TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024096447
公報種別
公開特許公報(A)
公開日
2024-07-12
出願番号
2024077711
出願日
2024-05-13
発明の名称
フィルムコーティング紙容器の製造装置及びフィルムコーティング紙容器の製造方法
出願人
CKD株式会社
代理人
個人
主分類
B31D
5/02 20170101AFI20240705BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】内部空間におけるシール性をより良好とすることが可能なフィルムコーティング紙容器をより確実に製造可能なフィルムコーティング紙容器の製造装置等を提供する。
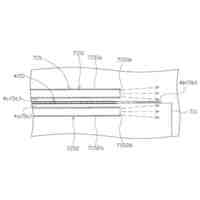
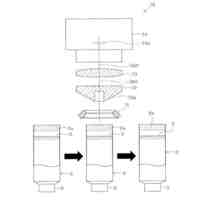
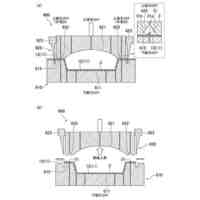
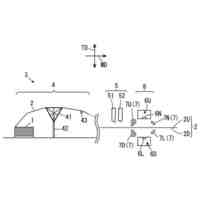
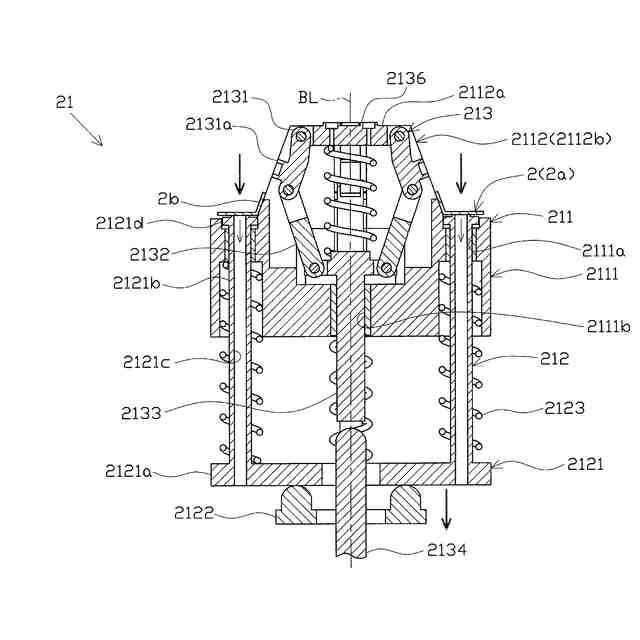
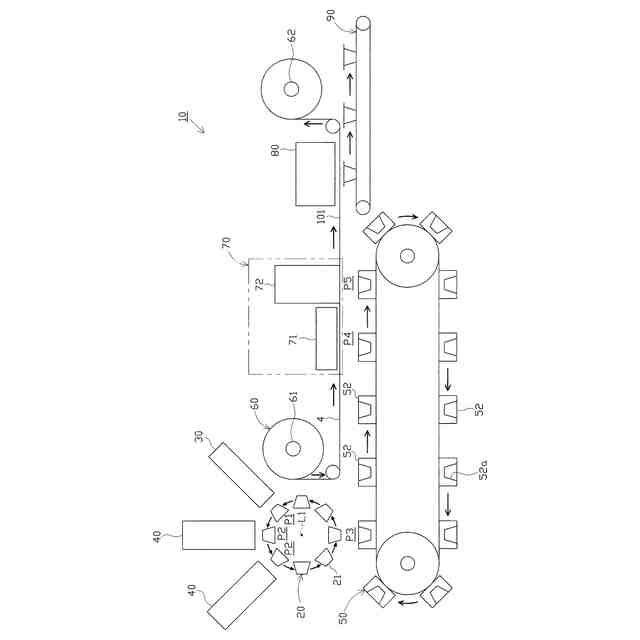
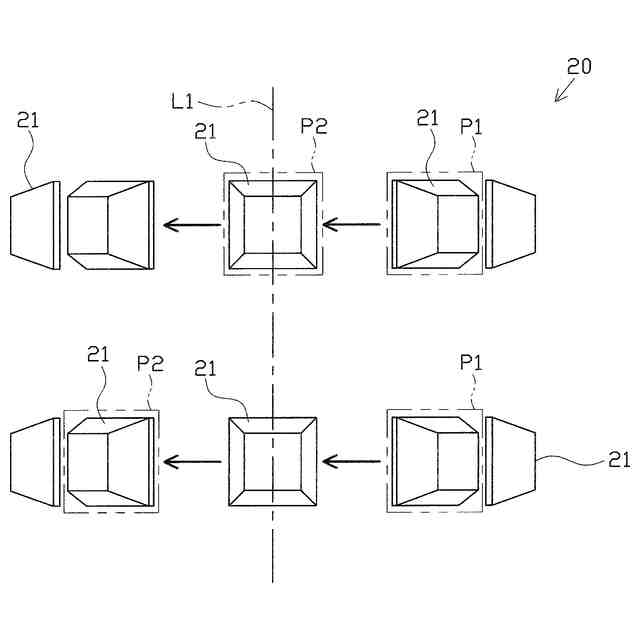
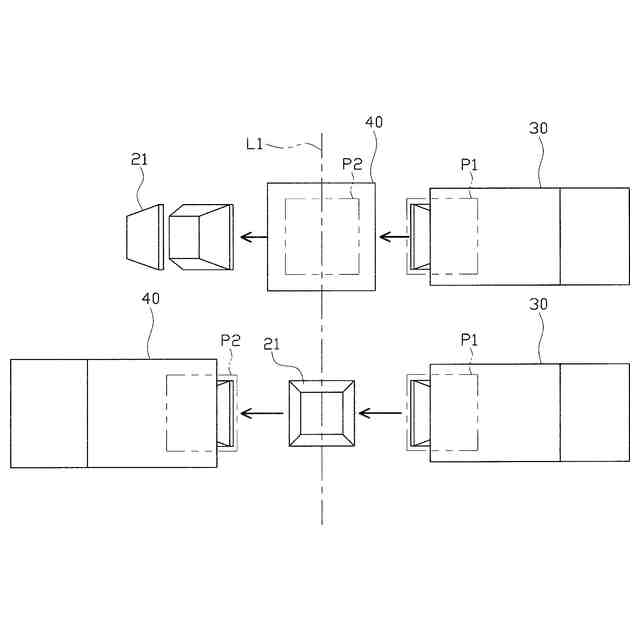
【解決手段】フィルムコーティング紙容器は、フランジ紙パーツ及び本体紙パーツを有してなる仮組容器本体を備える。仮組容器本体を得るにあたっては、まず、基準線BL方向にヘッド部2112及び第一紙部材を相対移動させ、第一紙部材を斜面部2112bに押し当てることにより第一紙部材を折り曲げてフランジ紙パーツ2を得る。次いで、フランジ紙パーツ2のフラップ部2bが斜面部2112bに沿う状態を維持したまま、斜面部2112bに沿わせるようにして第二紙部材を折り曲げることで本体紙パーツを得る。その結果、フラップ部2bの外側に側壁部が配置されてなる仮組容器本体が得られる。
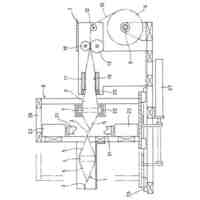
【選択図】 図17
特許請求の範囲
【請求項1】
環状の平坦なフランジ部、及び、該フランジ部との境界部分にて折り曲げられることで該フランジ部の内縁部から垂れ下がる状態とされたフラップ部を有するフランジ紙パーツと、
平坦な底壁部、及び、該底壁部との境界部分にて折り曲げられることで該底壁部の外縁部から立ち上がる状態とされるとともに前記フラップ部の外側に配置される側壁部を有する本体紙パーツと、
前記フランジ部、前記フラップ部、前記側壁部及び前記底壁部に対しこれらを覆うようにして取着されるフィルム部材と
