TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025067622
公報種別
公開特許公報(A)
公開日
2025-04-24
出願番号
2023177742
出願日
2023-10-13
発明の名称
制御装置、制御方法及びコンピュータプログラム
出願人
三菱重工機械システム株式会社
代理人
弁理士法人真田特許事務所
主分類
B31F
1/10 20060101AFI20250417BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】隣接する罫線の間隔に応じて実際に形成される罫線深さを調節する。
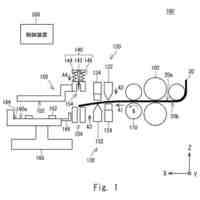
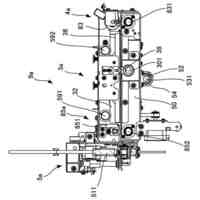
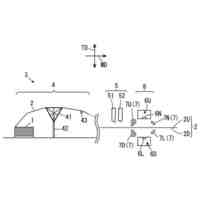
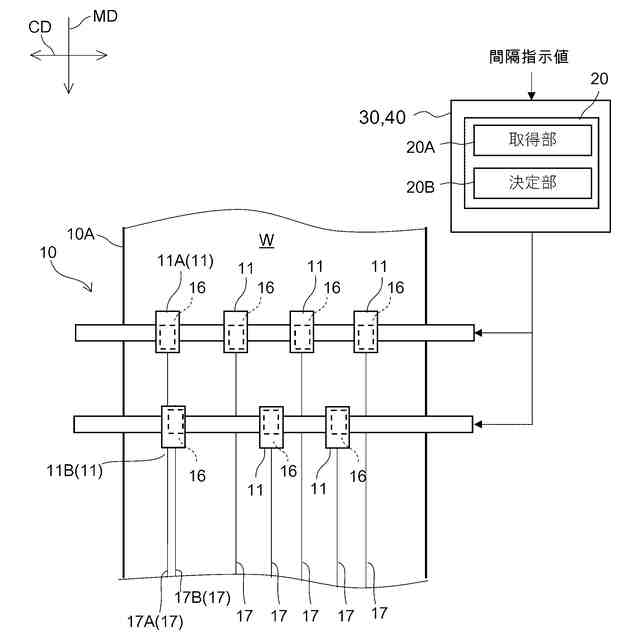
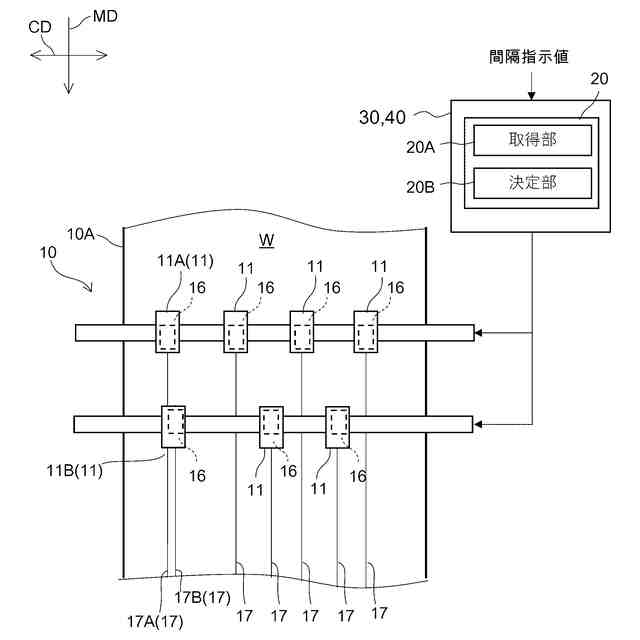
【解決手段】スコアラ装置10を制御する制御装置20である。スコアラ装置10は、上側ロールと下側ロールとで段ボールウェブWを挟み込んで罫線を形成するスコアラヘッド11として、第一罫線17Aを形成する第一スコアラヘッド11Aと、第一スコアラヘッド11Aに対し搬送方向下流側に設けられ第二罫線17Bを形成する第二スコアラヘッド11Aを有し、第一スコアラヘッド11A及び第二スコアラヘッド11Bを幅方向に沿って移動可能である。制御装置20は、第一罫線11Aと第二罫線11Bとの間隔を設定するための間隔指示値を取得する取得部20Aと、取得した間隔指示値を含む製造条件情報に応じて、第一スコアラヘッド11A及び第二スコアラヘッド11Bおける隙間を補正するための補正値を決定する決定部20Bと、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
搬送ライン上を連続的に搬送される段ボールウェブの搬送方向に交差する機械幅方向に並んだ複数の罫線を形成するスコアラ装置を制御する制御装置であって、
前記スコアラ装置は、
前記段ボールウェブに対して上方に配置された上側ロールと前記段ボールウェブに対して下方に配置された下側ロールとを有し、前記上側ロールと前記下側ロールとが上下方向に離間する隙間に前記段ボールウェブを挟み込んで前記隙間に応じた深さの罫線を形成するスコアラヘッドと、移動装置とを備えており、
