する制御部と、を備えた
ことを特徴とする請求項6に記載の加工装置。
【請求項8】
紙製基材の少なくとも一面にヒートシール層が設けられているとともに立体状の容器に折り曲げ成形される平板状のブランクシートにおいて所定の第一方向に延出するとともに前記第一方向と直交する第二方向に沿って延在する一対の第一シート片と前記ブランクシートにおいて前記第二方向に延出するとともに前記第一方向に沿って延在する一対の第二シート片とを加工する方法であって、
一次加工対象の前記ブランクシートを第一載置面に載置した状態で第一コンベアにより前記第二方向に沿って搬送しながら前記一次加工対象における前記一対の第一シート片のそれぞれを前記第二方向に沿う第一折線で前記一面どうしが対面する方向に折り重ねるとともに前記ヒートシール層で熱溶着させる第一加工部が一次加工を実施する第一工程と、
前記第一工程で前記一対の第一シート片が前記第一折線で折り重ねられた二次加工対象を第二載置面に載置した状態で第二コンベアにより前記第一方向に沿って搬送しながら前記二次加工対象における前記一対の第二シート片のそれぞれを前記第一方向に沿う第二折線で折り重ねるとともに前記ヒートシール層で熱溶着させる第二加工部が前記第一加工部に対して搬送方向下流側で連続して二次加工を実施する第二工程と、を備えた
ことを特徴する加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、平板状のブランクシートにおけるシート片を加工するための加工装置及び加工方法に関する。
続きを表示(約 2,600 文字)
【背景技術】
【0002】
電子レンジ調理用容器等において、使い捨ての食品用容器が広く使用されている。
近年では、脱プラスチックの観点から、この容器として紙製の容器を用いることが提案されている。
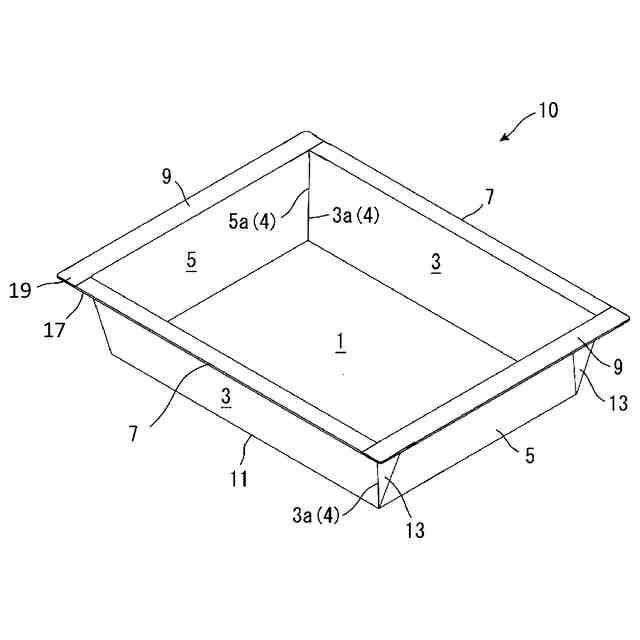
紙製の食品用容器として紙製のブランクシートを折って組み立てたフランジ付き紙容器が知られる。特許文献1には、シート片を二重に折り重ねて形成したフランジ部(「二重フランジ部」と称する)を有する紙容器が開示されている。
【0003】
この紙容器には、矩形状の開口の周囲に一対の第一フランジ部と、この第一フランジ部に直交する姿勢をなす一対の第二フランジ部とが設けられている。特許文献1では、この紙容器の製造方法として、以下の手順で容器を製造する方法が記載されている。
手順1:シート片を折り重ねる折り重ね工程(二重フランジ部を形成する工程)
手順2:折り重ね工程で得たシートから紙容器を組み立てる成形工程
【先行技術文献】
【特許文献】
【0004】
特開2022-171148号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記の製造方法では、手順1で一対の第一フランジ部と一対の第二フランジ部とを形成した後に、手順2で紙容器が組み立てられている。そのため、紙容器を量産するためには、手順2に先立つ手順1においてシート片を効率よく加工することが求められている。例えば、手順1においてシート片を加工するための加工装置として、ブランクシートを搬送する方向(搬送方向)に平行な折目で折り加工を施す加工装置を用いることがある。この場合、ブランクシートを装置にフィードして一対の第一フランジ部を形成した後、一対の第二フランジ部を形成するためにシートを再度フィードしなおす必要がある。
よって、シート片を折り重ねる加工の加工性を高めるうえで、改善の余地がある。
【0006】
本件の加工装置及び加工方法は、上記の課題に鑑みて創案されたものであり、シート片を折り重ねる加工の加工性を高めることを目的の一つとする。なお、この目的に限らず、後述する「発明を実施するための形態」に示す各構成から導き出される作用及び効果であって、従来の技術では得られない作用及び効果を奏することも、本件の他の目的として位置付けることができる。
【課題を解決するための手段】
【0007】
ここで開示する加工装置は、以下に記す(1)~(7)の構成を備えている。
(1)
紙製基材の少なくとも一面にヒートシール層が設けられているとともに立体状の容器に折り曲げ成形される平板状のブランクシートにおいて所定の第一方向に延出するとともに前記第一方向と直交する第二方向に沿って延在する一対の第一シート片と前記ブランクシートにおいて前記第二方向に延出するとともに前記第一方向に沿って延在する一対の第二シート片とを加工する装置であって、
一次加工対象の前記ブランクシートを第一載置面に載置した状態で第一コンベアにより前記第二方向に沿って順次搬送しながら前記一次加工対象における前記一対の第一シート片のそれぞれを前記第二方向に沿う第一折線で前記一面どうしが対面する方向に折り重ねるとともに前記ヒートシール層で熱溶着させる第一加工部を有する第一パートと、
前記第一加工部で前記一対の第一シート片が前記第一折線で折り重ねられた二次加工対象を第二載置面に載置した状態で第二コンベアにより前記第一方向に沿って搬送しながら前記二次加工対象における前記一対の第二シート片のそれぞれを前記第一方向に沿う第二折線で前記一面どうしが対面する方向に折り重ねるとともに前記ヒートシール層で熱溶着させる第二加工部を有し、第一パートに対して搬送方向下流側に連続して設けられた第二パートと、を備えた