を備えてなるフィルムコーティング紙容器の製造装置であって、
全体が平坦な折り曲げ前の前記フランジ紙パーツである第一紙部材を折り曲げて前記フランジ紙パーツを得るとともに、全体が平坦な折り曲げ前の前記本体紙パーツである第二紙部材を折り曲げて前記本体紙パーツを得て、さらに、前記フラップ部の外側に前記側壁部が配置された、前記フランジ紙パーツ及び前記本体紙パーツを仮組してなる仮組容器本体を得る仮組手段と、
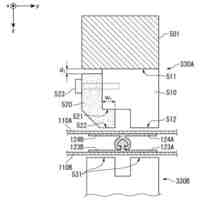
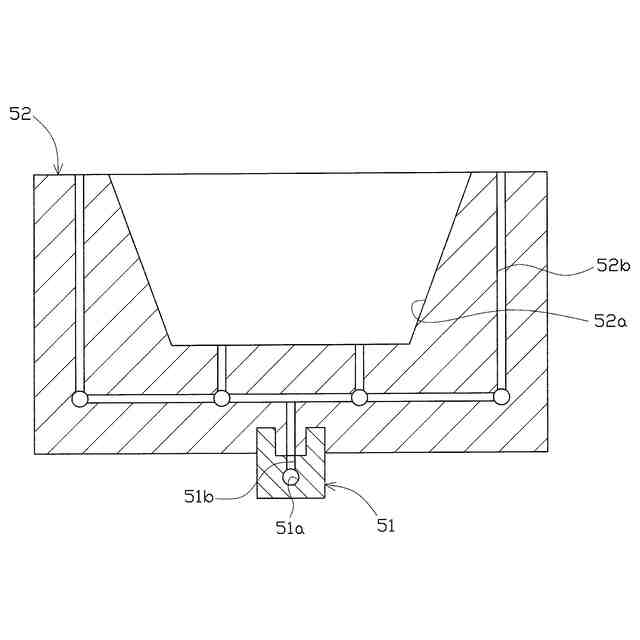
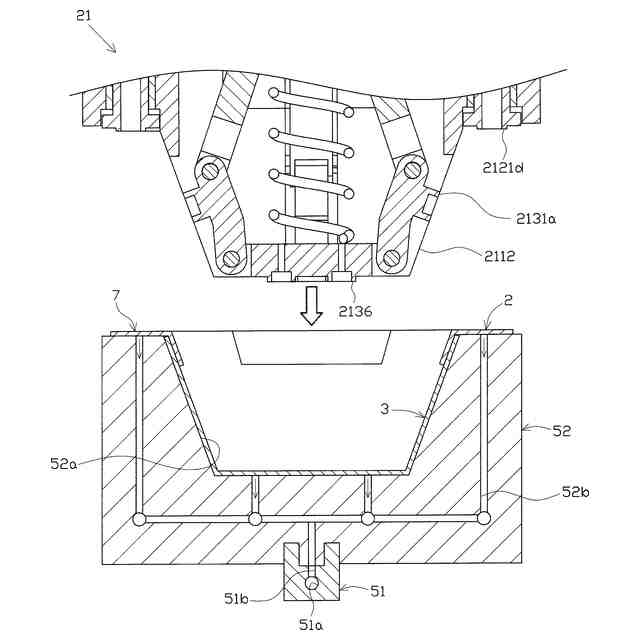
前記側壁部及び前記底壁部に対応する形状の収容凹部を有するとともに、前記仮組手段から受け渡された前記仮組容器本体を前記収容凹部に配置した状態で保持する容器本体保持手段と、
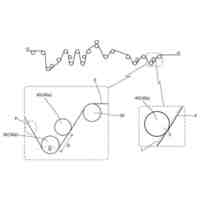
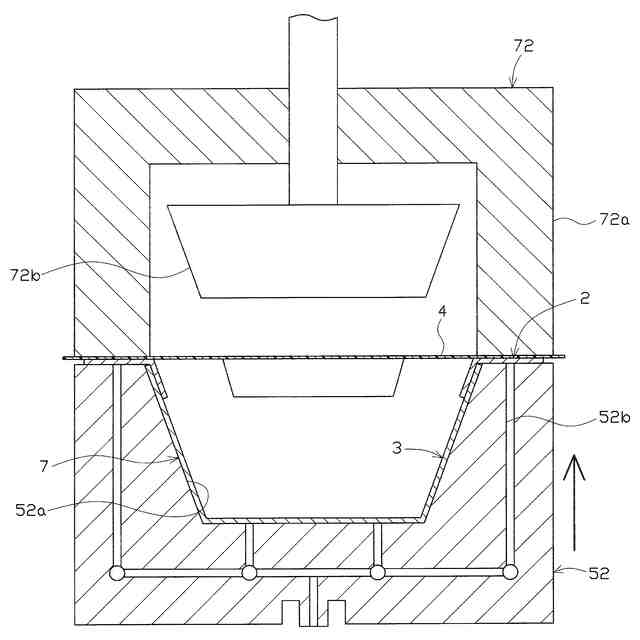
前記収容凹部に前記仮組容器本体が配置された状態で、前記フランジ部、前記フラップ部、前記側壁部及び前記底壁部に対しこれらを覆うようにして前記フィルム部材を取着するフィルム取着手段とを備え、
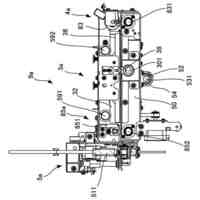
前記仮組手段は、
前記底壁部に対応する頂部と前記側壁部に対応する斜面部とを有し、所定の基準線方向に沿って山型状に突出するヘッド部と、
前記基準線方向に前記ヘッド部及び前記第一紙部材を相対移動させ、前記第一紙部材における前記フラップ部に相当する部位を前記斜面部に押し当てることにより前記第一紙部材を折り曲げて、前記フラップ部が前記斜面部に沿う状態の前記フランジ紙パーツを得る第一折り曲げ手段と、
前記フラップ部が前記斜面部に沿う状態を維持したまま、前記第二紙部材における前記側壁部に対応する部位を前記斜面部に沿わせるようにして前記第二紙部材を折り曲げることにより、前記フラップ部の外側に前記側壁部が配置されてなる前記仮組容器本体を得る第二折り曲げ手段とを有することを特徴とするフィルムコーティング紙容器の製造装置。
続きを表示(約 2,800 文字)
【請求項2】
前記第二折り曲げ手段は、前記斜面部に対し出没動作可能であるとともに、前記第二紙部材における前記側壁部に対応する部位を吸着可能な側壁部吸着手段を具備し、
前記側壁部吸着手段は、前記斜面部から突出した状態で前記第二紙部材における前記側壁部に対応する部位を吸着可能であるとともに、該部位の吸着を維持した状態で前記斜面部に没入することにより前記第二紙部材を折り曲げ可能に構成されていることを特徴とする請求項1に記載のフィルムコーティング紙容器の製造装置。