前記スコアラヘッドは、第一罫線を形成するための第一スコアラヘッドと、前記第一スコアラヘッドに対して前記搬送方向の下流側に設けられており、前記第一罫線に対して機械幅方向に隣接する第二罫線を形成する第二スコアラヘッドとを有し、
前記移動装置は、前記第一罫線と前記第二罫線との前記機械幅方向の間隔を調整するために前記第一スコアラヘッド及び前記第二スコアラヘッドのそれぞれを前記機械幅方向に沿って移動し、
前記制御装置は、
前記移動装置により前記第一罫線と前記第二罫線との前記間隔を設定するための間隔指示値を取得する取得部と、
取得した前記間隔指示値を含む製造条件情報に応じて、前記第一スコアラヘッド及び前記第二スコアラヘッドの少なくとも一方における前記隙間を補正するための補正値を決定する決定部と、を備えている
ことを特徴とする、制御装置。
続きを表示(約 2,200 文字)
【請求項2】
前記決定部で決定した前記補正値に基づき、前記第一スコアラヘッド及び前記第二スコアラヘッドの少なくとも一方における前記隙間を自動調整する自動調整部を更に備えている
ことを特徴とする、請求項1に記載の制御装置。
【請求項3】
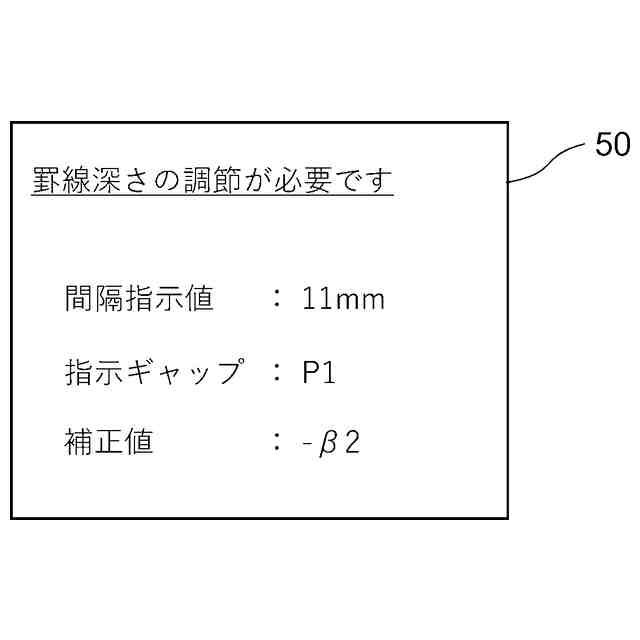
前記決定部で決定した前記補正値をディスプレイ画面に表示する表示部を更に備えている
ことを特徴とする、請求項1に記載の制御装置。
【請求項4】
前記表示部に表示された前記補正値を参照して、前記第一スコアラヘッド及び前記第二スコアラヘッドの少なくとも一方における前記隙間を補正する補正値を、作業者が入力する手動調整部を更に備えている
ことを特徴とする、請求項3に記載の制御装置。
【請求項5】
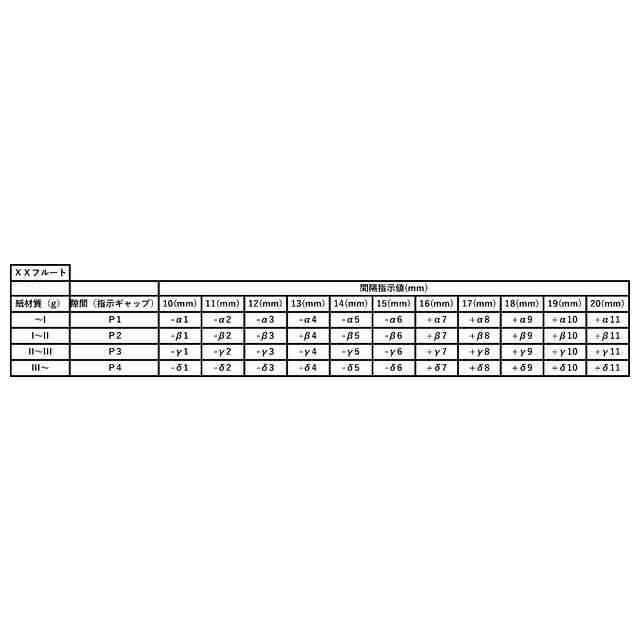
前記決定部は、前記間隔指示値と前記段ボールウェブの厚さと前記段ボールウェブの紙材質とを含む前記製造条件情報に応じて決定される前記補正値を予め規定したデータマトリクスを記憶した記憶部を含む
ことを特徴とする、請求項1に記載の制御装置。
【請求項6】
前記製造条件情報にて指示される前記第一罫線の罫線深さと前記第二罫線の罫線深さが等しい場合、前記補正値は、前記第一スコアラヘッドにおける前記隙間を前記第二スコアラヘッドにおける前記隙間よりも小さい値に調節する前記補正値である
ことを特徴とする、請求項1に記載の制御装置。
【請求項7】
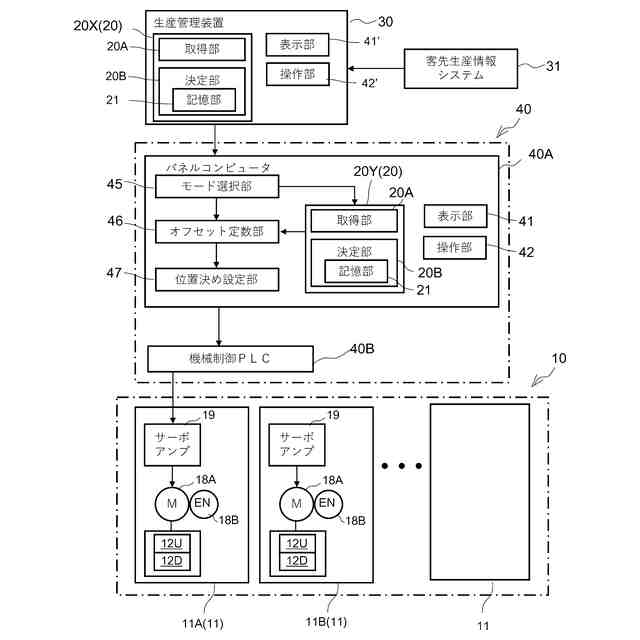
前記制御装置は、前記スコアラ装置の動作を制御するために前記スコアラ装置に搭載されたコンピュータに含まれている
ことを特徴とする、請求項1に記載の制御装置。
【請求項8】
