TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024103996
公報種別
公開特許公報(A)
公開日
2024-08-02
出願番号
2023007982
出願日
2023-01-23
発明の名称
箱の製造方法及び箱の製造装置
出願人
日本トーカンパッケージ株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B31B
50/52 20170101AFI20240726BHJP(紙,板紙または紙と同様の方法で加工される材料からなる物品の製造;紙,板紙または紙と同様の方法で加工される材料の加工)
要約
【課題】ブランクのうち、側面部をなす部分に対して内フラップをなす部分を適切に折り曲げることが可能な箱の製造方法及び箱の製造装置を提供する。
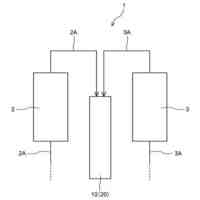
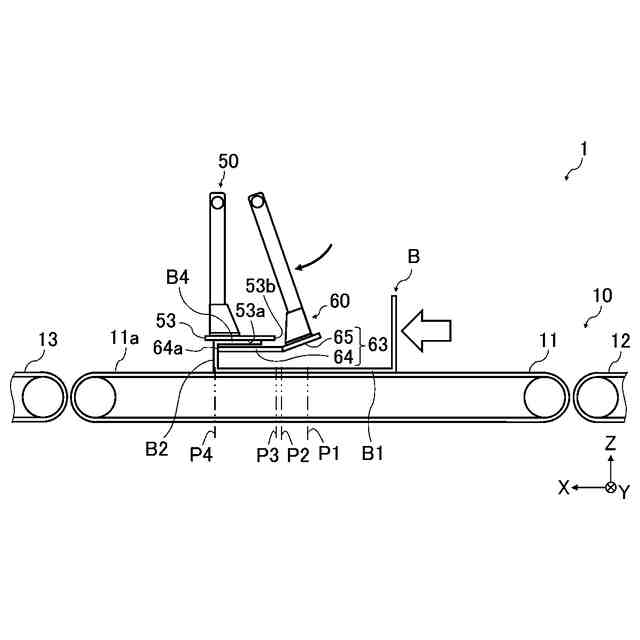
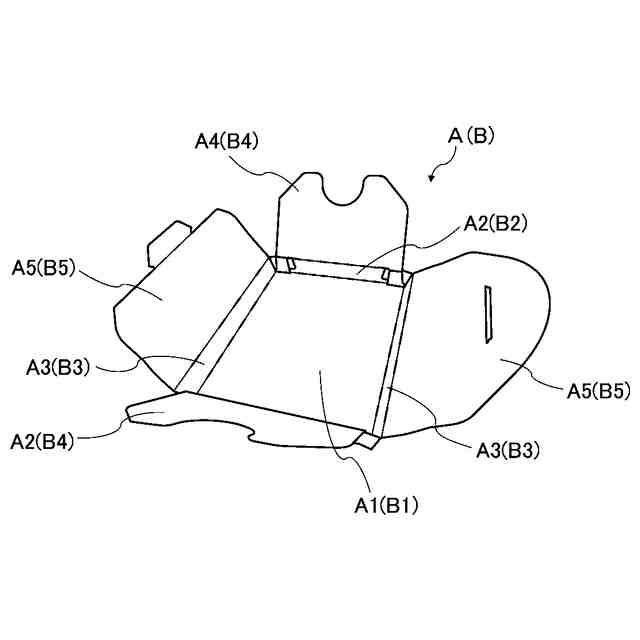
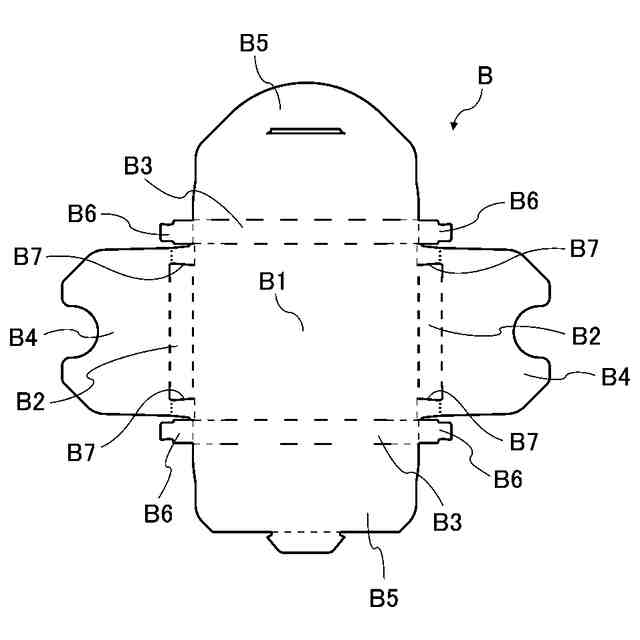
【解決手段】箱の製造方法は、底面部と、底面部から立ち上がった側面部と、底面部とは反対側の側面部の端に対して折り曲げ可能に隣接した内フラップと、を有する箱を、箱の基材をなすブランクを折り曲げて製造する箱の製造方法であって、ブランクのうち、底面部をなす第1部分に対して、側面部をなす第2部分と内フラップをなす第3部分とが第1方向に連なって立ち上がった状態にある間に、第2部分に対して