【請求項3】
前記第二折り曲げ手段は、
前記側壁部吸着手段を有するとともに、一端部が前記ヘッド部に対し回動可能に取付けられた第一リンクと、
一端部が前記第一リンクの他端部に対し回動可能に取付けられた第二リンクと、
前記第二リンクの他端部が回動可能に取付けられるとともに、前記ヘッド部の内部に設けられ、かつ、前記基準線方向に往復移動可能な第三リンクとを備え、
前記第三リンクの往復移動により、前記斜面部に対する前記側壁部吸着手段の出没動作が行われるように構成されていることを特徴とする請求項2に記載のフィルムコーティング紙容器の製造装置。
【請求項4】
前記第二折り曲げ手段は、前記頂部に設けられ、前記第二紙部材における前記底壁部に対応する部位を吸着可能な底壁部吸着手段を具備することを特徴とする請求項1に記載のフィルムコーティング紙容器の製造装置。
【請求項5】
前記第一折り曲げ手段は、前記ヘッド部の周囲に配置されるとともに、前記基準線方向に往復移動可能であり、かつ、前記第一紙部材における前記フランジ部に対応する部位を吸着可能なフランジ部吸着手段を具備し、
前記第一紙部材における前記フランジ部に対応する部位を吸着した状態で前記フランジ部吸着手段を前記基準線方向に移動させることにより、前記第一紙部材における前記フラップ部に対応する部位を前記斜面部に押し当てて、前記第一紙部材を折り曲げるように構成されていることを特徴とする請求項1に記載のフィルムコーティング紙容器の製造装置。
【請求項6】
前記仮組手段は、前記ヘッド部が下向きに突出した状態となるように回転可能であるとともに、前記第二折り曲げ手段による前記第二紙部材の折り曲げにより前記ヘッド部に被せられた状態で得られる前記仮組容器本体を吸着保持可能に構成されており、
前記ヘッド部に被せられた状態の前記仮組容器本体を前記仮組手段によって吸着保持した上で、前記ヘッド部が下向きに突出した状態となるように前記仮組手段を回転させ、さらに、前記仮組手段による前記仮組容器本体の吸着保持を解除することによって、前記仮組手段から前記容器本体保持手段に対する前記仮組容器本体の受け渡しが行われるように構成されていることを特徴とする請求項1に記載のフィルムコーティング紙容器の製造装置。
【請求項7】
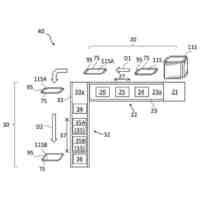
前記仮組手段は、所定の回転軸を中心として回転可能であるとともに、回転方向に複数並んで設けられ、
前記回転軸を中心とする前記仮組手段の列は、前記回転軸方向に複数設けられ、
前記仮組手段に対し、前記第一紙部材を供給する第一供給手段と、
前記仮組手段に対し、前記第二紙部材を供給する第二供給手段とを備え、
前記第一供給手段及び前記第二供給手段は、前記仮組手段の列ごとにそれぞれ1つずつ設けられ、
