TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024080772
公報種別
公開特許公報(A)
公開日
2024-06-17
出願番号
2022193991
出願日
2022-12-05
発明の名称
製函治具及び製函方法
出願人
ライオン株式会社
代理人
IBC一番町弁理士法人
主分類
B31B
50/26 20170101AFI20240610BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】8角形断面を有するケース体を手作業によって容易にかつ精度よく組み立てることが可能な製函治具及び製函方法を提供する。
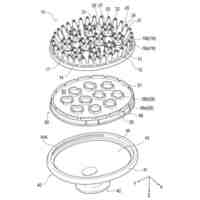
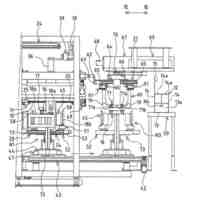
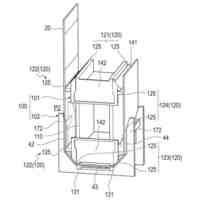
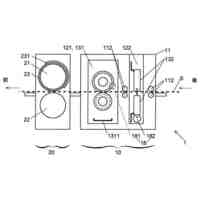
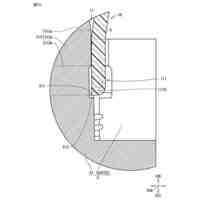
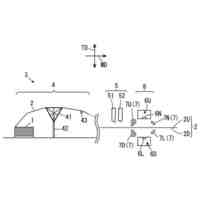
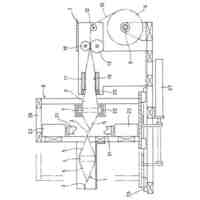
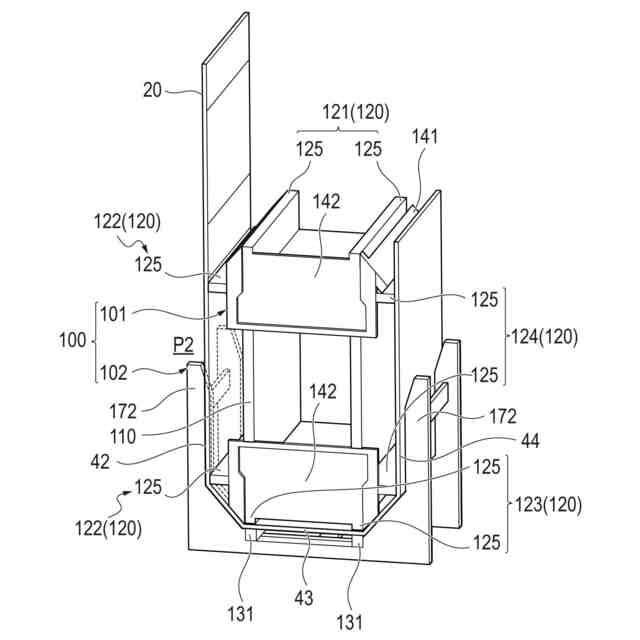
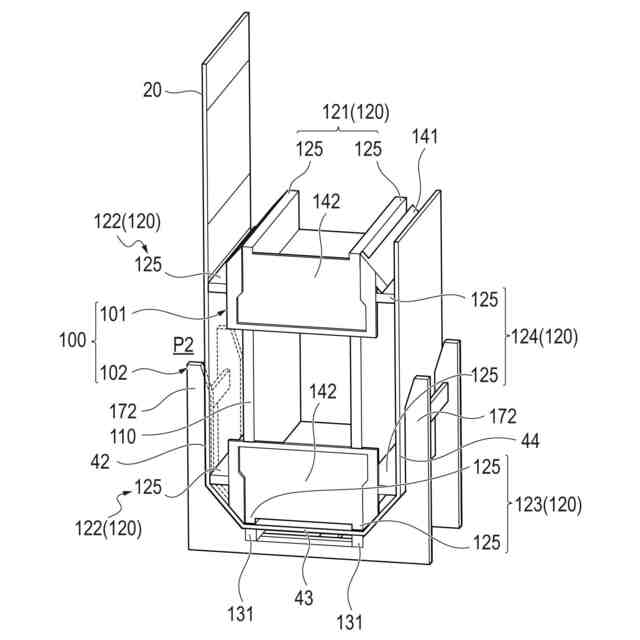
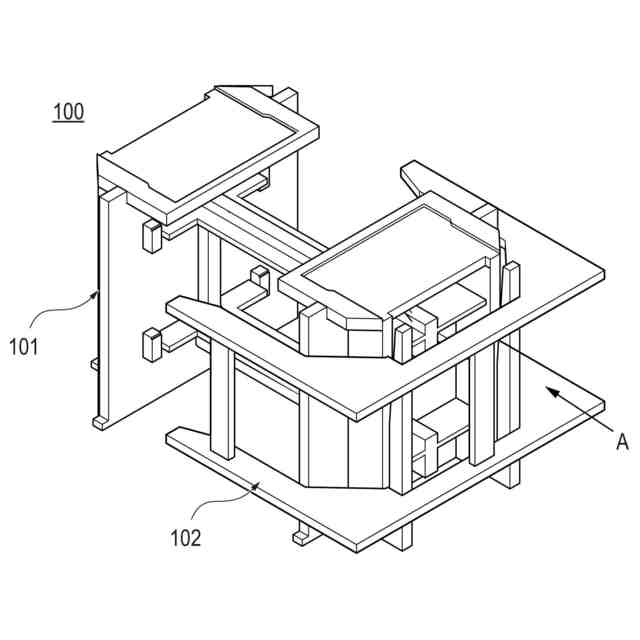
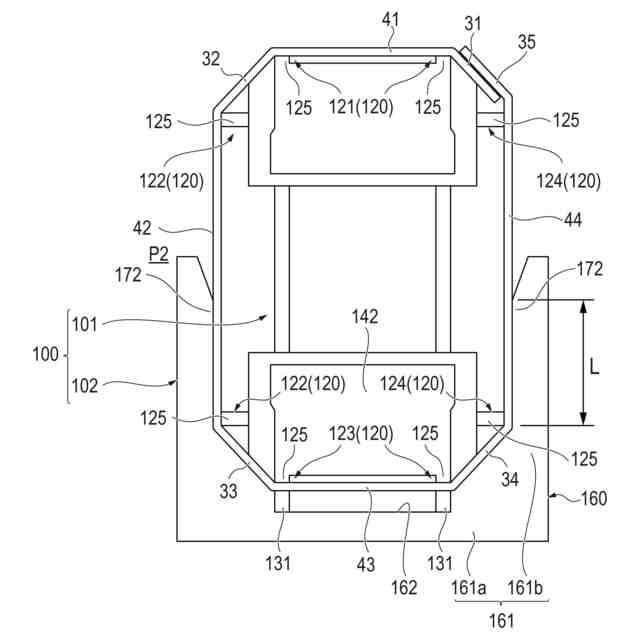
【解決手段】製函治具100は、シート材20が巻き付けられる第1治具101と、第1治具に対して離間した第1位置と接近した第2位置P2とに配置可能な第2治具102と、を有する。第1治具は、第2治具が第1位置に配置され、第3本体パネル部43が第3内面支持部123と第1外面支持部131とによって挟持された状態において、第2本体パネル部42、第3コーナーパネル部33、第3本体パネル部、第4コーナーパネル部34、及び第4本体パネル部44のそれぞれのパネル部間に形成された折り曲げ線50を折り曲げることができる。第2治具は、第2位置に配置された状態において、第2本体パネル部及び第4本体パネル部のそれぞれの外面に第2外面支持部172が接触することによってシート材を保持できる。
【選択図】図1
