TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025059637
公報種別
公開特許公報(A)
公開日
2025-04-10
出願番号
2023169856
出願日
2023-09-29
発明の名称
収容容器の製造方法及び製造装置
出願人
エステー産業株式会社
代理人
弁理士法人浅村特許事務所
主分類
B31B
70/64 20170101AFI20250403BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】大型で強度を有する収容容器を製造する場合でも、設備の大型化等を招くことなく、清潔性、安全性及び保管・運搬性や取り扱い性に優れる収容容器を生産性良く安価に製造できる収容容器の製造方法及び製造装置を提供する。
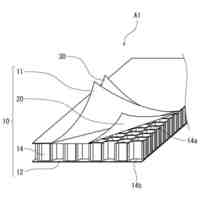
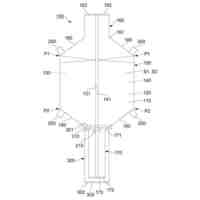
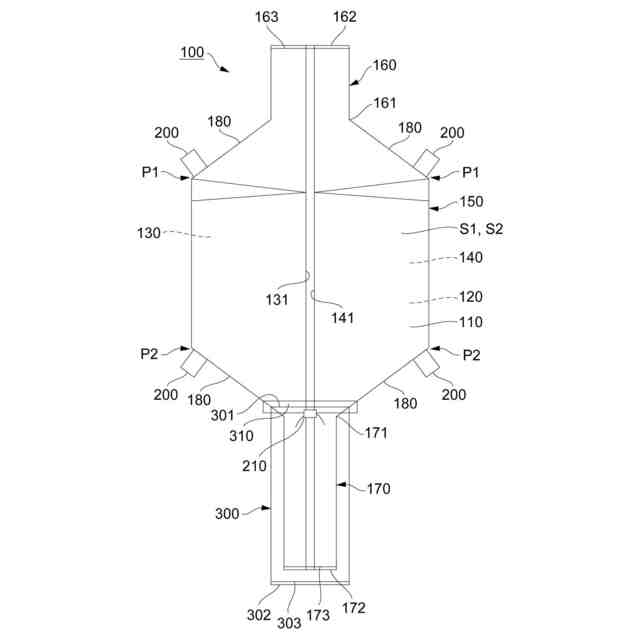
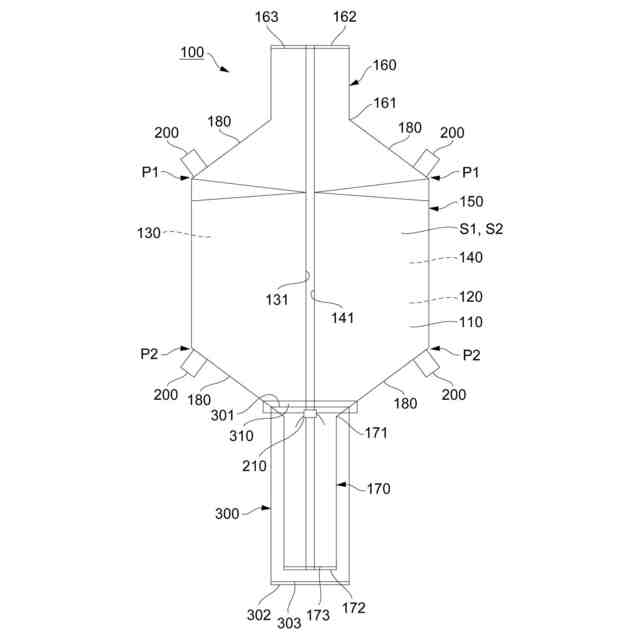
【解決手段】複合シート材S1,S2を、前面部110と後面部120とを重ね合わせながら平面状に折り畳まれ、且つ、平面状から立体的に展開可能なガセット状に形成するガセット形成工程と、複合シート材S1,S2を押圧しながら加熱し、複数の基材シートSa,Sb間を対面の所定位置で熱溶着することで、複合シート材S1,S2を所定の容器パターン100Aに加工する熱溶着工程と、容器パターン100Aにおける複合シート材S1,S2の長手方向で離間した第1の位置P1及び第2の位置P2に、収容容器100をコンテナ容器の内部に取り付けるための複数の取付部材200を接合する取付部材接合工程と、を備える。
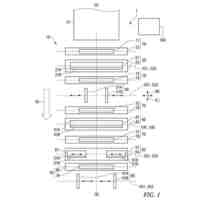
【選択図】図7A
特許請求の範囲
【請求項1】
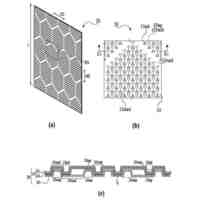
可撓性を有する複数の樹脂シートが積層された基材シートからなり、且つ、互いが接合されていない対面を有する複数の前記基材シートが重ね合わせられた複合シート材を、前記対面における所定の位置で熱溶着して接合することにより、筒状のコンテナ容器に収容されて用いられる収容容器を製造する方法であって、
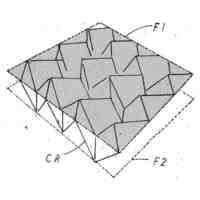
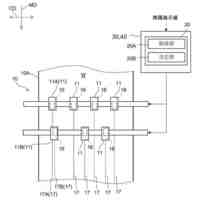