複数の前記第一供給手段及び複数の前記第二供給手段のうちの少なくとも一方は、前記仮組手段の回転方向にずれた位置に設けられていることを特徴とする請求項1に記載のフィルムコーティング紙容器の製造装置。
【請求項8】
前記側壁部における前記フラップ部と重なる位置には貫通孔が形成されており、
前記容器本体保持手段は、前記貫通孔を通して前記フラップ部を吸引することで、前記フラップ部を吸着保持可能に構成されていることを特徴とする請求項1に記載のフィルムコーティング紙容器の製造装置。
【請求項9】
環状の平坦なフランジ部、及び、該フランジ部との境界部分にて折り曲げられることで該フランジ部の内縁部から垂れ下がる状態とされたフラップ部を有するフランジ紙パーツと、
平坦な底壁部、及び、該底壁部との境界部分にて折り曲げられることで該底壁部の外縁部から立ち上がる状態とされるとともに前記フラップ部の外側に配置される側壁部を有する本体紙パーツと、
前記フランジ部、前記フラップ部、前記側壁部及び前記底壁部に対しこれらを覆うようにして取着されるフィルム部材と
を備えてなるフィルムコーティング紙容器の製造方法であって、
全体が平坦な折り曲げ前の前記フランジ紙パーツである第一紙部材を折り曲げて前記フランジ紙パーツを得る第一折り曲げ工程、及び、全体が平坦な折り曲げ前の前記本体紙パーツである第二紙部材を折り曲げて前記本体紙パーツを得るとともに、前記フラップ部の外側に前記側壁部が配置された、前記フランジ紙パーツ及び前記本体紙パーツを仮組してなる仮組容器本体を得る第二折り曲げ工程を含む仮組工程と、
前記側壁部及び前記底壁部に対応する形状の収容凹部を有する容器本体保持手段によって、前記仮組工程により得られた前記仮組容器本体を前記収容凹部に配置した状態で保持する容器本体保持工程と、
前記容器本体保持工程によって前記収容凹部に前記仮組容器本体が配置された状態で、前記フランジ部、前記フラップ部、前記側壁部及び前記底壁部に対しこれらを覆うようにして前記フィルム部材を取着するフィルム取着工程とを含み、
前記第一折り曲げ工程及び前記第二折り曲げ工程では、前記底壁部に対応する頂部と前記側壁部に対応する斜面部とを有し、所定の基準線方向に沿って山型状に突出するヘッド部が共通に用いられ、
前記第一折り曲げ工程では、前記基準線方向に前記ヘッド部及び前記第一紙部材を相対移動させ、前記第一紙部材における前記フラップ部に相当する部位を前記斜面部に押し当てることにより、前記第一紙部材を折り曲げて、前記フラップ部が前記斜面部に沿う状態の前記フランジ紙パーツを得るとともに、