特許請求の範囲
【請求項1】
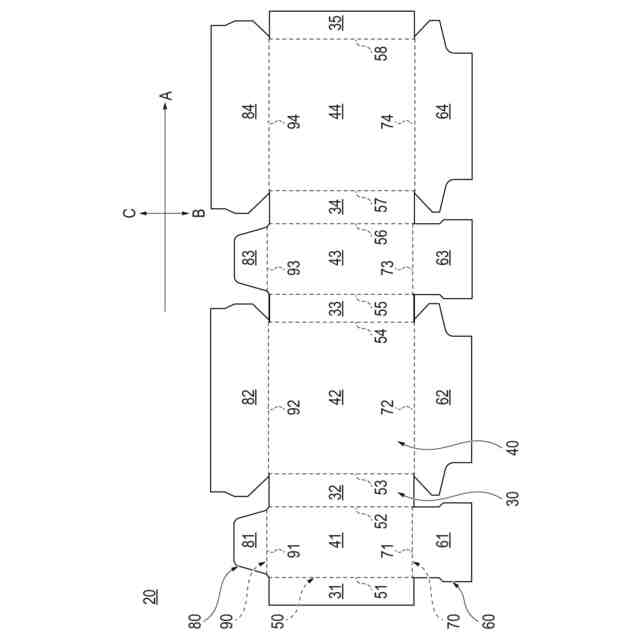
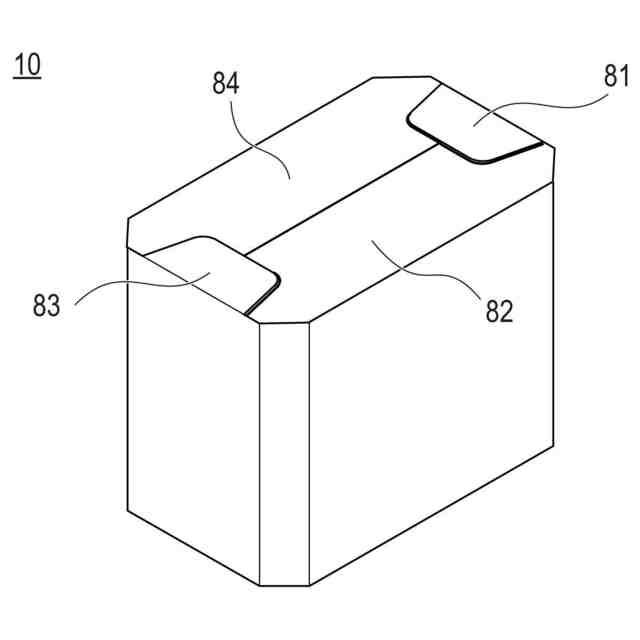
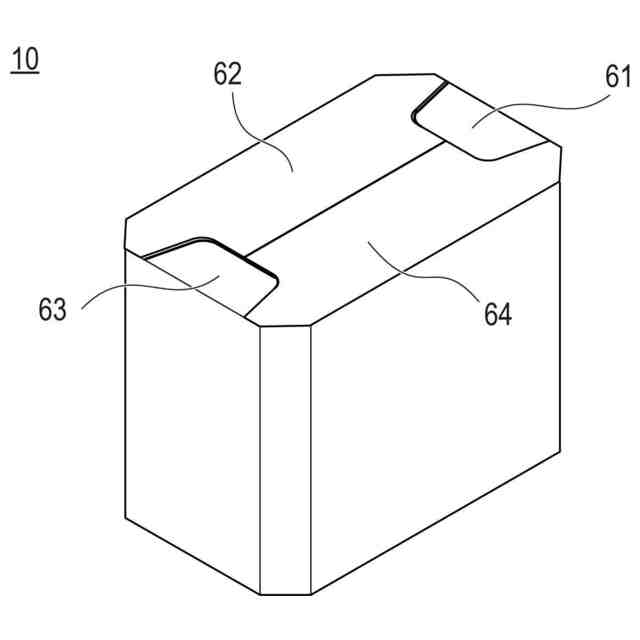
第1コーナーパネル部、第1本体パネル部、第2コーナーパネル部、第2本体パネル部、第3コーナーパネル部、第3本体パネル部、第4コーナーパネル部、第4本体パネル部、及び第5コーナーパネル部が一の方向に沿って連続して配列された平坦なシート材を、隣り合う前記コーナーパネル部と前記本体パネル部との間に形成された折り曲げ線に沿って折り曲げ、前記第1コーナーパネル部と前記第5コーナーパネル部とを重ね合わせて貼り合わせることによって、4個のコーナー面と4個の本体面とを有するケース体を製函するときに使用する製函治具において、
前記シート材が巻き付けられる第1治具と、前記第1治具に対して離間した第1位置と接近した第2位置とに配置可能な第2治具と、を有し、
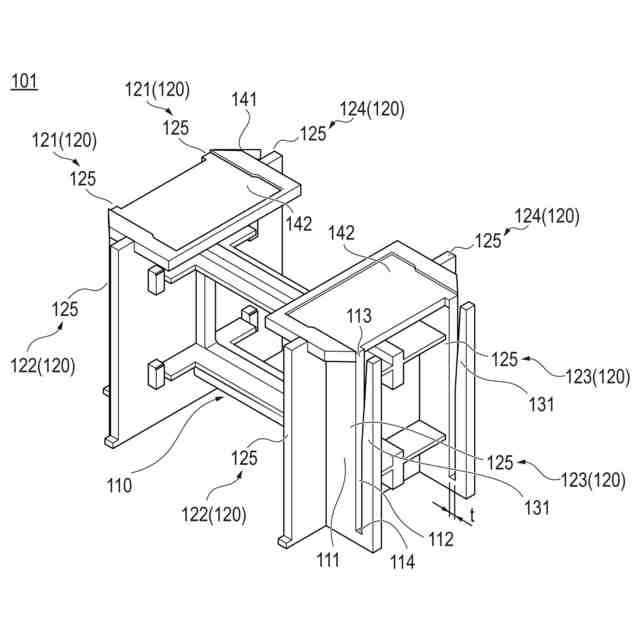
前記第1治具は、
前記シート材の前記第1本体パネル部、前記第2本体パネル部、前記第3本体パネル部、及び前記第4本体パネル部のそれぞれの内面に接触可能な第1内面支持部、第2内面支持部、第3内面支持部、及び第4内面支持部と、
前記第3本体パネル部の外面に接触可能であり、前記第3内面支持部との間に前記第3本体パネル部を挟持可能な第1外面支持部と、を有し、
前記第2治具は、
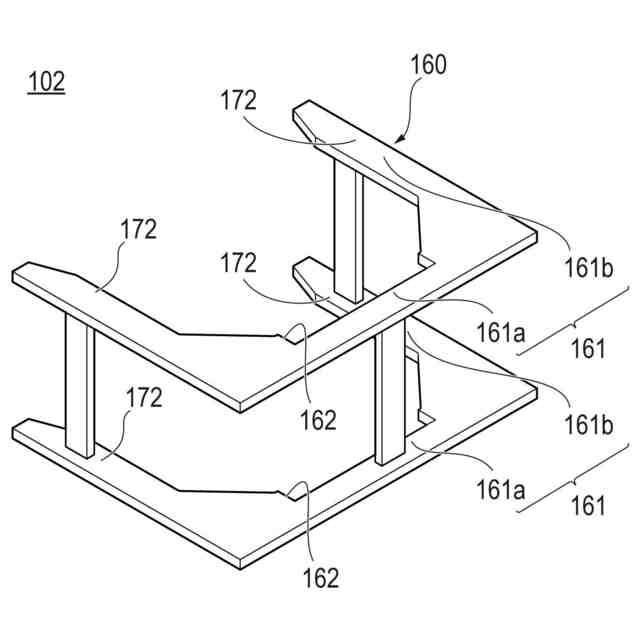
前記第2本体パネル部及び前記第4本体パネル部のそれぞれの外面に接触可能な第2外面支持部を有し、
前記第1内面支持部、前記第2内面支持部、前記第3内面支持部、及び前記第4内面支持部のそれぞれは、少なくとも2個の突状部材を有し、少なくとも2個の前記突状部材の第1エッジ部は、前記折り曲げ線を越えて隣り合う前記コーナーパネル部に接触しない位置において前記折り曲げ線に沿うことが可能に配置され、
前記第1治具は、前記第2治具が前記第1位置に配置され、前記第3本体パネル部が前記第3内面支持部と前記第1外面支持部とによって挟持された状態において、前記第2本体パネル部、前記第3コーナーパネル部、前記第3本体パネル部、前記第4コーナーパネル部、及び前記第4本体パネル部のそれぞれのパネル部間に形成された前記折り曲げ線を折り曲げることが可能に構成され、