、第1方向と交差する第2方向の一方側に第3部分を倒すように折り曲げる折曲げ工程を備え、折曲げ工程では、第1押圧部が第2方向の他方側から第3部分を押圧し、且つ、第2押圧部が第2方向の一方側から第2部分を押圧することにより、第2部分に対して第3部分を第2方向の一方側に折り曲げる。
【選択図】図12
特許請求の範囲
【請求項1】
底面部と、前記底面部から立ち上がった側面部と、前記底面部とは反対側の前記側面部の端に対して折り曲げ可能に隣接した内フラップと、を有する箱を、前記箱の基材をなすブランクを折り曲げて製造する箱の製造方法であって、
前記ブランクのうち、前記底面部をなす第1部分に対して、前記側面部をなす第2部分と前記内フラップをなす第3部分とが第1方向に連なって立ち上がった状態にある間に、前記第2部分に対して、前記第1方向と交差する第2方向の一方側に前記第3部分を倒すように折り曲げる折曲げ工程を備え、
前記折曲げ工程では、
第1押圧部が前記第2方向の他方側から前記第3部分を押圧し、且つ、第2押圧部が前記第2方向の一方側から前記第2部分を押圧することにより、前記第2部分に対して前記第3部分を前記第2方向の一方側に折り曲げる、箱の製造方法。
続きを表示(約 1,600 文字)
【請求項2】
前記折曲げ工程の開始時には、
前記第1押圧部を前記第2方向の他方側において前記第3部分と対向する第1位置に静止させた状態で、前記第2押圧部が前記第2方向の一方側から他方側に前記第2部分を押圧しながら移動し、
又は、前記第2押圧部を前記第2方向の一方側において前記第2部分と対向する第2位置に静止させた状態で、前記第1押圧部が前記第2方向の他方側から一方側に前記第3部分を押圧しながら移動する、請求項1に記載の製造方法。