第二折り曲げ工程では、前記フラップ部が前記斜面部に沿う状態を維持したまま、前記第二紙部材における前記側壁部に対応する部位を前記斜面部に沿わせるようにして前記第二紙部材を折り曲げることにより、前記フラップ部の外側に前記側壁部が配置されてなる前記仮組容器本体を得ることを特徴とするフィルムコーティング紙容器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、紙製の容器本体をフィルム部材でコーティングしてなるフィルムコーティング紙容器の製造装置及び製造方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
従来、食品等を収容するための容器として、紙製の容器本体の内面にフィルム部材が取着されてなるフィルムコーティング紙容器が提案されている。フィルムコーティング紙容器は、全体をプラスチック材料により形成した容器と比較して、環境負荷の低減などの点で有利である。
【0003】
フィルムコーティング紙容器としては、底壁部(底面部)、該底壁部の外縁から立ち上がる側壁部(側面部)及び該側壁部の上端から外向きに突出するフランジ部とを備えた容器本体を1枚の紙から形成するとともに、底壁部、側壁部及びフランジ部に対しこれらを覆うようにしてフィルム部材を取着してなるものが知られている(例えば、特許文献1等参照)。フィルム部材で覆われたフランジ部は、容器の内部空間を密封するためのカバーの取着対象として機能する。
【先行技術文献】
【特許文献】
【0004】
特許第6856166号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記特許文献1に係る容器本体において、フランジ部には、紙の外縁に当たる部分が位置しており、該部分の影響による凹凸が存在している。従って、フィルム部材で覆われたフランジ部に対しカバーを取着した場合に、凹凸の影響によってフィルムに対するカバーの取着状態が不適切なものとなり、ひいては容器の内部空間におけるシール性が不十分となるおそれがある。
【0006】
本発明は、上記事情に鑑みてなされたものであり、その目的は、内部空間におけるシール性をより良好なものとすることが可能なフィルムコーティング紙容器をより確実に製造することができるフィルムコーティング紙容器の製造装置等を提供することにある。
【課題を解決するための手段】
【0007】
以下、上記目的を解決するのに適した各手段につき、項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果を付記する。
【0008】
手段1.環状の平坦なフランジ部、及び、該フランジ部との境界部分にて折り曲げられることで該フランジ部の内縁部から垂れ下がる状態とされたフラップ部を有するフランジ紙パーツと、
平坦な底壁部、及び、該底壁部との境界部分にて折り曲げられることで該底壁部の外縁部から立ち上がる状態とされるとともに前記フラップ部の外側に配置される側壁部を有する本体紙パーツと、