前記第2治具は、前記第2位置に配置された状態において、前記第2本体パネル部及び前記第4本体パネル部のそれぞれの外面に前記第2外面支持部が接触することによって折り曲げられた前記シート材を保持可能に構成されてなる、製函治具。
続きを表示(約 1,800 文字)
【請求項2】
前記第1治具は、重ね合わされた前記第1コーナーパネル部と前記第5コーナーパネル部とを内面側において支持可能な第1支持部をさらに有する、請求項1に記載の製函治具。
【請求項3】
前記シート材の前記第1本体パネル部、前記第2本体パネル部、前記第3本体パネル部、及び前記第4本体パネル部のそれぞれは、前記一の方向に直交する方向に連続するフラップ部と、隣り合う前記本体パネル部と前記フラップ部との間に形成されたフラップ用折り曲げ線とを有しており、
前記突状部材の第2エッジ部は、前記フラップ用折り曲げ線を越えて隣り合う前記フラップ部に接触しない位置において前記フラップ用折り曲げ線に沿うことが可能に配置され、
前記第1治具は、前記フラップ用折り曲げ線に沿って折り曲げられた前記フラップ部のそれぞれを内面側において支持可能な第2支持部をさらに有する、請求項1又は請求項2に記載の製函治具。
【請求項4】
前記第1治具は、前記第3内面支持部と前記第1外面支持部とによって挟持される前記第3本体パネル部の前記一の方向に直交する方向の位置を調節可能に規制する規制部材をさらに有する、請求項1又は請求項2に記載の製函治具。
【請求項5】
前記第1治具は、前記第1内面支持部、前記第3内面支持部のそれぞれの少なくとも2個の前記突状部材が離間する長さ、及び/又は、前記第2内面支持部、前記第4内面支持部のそれぞれの少なくとも2個の前記突状部材が離間する長さを調節可能な第1長さ調節機構をさらに有する、請求項1又は請求項2に記載の製函治具。
【請求項6】
前記第1治具は、前記突状部材の外接する間隔を調節可能な第2長さ調節機構をさらに有する、請求項1又は請求項2に記載の製函治具。
【請求項7】
前記第1内面支持部、前記第2内面支持部、前記第3内面支持部、及び前記第4内面支持部の少なくとも1つは、少なくとも2個の前記突状部材に加えて、他の突状部材を有する、請求項1又は請求項2に記載の製函治具。
【請求項8】
請求項1に記載の製函治具を用いて、平坦な前記シート材を前記折り曲げ線に沿って折り曲げることによって前記ケース体を製函する製函方法であって、
前記第2治具を前記第1位置に配置し、前記第3本体パネル部を前記第3内面支持部と前記第1外面支持部とによって挟持し、