前記複合シート材を、それぞれ前記基材シートから構成され、互いに対向するように配置される前面部及び後面部と、前記前面部及び前記後面部との間で互いに対向するように配置される一対の側部とを含む筒状に形成するとともに、前記一対の側部を、それぞれ、前記前面部と前記後面部とを接続しながら内側に折り込むことが可能なマチ構造に形成することにより、前記複合シート材を、前記前面部と前記後面部とを重ね合わせながら平面状に折り畳まれ、且つ、前記平面状から立体的に展開可能なガセット状に形成するガセット形成工程と、
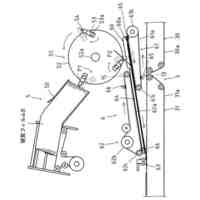
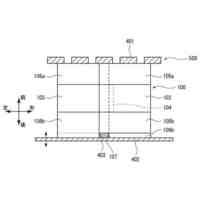
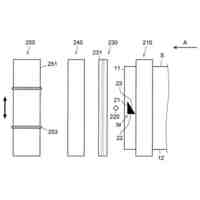
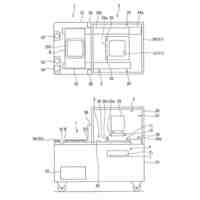
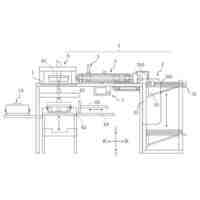
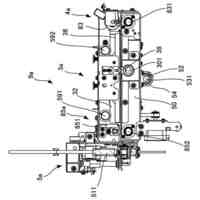
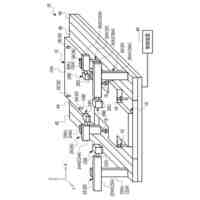
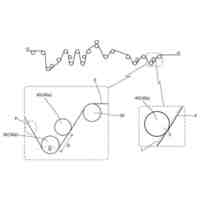
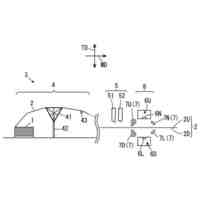
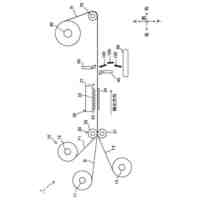
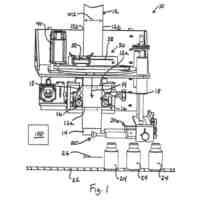
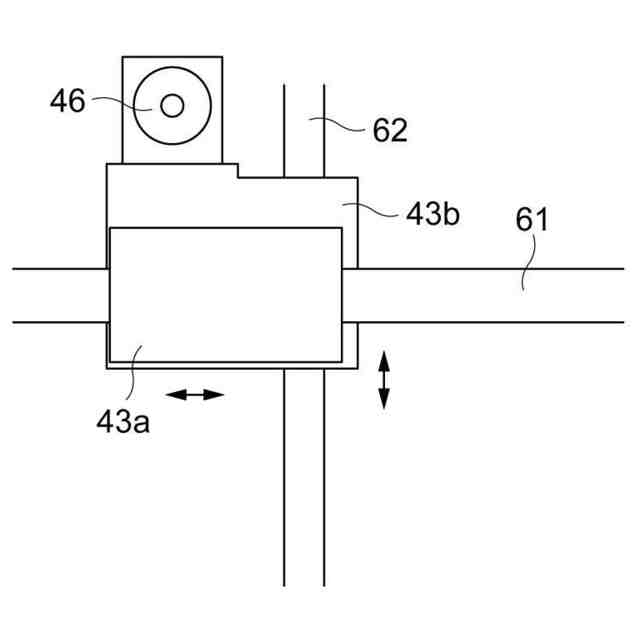
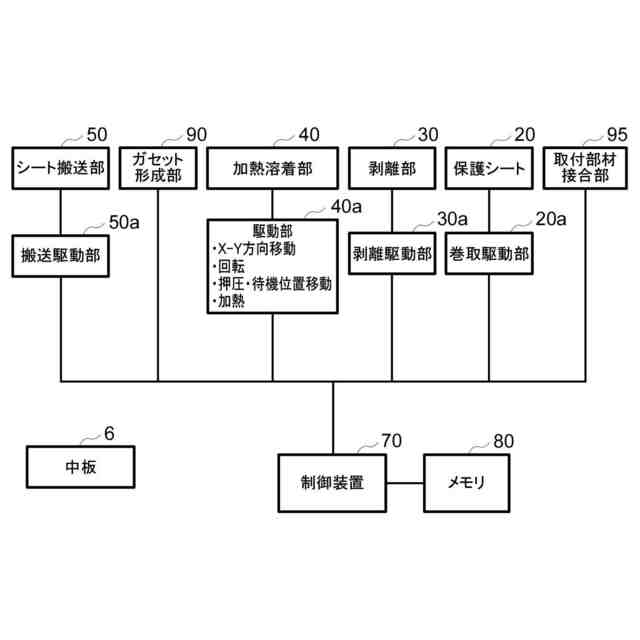
前記平面状に折り畳まれた前記複合シート材を基台と保護シートとで挟み込み、前記保護シートの面上を加熱圧着器が2次元方向で移動しながら前記保護シートを押圧することで、前記複合シート材を押圧しながら加熱して、前記複数の基材シート間を前記対面の所定の位置で熱溶着することにより、前記複合シート材を所定の容器パターンに加工する熱溶着工程と、
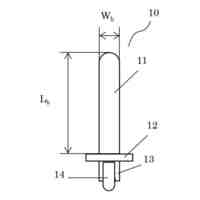
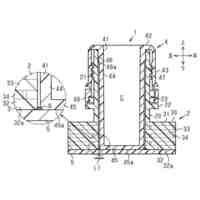
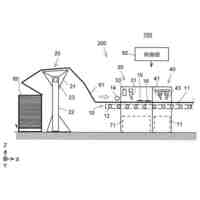
前記容器パターンにおける、前記複合シート材の長手方向で離間した第1の位置及び第2の位置に、それぞれ、前記収容容器を前記コンテナ容器の内部に取り付けるための複数の取付部材を接合する取付部材接合工程と、を備えることを特徴とする収容容器の製造方法。
続きを表示(約 1,200 文字)
【請求項2】