前記制御装置は、前記スコアラ装置が設けられ前記段ボールウェブから段ボールシートを製造するためのコルゲートマシンにおける前記段ボールシートの製造を管理するための生産管理装置に搭載されたコンピュータに含まれている
ことを特徴とする、請求項1に記載の制御装置。
【請求項9】
搬送ライン上を連続的に搬送される段ボールウェブの搬送方向に交差する機械幅方向に並んだ複数の罫線を形成するスコアラ装置を制御する制御方法であって、
前記スコアラ装置は、前記段ボールウェブに対して上方に配置された上側ロールと前記段ボールウェブに対して下方に配置された下側ロールとを有し、前記上側ロールと前記下側ロールとが上下方向に離間する隙間に前記段ボールウェブを挟み込んで前記隙間に応じた深さの罫線を形成するスコアラヘッドと、移動装置とを備えており、
前記スコアラヘッドは、第一罫線を形成するための第一スコアラヘッドと、前記第一スコアラヘッドに対して前記搬送方向の下流側に設けられており、前記第一罫線に対して機械幅方向に隣接する第二罫線を形成する第二スコアラヘッドとを有し、
前記移動装置は、前記第一罫線と前記第二罫線との前記機械幅方向の間隔を設定するために前記第一スコアラヘッド及び前記第二スコアラヘッドのそれぞれを前記機械幅方向に沿って移動し、
前記制御方法は、
前記移動装置により前記第一罫線と前記第二罫線との前記間隔を設定するための間隔指示値を取得する取得ステップと、
取得した前記間隔指示値を含む製造条件情報に応じて、前記第一スコアラヘッド及び前記第二スコアラヘッドの少なくとも一方における前記上側ロールと前記下側ロールとの前記隙間を補正するための補正値を決定する決定ステップと、を備えている
ことを特徴とする、制御方法。
【請求項10】
搬送ライン上を連続的に搬送される段ボールウェブの搬送方向に交差する機械幅方向に並んだ複数の罫線を形成するスコアラ装置を制御する制御装置のコンピュータプログラムであって、
前記スコアラ装置は、前記段ボールウェブに対して上方に配置された上側ロールと前記段ボールウェブに対して下方に配置された下側ロールとを有し、前記上側ロールと前記下側ロールとが上下方向に離間する隙間に前記段ボールウェブを挟み込んで前記隙間に応じた深さの罫線を形成するスコアラヘッドと、移動装置とを備えており、
前記スコアラヘッドは、第一罫線を形成するための第一スコアラヘッドと、前記第一スコアラヘッドに対して前記搬送方向の下流側に設けられており、前記第一罫線に対して機械幅方向に隣接する第二罫線を形成する第二スコアラヘッドとを有し、
前記移動装置は、前記第一罫線と前記第二罫線との前記機械幅方向の間隔を設定するために前記第一スコアラヘッド及び前記第二スコアラヘッドのそれぞれを前記機械幅方向に沿って移動し、
前記コンピュータプログラムは、前記制御装置に、