前記第3内面支持部の少なくとも2個の前記突状部材に前記第3本体パネル部の内面を押し当てながら前記第3コーナーパネル部及び前記第4コーナーパネル部のそれぞれを前記折り曲げ線に沿って折り曲げ、
前記第2内面支持部の少なくとも2個の前記突状部材のうち前記第3コーナーパネル部側の前記突状部材に前記第2本体パネル部を押し当てながら前記第2本体パネル部を前記折り曲げ線に沿って折り曲げ、
前記第4内面支持部の少なくとも2個の前記突状部材のうち前記第4コーナーパネル部側の前記突状部材に前記第4本体パネル部を押し当てながら前記第4本体パネル部を前記折り曲げ線に沿って折り曲げ、
前記第2治具を前記第2位置に配置し、折り曲げられた前記第2本体パネル部及び前記第4本体パネル部のそれぞれの外面を前記第2外面支持部によって保持し、
その後、前記第2内面支持部の少なくとも2個の前記突状部材のうち前記第2コーナーパネル部側の前記突状部材に前記第2本体パネル部を押し当てながら前記第2コーナーパネル部を前記折り曲げ線に沿って折り曲げ、
前記第1内面支持部の少なくとも2個の前記突状部材のうち前記第2コーナーパネル部側の前記突状部材に前記第1本体パネル部を押し当てながら前記第1本体パネル部を前記折り曲げ線に沿って折り曲げ、
前記第1内面支持部の少なくとも2個の前記突状部材のうち前記第1コーナーパネル部側の前記突状部材に前記第1本体パネル部を押し当てながら前記第1コーナーパネル部を前記折り曲げ線に沿って折り曲げ、
折り曲げた前記第1コーナーパネル部の外面に接着材を配置した後に、前記第4内面支持部の少なくとも2個の前記突状部材のうち前記第5コーナーパネル部側の前記突状部材に前記第4本体パネル部を押し当てながら前記第5コーナーパネル部を前記折り曲げ線に沿って折り曲げ、前記第1コーナーパネル部に重ね合わせて貼り合わせる、製函方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、製函治具及び製函方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
近年、段ボールなどの紙資源の使用量の削減、製造コストの削減、及びケース体の輸送効率化などの観点から、8角形断面を有するケース体(段ボール箱とも称する)の採用が進んでいる。8角形断面を有する段ボール箱は手作業や一般的な起函機では正しく起函するのは困難である。このため、一般に、生産工場では、専用の製函機が用いられる(特許文献1,特許文献2を参照)。当該製函機は、シート(平板)状の段ボールを受け入れ、マンドレル又は芯金と称される支持体にシート段状の段ボールを巻き付けて、8角形断面を有する段ボール箱を成形する。