【請求項3】
前記第2部分に対して前記第3部分を前記第2方向の一方側に折り曲げた後、前記第1押圧部は、前記第3部分の押圧が維持される位置に保持されるとともに、前記第2押圧部は、前記第2部分の押圧が解除されるように前記第2部分から遠ざかるように移動する、請求項1に記載の箱の製造方法。
【請求項4】
前記折曲げ工程の開始時に、前記第1押圧部は、前記第2方向の他方側において、前記第3部分との間に隙間を設けた状態で静止する、請求項1に記載の箱の製造方法。
【請求項5】
前記ブランクを搬送方向に搬送する搬送工程をさらに備え、
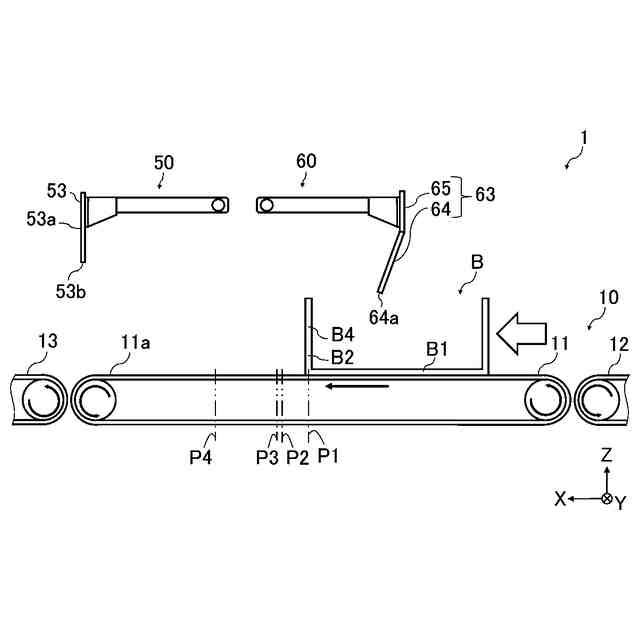
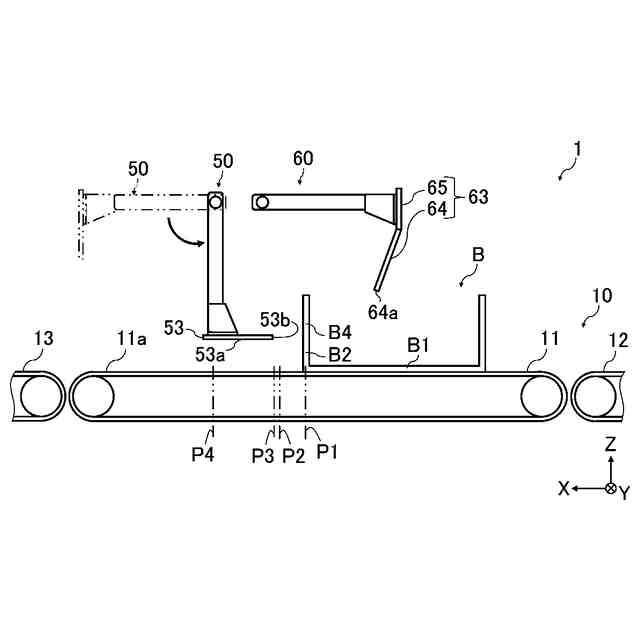
前記折曲げ工程では、前記搬送方向における前記第1部分の両端の各々に対して、前記第2部分と前記第3部分とが前記第1方向に連なって立ち上がった状態にある間に、前記第1部分の両端のうち、前記搬送方向における下流側の端では前記第3部分を前記第2部分に対して上流側に向かって折り曲げ、上流側の端では前記第3部分を前記第2部分に対して下流側に向かって折り曲げる、請求項1に記載の箱の製造方法。
【請求項6】
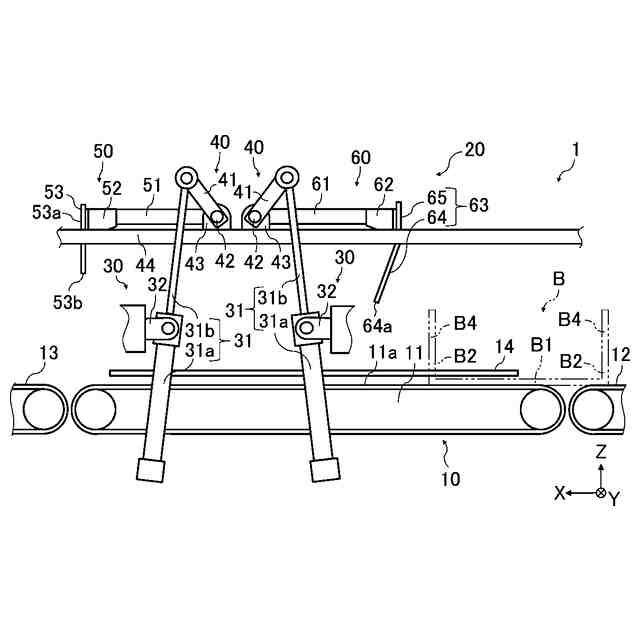
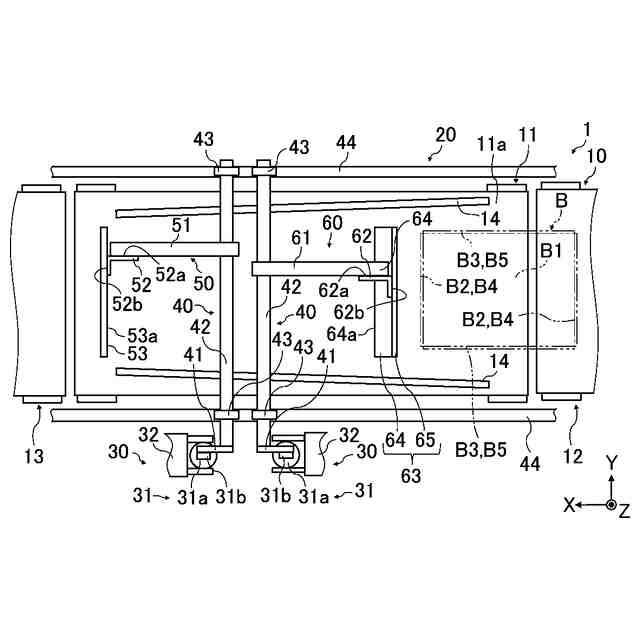
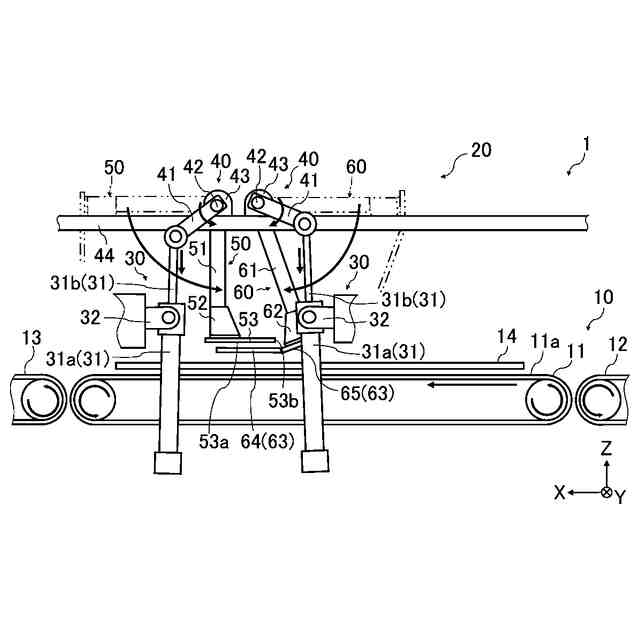