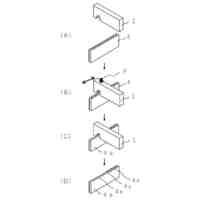
前記ガセット形成工程は、前記基材シートにおける前記一対の側部に対応する位置を、それぞれ前記複合シート材の前記内側に二つ折り形状で折り込み、前記一対の側部を、それぞれ前記基材シートにおける前記前面部及び前記後面部に対応する位置の間に介装させることを特徴とする請求項1に記載の収容容器の製造方法。
【請求項3】
前記熱溶着工程は、前記容器パターンの前記長手方向における一端部側及び他端部側が、前記一端部及び前記他端部の間に配置される胴部よりも、前記平面状から立体的に展開したときの断面積が小さくなるように、前記容器パターンを形成することを特徴とする請求項1又は請求項2に記載の収容容器の製造方法。
【請求項4】
前記熱溶着工程は、前記胴部と前記一端部及び前記他端部との間に、前記胴部から前記一端部側及び前記他端部側に向かうに従って、前記平面状から立体的に展開したときの断面積が漸次縮小する傾斜部が配置されるように、前記容器パターンを形成することを特徴とする請求項3に記載の収容容器の製造方法。
【請求項5】
前記熱溶着工程は、前記容器パターンにおける前記一端部及び前記他端部の開口端の近傍に、該開口端を封止するための封止部を形成することを特徴とする請求項3に記載の収容容器の製造方法。
【請求項6】
前記熱溶着工程は、前記容器パターンの内部を真空引きしながら、前記封止部を形成することを特徴とする請求項5に記載の収容容器の製造方法。
【請求項7】
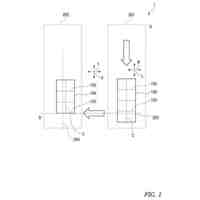
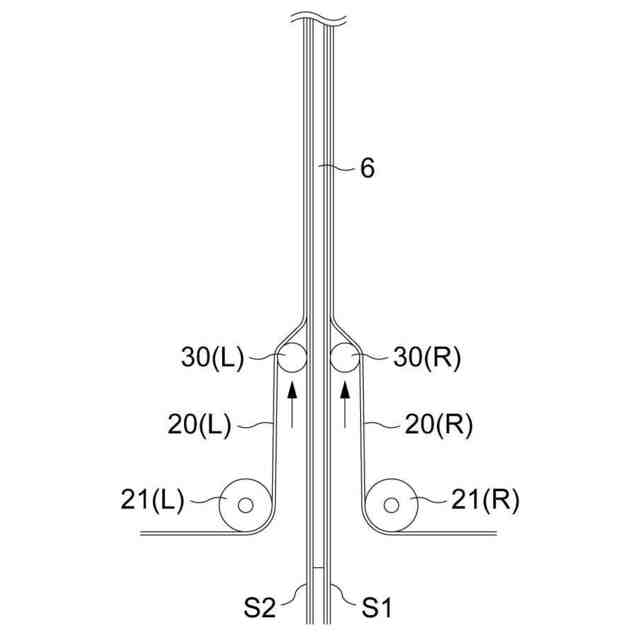
前記熱溶着工程は、前記基台が鉛直方向で延在する中板からなり、前記基台の一方の面及び他方の面のそれぞれに前記複合シート材を鉛直方向で延在させ、各々の前記複合シート材を前記基台と前記保護シートとで挟み込んで押圧しながら加熱することにより、前記複数の基材シート間を前記対面の所定の位置で熱溶着することを特徴とする請求項1又は請求項2に記載の収容容器の製造方法。
【請求項8】
前記取付部材接合工程は、前記取付部材を、前記容器パターンの前記長手方向における前記第1の位置及び前記第2の位置のそれぞれの位置で、前記前面部及び前記後面部と前記一対の側部との各々の間の角部に接合することを特徴とする請求項1又は請求項2に記載の収容容器の製造方法。
【請求項9】
前記取付部材接合工程は、前記取付部材を、前記容器パターンの前記長手方向における一端部及び他端部の間に配置された胴部の両端に配置されるように接合することを特徴とする請求項8に記載の収容容器の製造方法。
【請求項10】
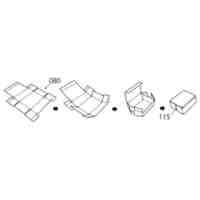