ことを特徴する加工装置。
【0008】
(2)
前記第一パートにおいて前記一次加工対象が搬送される方向である一次方向と、前記第二パートにおいて前記二次加工対象が搬送される方向である二次方向とが直交する方向に設定された
ことを特徴する(1)に記載の加工装置。
(3)
前記第一パートの前記第一コンベアで前記一次加工対象が搬送される速度である一次速度よりも、前記第二パートの前記第二コンベアで前記二次加工対象が搬送される速度である二次速度のほうが高速に設定された
ことを特徴する(1)または(2)に記載の加工装置。
【0009】
(4)
前記第一パートにおいて前記第一加工部で前記一次加工対象を加熱する区間である一次区間の搬送方向に沿う一次区間長よりも、前記第二パートにおいて前記第二加工部で前記二次加工対象を加熱する区間である二次区間の搬送方向に沿う二次区間長のほうが長区間に設定された
ことを特徴する(1)~(3)のいずれか一つに記載の加工装置。
(5)
前記一次加工対象において前記第一シート片が前記第一方向に沿って延在する寸法である一次寸法よりも、前記二次加工対象において前記第二シート片が前記第二方向に沿って延在する寸法である二次寸法のほうが短く設定された
ことを特徴する(1)~(4)のいずれか一つに記載の加工装置。
【0010】
(6)
前記第一パートは、前記一次加工対象が積み重ねられるとともに前記一次加工対象を前記第二方向に沿って前記第一加工部へ順次繰り出すフィード部を有し、
前記第二パートは、前記二次加工対象が積み重ねられるとともに前記二次加工対象を前記第一方向に沿って前記第二加工部へ順次繰り出すアキュムレータを有する
ことを特徴とする(1)~(5)のいずれか一つに記載の加工装置。
(7)
前記アキュムレータに積み重ねられた前記二次加工対象の高さを検出するセンサと、
前記センサによって検出された高さが所定の高さを超えた場合に、前記第一パートの前記フィード部による前記一次加工対象の繰り出しを一時的に停止する制御部と、を備えた
ことを特徴とする(6)に記載の加工装置。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
高剛性段ボール
7か月前
株式会社フジキカイ
製函装置
9か月前
個人
紙製ダンボールの加工器具、成形方法
2か月前
株式会社メタルクリエイション
窓貼機
3か月前
エントラスト株式会社
袋体の製造方法
5か月前
個人
パッケージ箱作成用具およびパッケージ箱作成方法
1か月前
株式会社ユーシン
段ボール部材、
3か月前
サクラパックス株式会社
矯正装置
4か月前
三菱重工機械システム株式会社
処理装置
5か月前
株式会社ユウコス
シート加工装置
4か月前
TOPPANホールディングス株式会社
トレー製造装置
7か月前
株式会社アプリス
カップ容器及び製造方法
2か月前
トヨタ自動車株式会社
フィルム製造装置及びフィルム製造方法
5か月前
株式会社ダイワハイテックス
箱型製造装置、及び箱型製造方法
6か月前
TOPPANホールディングス株式会社
口栓溶着方法
8か月前
株式会社ISOWA
段ボールシート処理装置、及びサーバ
9か月前
王子ホールディングス株式会社
加工装置及び加工方法
8か月前
株式会社東京自働機械製作所
ジッパ貼り付け装置
3か月前
東洋アルミエコープロダクツ株式会社
保持枠付き容器の組み立て治具
29日前
エステー産業株式会社
収容容器の製造方法及び製造装置
5か月前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
9か月前
三菱重工機械システム株式会社
搬送装置、搬送方法
2日前
デュプロ精工株式会社
加工装置
8か月前
株式会社トーモク
封筒型パッケージの製造方法
5か月前
王子ホールディングス株式会社
キッチンタオルロール
5か月前
株式会社トーモク
封筒型パッケージの製造方法
5か月前
株式会社トーモク
封筒型パッケージの製造方法
2か月前
株式会社トーモク
封筒型パッケージの製造方法
2か月前
富士フイルム株式会社
加工装置、及び袋状部材の製造方法
2か月前
サクラパックス株式会社
包装用箱の製造方法および包装用箱
2か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
7か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
8か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
8か月前
東罐興業株式会社
カップ容器製造装置およびカップ容器製造方法
6か月前
株式会社トッパンインフォメディア
ラベル集積治具及びラベル集積装置
4か月前
押尾産業株式会社
注出口具の製造方法
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