前記移動装置により前記第一罫線と前記第二罫線との前記間隔を設定するための間隔指示値を取得する取得ステップと、
取得した前記間隔指示値を含む製造条件情報に応じて、前記第一スコアラヘッド及び前記第二スコアラヘッドの少なくとも一方における前記隙間を補正するための補正値を決定する決定ステップと、を実行させる
ことを特徴とする、コンピュータプログラム。
発明の詳細な説明
【技術分野】
【0001】
本件は、段ボールウェブに対して罫入加工を行なうスコアラ装置を制御する制御装置、制御方法及びコンピュータプログラムに関するものである。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
段ボールシートを製造するコルゲートマシンにおいて、製造ラインで連続的に製造される段ボールウェブは、製造ラインの最終工程付近で、スリッタ装置により、段ボールウェブの搬送方向に沿って断裁されて複数の丁取りがなされ、必要があれば、スコアラ装置により搬送方向に沿って罫入加工が行なわれる(下記特許文献1を参照)。ここで、罫入加工とは、段ボールシートを折り曲げるための溝状の折目である罫線を段ボールウェブに形成する加工である。
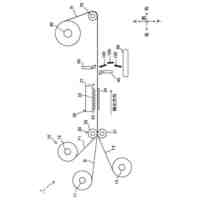
【0003】
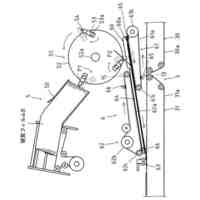
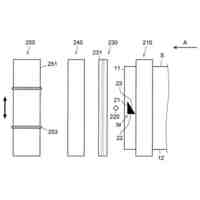
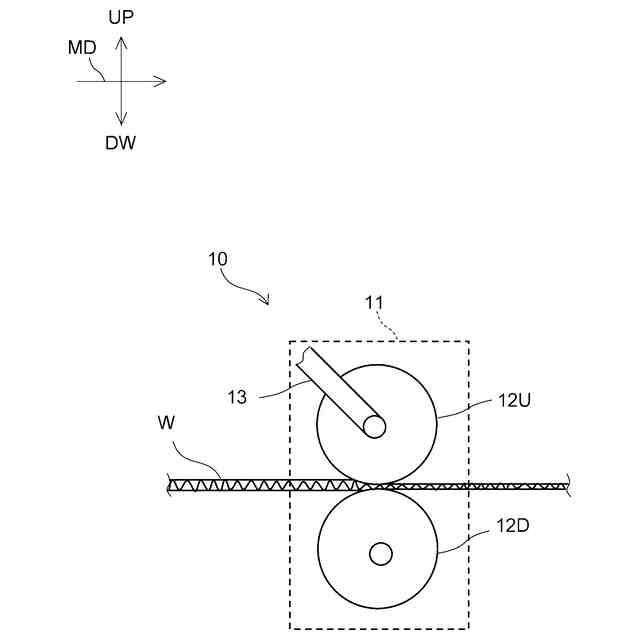
図6は、上記特許文献1等に記載された一般的なスコアラ装置の模式図である。図6中の符号MDは段ボールウェブWの搬送方向である。スコアラ装置10には、段ボールウェブWに対して上方(図中「UP」で示す側)に配置された上側ロール12Uと、段ボールウェブWに対して下方(図中「DW」で示す側)であって且つ上側ロール12Uの下方に配置された下側ロール12Dとを有するスコアラヘッド11が含まれている。上側ロール12Uは、アーム13の先端に回転自在に支持されている。図示しないシリンダ等の駆動源によりアーム13が上下に揺動することで、上側ロール12Uが下側ロール12Dに対して上下昇降するようになっている。
【0004】
上記のスコアラ装置10では、上側ロール12Uが下側ロール12Dの方へ押し込まれ上側ロール12Uと下側ロール12Dとの上下方向の隙間が調節される。このように隙間が調節された上側ロール12Uと下側ロール12Dとの間で段ボールウェブが押圧されることにより、隙間に応じた罫線の深さで罫線加工が実施される。すなわち、罫線の深さは、上側ロールと下側ロールとの間の隙間に応じて調節されるものであり、上側ロールを押し込む押圧力(罫線圧)によって調節されるものとも言える。