前記フランジ部、前記フラップ部、前記側壁部及び前記底壁部に対しこれらを覆うようにして取着されるフィルム部材と
を備えてなるフィルムコーティング紙容器の製造装置であって、
全体が平坦な折り曲げ前の前記フランジ紙パーツである第一紙部材を折り曲げて前記フランジ紙パーツを得るとともに、全体が平坦な折り曲げ前の前記本体紙パーツである第二紙部材を折り曲げて前記本体紙パーツを得て、さらに、前記フラップ部の外側に前記側壁部が配置された、前記フランジ紙パーツ及び前記本体紙パーツを仮組してなる仮組容器本体を得る仮組手段と、
前記側壁部及び前記底壁部に対応する形状の収容凹部を有するとともに、前記仮組手段から受け渡された前記仮組容器本体を前記収容凹部に配置した状態で保持する容器本体保持手段と、
前記収容凹部に前記仮組容器本体が配置された状態で、前記フランジ部、前記フラップ部、前記側壁部及び前記底壁部に対しこれらを覆うようにして前記フィルム部材を取着するフィルム取着手段とを備え、
前記仮組手段は、
前記底壁部に対応する頂部と前記側壁部に対応する斜面部とを有し、所定の基準線方向に沿って山型状に突出するヘッド部と、
前記基準線方向に前記ヘッド部及び前記第一紙部材を相対移動させ、前記第一紙部材における前記フラップ部に相当する部位を前記斜面部に押し当てることにより前記第一紙部材を折り曲げて、前記フラップ部が前記斜面部に沿う状態の前記フランジ紙パーツを得る第一折り曲げ手段と、
前記フラップ部が前記斜面部に沿う状態を維持したまま、前記第二紙部材における前記側壁部に対応する部位を前記斜面部に沿わせるようにして前記第二紙部材を折り曲げることにより、前記フラップ部の外側に前記側壁部が配置されてなる前記仮組容器本体を得る第二折り曲げ手段とを有することを特徴とするフィルムコーティング紙容器の製造装置。
【0009】
上記手段1によれば、フランジ紙パーツによって環状の平坦なフランジ部が構成されているため、フランジ部に凹凸が形成されることがない。また、側壁部はフラップ部の外側に配置されるから、側壁部がフランジ部よりも突出することはなく、フィルム部材で覆われたフランジ部に対しカバーを取着するにあたって、側壁部が邪魔になることはない。従って、製造されるフィルムコーティング紙容器において、その内部空間におけるシール性をより良好なものとすることが可能となる。
【0010】
また、フィルム部材は、側壁部、フラップ部、フランジ部及び底壁部を覆うようにしてこれらに取着されるため、フィルム部材によってフランジ紙パーツ及び本体紙パーツをより強固に一体化することができる。これにより、製造されたフィルムコーティング紙容器における強度の向上を図ることができる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
CKD株式会社
巻回装置
13日前
CKD株式会社