さらに、前記熱溶着工程又は前記取付部材接合工程の後に、前記複合シート材における前記容器パターン以外の領域を除去して前記収容容器を得た後、該収容容器における前記他端部側を筒状カバーで覆う筒状カバー接合工程を備えることを特徴とする請求項3に記載の収容容器の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、収容容器を製造する方法及び装置に関し、特に、菌や他の物質等のような異物が混入するのを抑制でき、清潔性及び安全性に優れた収容容器を製造することが可能な収容容器の製造方法及び製造装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来から、保管及び物流コストの削減、並びに、異物混入をはじめとする保管及び物流事故を回避することは、日本国内のみならず、世界的な潮流となりつつあり、これらを達成するために様々な試みが行われるようになっている。
【0003】
例えば、各種医薬、工業原料、食品原料等は、それらの保管、原料の注入から搬送、さらには原料の排出に至る過程まで、それらが無害物質であるか有害物質であるかに関わらず、外部からの菌や他の異物混入による汚染、並びに、品質低下等を避ける必要がある。特に、最近では、より優れた品質及び信頼性が求められるようになっており、一度でもこれらに由来する事故が発生すれば、企業に対する信頼度が著しく低下し、企業にとって死活問題に発展することも珍しくない。従って、各種の原料や材料の保管、運搬に関し、これらに対する品質向上の要求が、従来にも増して高まっている。
【0004】
ここで、物流の観点からは、例えば、大型のタンク等のような、可能な限り容量が大きな搬送容器に食材や医薬等の各種材料を収容し、一度に大量に運搬できるようにすることで、保管や運搬に要する費用が安価となり、管理も容易になる。この場合、例えば、上記の各種材料を大型のタンクローリーに注入し、貨物扱いとしてトラックや鉄道、あるいは船舶等によって運搬する。
【0005】
一方、近年では、上記のような大型タンクローリー等を使用した方法に替えて、筒状とされたコンテナ容器(外袋)の内部に、樹脂シート等からなる袋状(筒状)の収容容器(内袋)を収容し、この収容容器に各種材料を充填して運搬する方法も主流になっている。例えば、特許文献1には、所定の剛性を有した外殻であるコンテナ容器の内部に、可撓性を有し、且つ、被収容物の導入口及び導出口を備えた内袋状の収容容器が収容されてなる、所謂フレキシブルコンテナの構成が開示されている。
【0006】
特許文献1に記載されたような収容容器を用い、運搬の都度、新しい収容容器を使用することで、洗浄等の手間が省けるとともに、収容物間での異物混入も防止できる。