【0005】
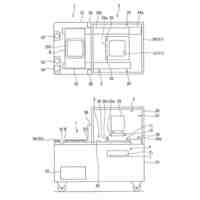
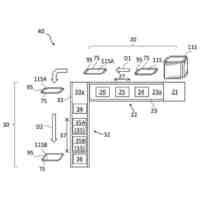
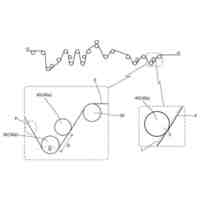
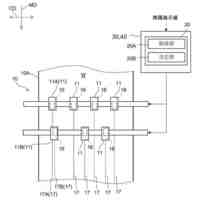
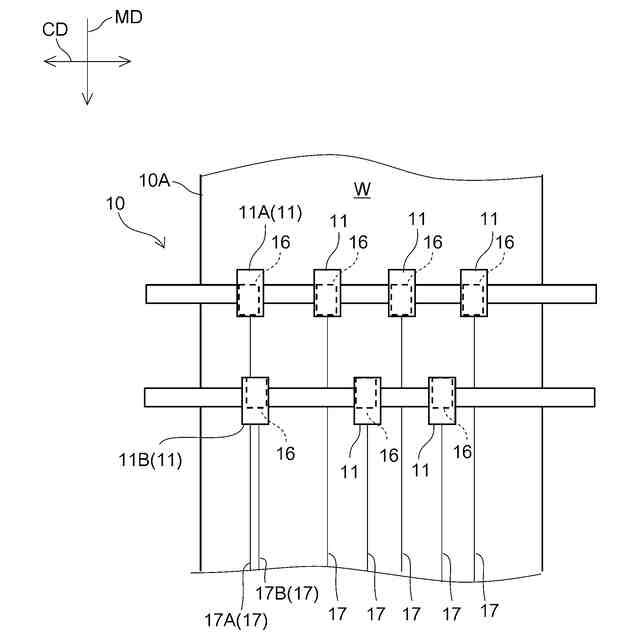
図7は、従来のコルゲータに設けられたスコアラ装置10を上方から視た模式的平面図である。図7に示すスコアラ装置10には、段ボールウェブWが搬送される搬送ライン10Aの幅方向CDに沿って複数のスコアラヘッド11が並設されている。これらのスコアラヘッド11は、幅方向CDに沿って移動可能に設けられており、モータ等の駆動機構16(図7中破線で示す)によって幅方向CDの任意の位置に配置可能である。また、これらのスコアラヘッド11は、段ボールウェブWの搬送方向MDにおける上流側と下流側とに並設されている。例えば、上流側のみ、あるいは下流側のみにスコアラヘッド11が並設されている場合、隣接したスコアラヘッド11どうしは物理的制約により隣接限界がある。しかしながら、上流側と下流側とにスコアラヘッド11が配置されたスコアラ装置10によれば、隣接したスコアラヘッド11どうしが干渉することなく隣接した罫線17どうしの間隔を狭めることができる。
【先行技術文献】
【特許文献】
【0006】
特開2002-36399号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
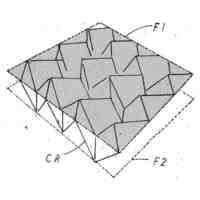
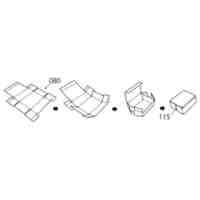
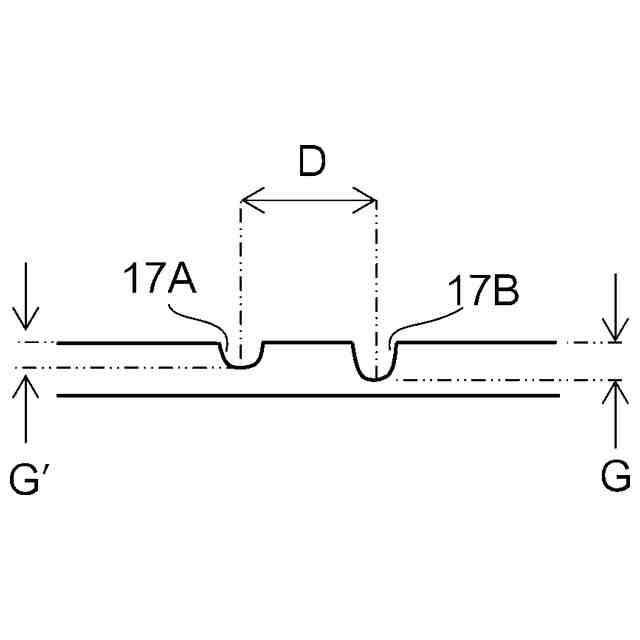
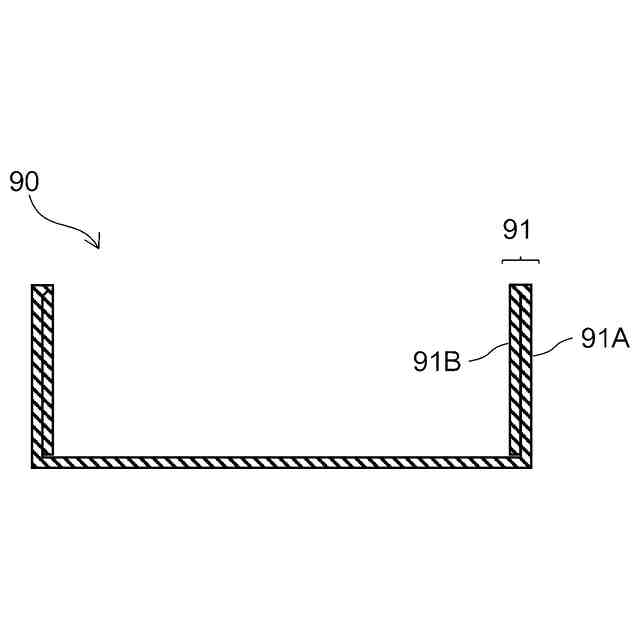
ところで、スコアラ装置において、段ボールウェブに罫入加工を実施するにあたり、幅方向に隣接する罫線どうしの間隔を十ミリ~数十ミリほどの狭い間隔に設定する場合がある。例えば、図9に示すように、外壁91Aと内壁91Bとからなる二重壁91を有する段ボール箱90を製造する場合、内壁をなすシートと外壁をなすシートとを向い合せに折り返す必要がある。なお、図9の段ボール箱90は、天面が開口をなすトレー状の箱体であり、断面図で描かれている。このような場合に、図8に示すように、罫線17A,17Bの間隔Dが十ミリ~数十ミリほどの狭い間隔に設定される。