【0003】
専用の製函機が使えないにも関わらず、8角形断面を有する段ボール箱を製造する必要が生じることがある。例えば、製品を流通段階や倉庫に保管している場合に、荷崩れ、湿気による膨れや潰れ、雨漏りや洪水などによる水浸し、ケース体内の収容物からの中身の漏れなどに起因して、当該製品の外囲器である段ボール箱に汚損が生じたときである。このようなときには、8角形断面を有する段ボール箱を交換する必要がある。しかし、このような一時的な、または喫緊の場合、専用の製函機を設置し用いることは極めて困難である。
【0004】
一般的な長方形の段ボール箱を手作業によって組み立てる場合と異なり、8角形断面を有する段ボール箱を手作業によって組み立てようとしても、箱にするのに手間及び作業に長時間を要する。また、断面形状が所定の形状から歪んでしまい、使い物にならないという不具合が生じる。
【0005】
なお、特許文献3-5にも8角形断面を有する段ボール箱を成形する技術が開示されている。しかしながら、これらの文献に開示された技術は何れも機械力を必要とするものであり、8角形断面を有する段ボール箱を手作業によって組み立てることについては開示されていない。
【先行技術文献】
【特許文献】
【0006】
特開平4-239442号公報
特開平11-262961号公報
特開2010-222024号公報
特開2010-240980号公報
特開2010-240981号公報
特開2010-222020号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上記のような実情に鑑み、本発明は、8角形断面を有するケース体を手作業によって容易にかつ精度よく組み立てることが可能な製函治具及び製函方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の上記目的は、下記(1)~(7)の何れか1つの製函治具、及び下記(8)の製函方法によって達成される。
【0009】
(1)第1コーナーパネル部、第1本体パネル部、第2コーナーパネル部、第2本体パネル部、第3コーナーパネル部、第3本体パネル部、第3コーナーパネル部、第4本体パネル部、及び第5コーナーパネル部が一の方向に沿って連続して配列された平坦なシート材を、隣り合う前記コーナーパネル部と前記本体パネル部との間に形成された折り曲げ線に沿って折り曲げ、前記第1コーナーパネル部と前記第5コーナーパネル部とを重ね合わせて貼り合わせることによって、4個のコーナー面と4個の本体面とを有するケース体を製函するときに使用する製函治具において、