また、収容容器自体は可撓性を有したものであるものの、外殻であるコンテナ容器が所定の剛性を有していることで、収容容器に作用する重みや外力の多くをコンテナ容器で受けることが可能になる。これと同時に、収容容器の脱着作業等の際に加わる衝撃もコンテナ容器で受けることができることから、収容容器を保護することが可能になる。
さらに、被収容物の導入口及び導出口を有していることで、収容容器に充填された各種材料の使用場所において、工程上に直接組み込んで使用することが可能となることから、取り扱い性等も向上するという大きなメリットが得られる。
【0007】
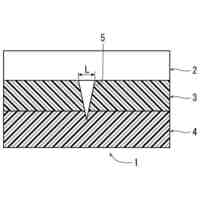
上記のような、コンテナ容器に収容されて各種材料を充填した状態で運搬される収容容器は、その収容量も、例えば、数百kg~1000kg(1トン)程度と大きな容量並びに質量となることから、強度の高く、且つ、耐薬品性等にも優れた樹脂シートを用いて製造する必要がある。このような、強度特性が考慮された樹脂シート製の収容容器としては、例えば、特許文献2に開示されたような、材質の異なる2層の樹脂シートが積層された複合シートからなるもの等が挙げられる(特許文献2の図2等を参照)。特許文献2に開示された収容容器に用いられる複合シートは、樹脂シートの材料及び組み合わせとして、ポリエチレンシートとポリエチレンテレフタレートシートとの積層態様が例示されている。
【0008】
コンテナ容器に収容されて用いられる収容容器は、例えば、少なくとも2枚の樹脂フィルムを部分的に熱溶着して所定の形状を形成することで、容器形状を得る等の方法によって製造される。例えば、特許文献3には、筒状に押し出されたフィルム状の樹脂を2層(2枚)構造の扁平状態にしたインフレーション・フィルム等を用い、各フィルムの間を所定の位置で熱溶着することで容器のパターンを形成し、袋状の収容容器を製造する方法が開示されている。このような収容容器は、製造時は平面状に押し畳まれた状態とされ、使用時に立体的に展開される。
【先行技術文献】
【特許文献】
【0009】
特許第3514980号公報
特許第6560500号公報
特開2012-024951号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記のような、コンテナ容器の内部に収容され、各種材料等が充填される収容容器は、収容量の増大に伴い、その全体サイズも非常に大きなものとなる。また、収容量の増大に伴い、各種材料等を充填したときの収容容器全体の質量も非常に大きなものとなる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
高剛性段ボール