【0008】
例えば、図7の複数のスコアラヘッド11のうち、搬送方向DMの上流側の第一スコアラヘッド11Aと、搬送方向DMの下流側の第二スコアラヘッド11Bとが、上記のように狭い間隔に設定された罫線17A,17Bを形成するものとする。この場合、第一スコアラヘッド11Aと第二スコアラヘッド11Bとの幅方向CDの位置が、罫線17A,17Bの間隔D(図8参照)に合わせて設定されるとともに、第一スコアラヘッド11Aと第二スコアラヘッド11Bとの上側ロールが、指示された罫線深さG(指示ギャップ、図8参照)に応じた所定の押圧力で押し込まれる。
ここで、第一スコアラヘッド11Aが第二スコアラヘッド11Bよりも上流側に配置されているので、先ず上流側の第一スコアラヘッド11Aにより罫線17A(「第一罫線」とも称する)が形成された後に、下流側の第二スコアラヘッド11Bにより罫線17B(「第二罫線」とも称する)が形成される。
【0009】
第一スコアラヘッド11Aと第二スコアラヘッド11Bとの上側ロールを、共通の押圧力で押し込むので、第一罫線17Aと第二罫線17Bとは共通の深さGに形成されるはずである。しかし、第一罫線17Aと第二罫線17Bとの間隔が狭い(近接している)場合、第一罫線17Aの深さG′が、第二罫線17Bの深さGよりも浅くなることがあった。
その理由としては、上流側の第一スコアラヘッド11Aにより第一罫線17Aを形成した後に下流側の第二スコアラヘッド11Bにより第二罫線17Bを形成するので、第二スコアラヘッド11Bの上側ロールが段ボールシートを上面側から押し込んだとき、段ボールシートの上面のうち第一罫線17Aの領域に設けられた部分が引っ張られて、第一罫線17Aの押し込みが戻されてしまい、実際の第一罫線17Aの深さG′が、指示された罫線深さGよりも浅くなってしまうことが挙げられる。
【0010】
すなわち、従来の技術では、機械幅方向に隣接する罫線どうしの間隔によっては、実際の罫線の深さが意図した深さと異なる場合があり、コルゲートマシンで製造された段ボールシートの品質の低下につながるおそれがある。具体的に言えば、第一罫線17Aと第二罫線17Bとにおいて罫線の深さが異なると、段ボールシートにおける罫線の形状や、罫線での折れ強度、罫線での折れ具合などが罫線ごとに異なるおそれがある。
よって、本発明は、隣接する罫線どうしの間隔に応じて実際に形成される罫線深さを調節できるようにすることを目的の一つとする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
高剛性段ボール
5か月前
株式会社フジキカイ
製函装置