前記シート材が巻き付けられる第1治具と、前記第1治具に対して離間した第1位置と接近した第2位置とに配置可能な第2治具と、を有し、
前記第1治具は、
前記シート材の前記第1本体パネル部、前記第2本体パネル部、前記第3本体パネル部、及び前記第4本体パネル部のそれぞれの内面に接触可能な第1内面支持部、第2内面支持部、第3内面支持部、及び第4内面支持部と、
前記第3本体パネル部の外面に接触可能であり、前記第3内面支持部との間に前記第3本体パネル部を挟持可能な第1外面支持部と、を有し、
前記第2治具は、
前記第2本体パネル部及び前記第4本体パネル部のそれぞれの外面に接触可能な第2外面支持部を有し、
前記第1内面支持部、前記第2内面支持部、前記第3内面支持部、及び前記第4内面支持部のそれぞれは、少なくとも2個の突状部材を有し、少なくとも2個の前記突状部材の第1エッジ部は、前記折り曲げ線を越えて隣り合う前記コーナーパネル部に接触しない位置において前記折り曲げ線に沿うことが可能に配置され、
前記第1治具は、前記第2治具が前記第1位置に配置され、前記第3本体パネル部が前記第3内面支持部と前記第1外面支持部とによって挟持された状態において、前記第2本体パネル部、前記第3コーナーパネル部、前記第3本体パネル部、前記第4コーナーパネル部、及び前記第4本体パネル部のそれぞれのパネル部間に形成された前記折り曲げ線を折り曲げることが可能に構成され、
前記第2治具は、前記第2位置に配置された状態において、前記第2本体パネル部及び前記第4本体パネル部のそれぞれの外面に前記第2外面支持部が接触することによって折り曲げられた前記シート材を保持可能に構成されてなる、製函治具。
【0010】
(2)前記第1治具は、重ね合わされた前記第1コーナーパネル部と前記第5コーナーパネル部とを内面側において支持可能な第1支持部をさらに有する、上記(1)に記載の製函治具。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
ライオン株式会社
動物用ブラシ
13日前
個人
高剛性段ボール
13日前
株式会社デュプロ
包装装置
7か月前
東洋製罐株式会社
搬送機構
8か月前
東罐興業株式会社
紙蓋の製造方法
6か月前
株式会社フジキカイ
製函装置
2か月前
東洋製罐株式会社
ガイド機構
4か月前
日産自動車株式会社
折目付装置
8か月前