巻回装置
13日前
CKD株式会社
検査装置
1か月前
CKD株式会社
流体制御弁
1か月前
CKD株式会社
吸着型搬送装置
1か月前
CKD株式会社
ガス製造装置、及びガス製造方法
27日前
CKD株式会社
ガス製造システム、及びガス製造装置
27日前
個人
高剛性段ボール
13日前
東罐興業株式会社
紙蓋の製造方法
6か月前
東洋製罐株式会社
ガイド機構
4か月前
株式会社フジキカイ
製函装置
2か月前
東罐興業株式会社
組立式容器の製造方法及び組立式容器
5か月前
TOPPANホールディングス株式会社
トレー製造装置
13日前
TOPPANホールディングス株式会社
口栓溶着方法
1か月前
アイシンシロキ株式会社
紙製箱の組立装置及び組立方法
7か月前
当矢印刷株式会社
複数の印刷装置を用いた印刷物の製造方法
4か月前
株式会社ISOWA
段ボールシート処理装置、及びサーバ
2か月前
王子ホールディングス株式会社
加工装置及び加工方法
1か月前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
2か月前
デュプロ精工株式会社
加工装置
1か月前
株式会社コバヤシ
透明窓付き紙製包装用袋の製造方法
4か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
13日前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
1か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
1か月前
クオ、ツェファン
再生利用可能な二重壁カップを製造する装置及び方法
2か月前
出光ユニテック株式会社
シールバーおよびジッパーテープ付き容器の製造方法
6か月前
パックサイズ,エルエルシー
ボックス形成機
6か月前
ダックエンジニアリング株式会社
扁平な箱体の品質検査方法および品質検査装置
1か月前
レンゴー株式会社
紙製緩衝材の製造方法、および原反ロール
1か月前
TOPPANホールディングス株式会社
注出口付き包装袋の製造方法、及び、注出口付き包装袋
6か月前
エス.シー. ジョンソン アンド サン、インコーポレイテッド
ポーチまたは容器を製造するためのシステムおよび方法
3か月前
インフィニスパーク株式会社
販売システムとその方法、およびそのプログラム
4か月前
インフィニスパーク株式会社
販売システムとその方法、およびそのプログラム
4か月前
サノフィ・バイオテクノロジー
心血管リスクを低減させる方法
4か月前
株式会社リクルート
注文管理装置及びプログラム
5か月前
株式会社オリンピア
遊技機
6か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