7か月前
個人
紙製ダンボールの加工器具、成形方法
1か月前
エントラスト株式会社
袋体の製造方法
3か月前
株式会社メタルクリエイション
窓貼機
2か月前
個人
パッケージ箱作成用具およびパッケージ箱作成方法
10日前
株式会社ユーシン
段ボール部材、
2か月前
サクラパックス株式会社
矯正装置
3か月前
三菱重工機械システム株式会社
処理装置
4か月前
株式会社ユウコス
シート加工装置
3か月前
株式会社アプリス
カップ容器及び製造方法
21日前
TOPPANホールディングス株式会社
トレー製造装置
5か月前
トヨタ自動車株式会社
フィルム製造装置及びフィルム製造方法
4か月前
株式会社ダイワハイテックス
箱型製造装置、及び箱型製造方法
4か月前
TOPPANホールディングス株式会社
口栓溶着方法
6か月前
株式会社ISOWA
段ボールシート処理装置、及びサーバ
8か月前
株式会社東京自働機械製作所
ジッパ貼り付け装置
2か月前
王子ホールディングス株式会社
加工装置及び加工方法
7か月前
エステー産業株式会社
収容容器の製造方法及び製造装置
4か月前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
7か月前
株式会社トーモク
封筒型パッケージの製造方法
1か月前
株式会社トーモク
封筒型パッケージの製造方法
1か月前
王子ホールディングス株式会社
キッチンタオルロール
4か月前
デュプロ精工株式会社
加工装置
6か月前
株式会社トーモク
封筒型パッケージの製造方法
4か月前
株式会社トーモク
封筒型パッケージの製造方法
4か月前
富士フイルム株式会社
加工装置、及び袋状部材の製造方法
1か月前
サクラパックス株式会社
包装用箱の製造方法および包装用箱
1か月前
東罐興業株式会社
カップ容器製造装置およびカップ容器製造方法
5か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
5か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
6か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
6か月前
株式会社トッパンインフォメディア
ラベル集積治具及びラベル集積装置
3か月前
押尾産業株式会社
注出口具の製造方法
2か月前
三菱重工機械システム株式会社
制御装置、制御方法及びコンピュータプログラム
3か月前
富士通フロンテック株式会社
RFIDタグ製造装置、及び、RFIDタグ製造方法
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