東罐興業株式会社
組立式容器の製造方法及び組立式容器
5か月前
ライオン株式会社
製函治具及び製函方法
8か月前
TOPPANホールディングス株式会社
トレー製造装置
13日前
株式会社サンエー化研
紙製収容体の製造方法及び紙製収容体
7か月前
TOPPANホールディングス株式会社
口栓溶着方法
1か月前
アイシンシロキ株式会社
紙製箱の組立装置及び組立方法
7か月前
株式会社ユウコス
罫線入りシート製造装置
10か月前
株式会社ISOWA
段ボールシート処理装置、及びサーバ
2か月前
当矢印刷株式会社
複数の印刷装置を用いた印刷物の製造方法
4か月前
王子ホールディングス株式会社
加工装置及び加工方法
1か月前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
2か月前
株式会社フジシール
包装容器の製造方法および包装容器
7か月前
デュプロ精工株式会社
加工装置
1か月前
株式会社コバヤシ
透明窓付き紙製包装用袋の製造方法
4か月前
日本製紙株式会社
フランジ付紙トレーの製造方法及び製造装置
10か月前
日産自動車株式会社
折目付装置、及び該折目付装置を用いた折り目形成方法
7か月前
日本トーカンパッケージ株式会社
箱の製造方法及び箱の製造装置
7か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
13日前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
1か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
1か月前
CKD株式会社
フィルムコーティング紙容器の製造装置及びフィルムコーティング紙容器の製造方法
7か月前
クオ、ツェファン
再生利用可能な二重壁カップを製造する装置及び方法
2か月前
出光ユニテック株式会社
シールバーおよびジッパーテープ付き容器の製造方法
6か月前
ダックエンジニアリング株式会社
扁平な箱体の品質検査方法および品質検査装置
1か月前
パックサイズ,エルエルシー
ボックス形成機
6か月前
レンゴー株式会社
紙製緩衝材の製造方法、および原反ロール
1か月前
TOPPANホールディングス株式会社
注出口付き包装袋の製造方法、及び、注出口付き包装袋
6か月前
パックサイズ,エルエルシー
ボックス組立ての方法およびシステム
7か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