5か月前
個人
紙製ダンボールの加工器具、成形方法
1か月前
エントラスト株式会社
袋体の製造方法
3か月前
株式会社メタルクリエイション
窓貼機
2か月前
個人
パッケージ箱作成用具およびパッケージ箱作成方法
3日前
株式会社ユーシン
段ボール部材、
1か月前
サクラパックス株式会社
矯正装置
2か月前
三菱重工機械システム株式会社
処理装置
4か月前
株式会社ユウコス
シート加工装置
2か月前
TOPPANホールディングス株式会社
トレー製造装置
5か月前
株式会社アプリス
カップ容器及び製造方法
14日前
株式会社ダイワハイテックス
箱型製造装置、及び箱型製造方法
4か月前
トヨタ自動車株式会社
フィルム製造装置及びフィルム製造方法
4か月前
TOPPANホールディングス株式会社
口栓溶着方法
6か月前
株式会社東京自働機械製作所
ジッパ貼り付け装置
2か月前
エステー産業株式会社
収容容器の製造方法及び製造装置
4か月前
株式会社トーモク
封筒型パッケージの製造方法
1か月前
株式会社トーモク
封筒型パッケージの製造方法
4か月前
株式会社トーモク
封筒型パッケージの製造方法
4か月前
デュプロ精工株式会社
加工装置
6か月前
王子ホールディングス株式会社
キッチンタオルロール
4か月前
株式会社トーモク
封筒型パッケージの製造方法
1か月前
サクラパックス株式会社
包装用箱の製造方法および包装用箱
1か月前
富士フイルム株式会社
加工装置、及び袋状部材の製造方法
1か月前
東罐興業株式会社
カップ容器製造装置およびカップ容器製造方法
5か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
5か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
6か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
6か月前
株式会社トッパンインフォメディア
ラベル集積治具及びラベル集積装置
2か月前
押尾産業株式会社
注出口具の製造方法
2か月前
富士通フロンテック株式会社
RFIDタグ製造装置、及び、RFIDタグ製造方法
1か月前
三菱重工機械システム株式会社
制御装置、制御方法及びコンピュータプログラム
3か月前
三菱重工機械システム株式会社
シートの切り出し装置
4か月前
アクソン・エルエルシー
管状収縮スリーブ材を対象物に装着するための機械および方法
1か月前
株式会社TANAX
段ボールシート供給装置
2か月前
東洋製罐株式会社
易開封性包装袋およびその製造方法
3か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