底面部と、前記底面部から立ち上がった側面部と、前記底面部とは反対側の前記側面部の端に対して折り曲げ可能に隣接した内フラップと、を有する箱を、前記箱の基材をなすブランクを折り曲げて製造する箱の製造装置であって、
前記底面部をなす第1部分と前記側面部をなす第2部分と前記内フラップをなす第3部分とを有する前記ブランクのうち、前記第3部分を押圧する第1押圧部と、
前記第2部分を押圧する第2押圧部と、を備え、
前記第1部分に対して前記第2部分と前記第3部分とが第1方向に連なって立ち上がった状態にある間に、前記第1方向と交差する第2方向において、前記第2押圧部が前記第2方向の一方側から前記第2部分を押圧し、且つ、前記第1押圧部が前記第2方向の他方側から前記第3部分を押圧することにより、前記第2部分に対して前記第3部分を前記第2方向の一方側に倒すように折り曲げる、箱の製造装置。
【請求項7】
前記第1押圧部は、前記第1方向及び前記第2方向と交差する第3方向における前記第3部分の少なくとも中央部を押圧する、請求項6に記載の箱の製造装置。
【請求項8】
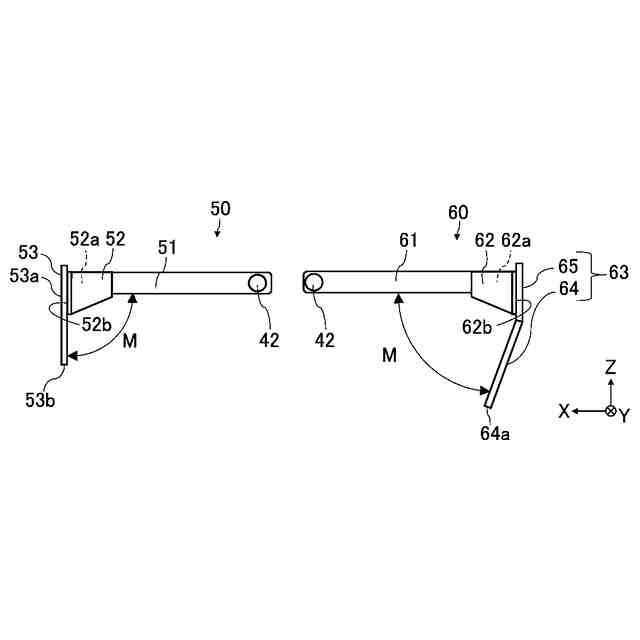
前記第1押圧部は、平板によって構成され、
前記平板は、主面と、前記主面の端から立ち上がった端面とを備え、
前記第1押圧部は、折曲げ工程の開始時、前記第2方向の他方側から前記第3部分を前記端面にて押圧し、
前記第1押圧部は、前記第2部分に対して前記第3部分を前記第2方向の一方側に折り曲げた後、前記第1方向における前記第1部分と反対側から前記第3部分を前記主面にて押圧する、請求項6に記載の箱の製造装置。
【請求項9】
前記第2押圧部は、板部材によって構成され、
前記板部材は、平坦部と、前記平坦部の後端に連続し前記平坦部に対して傾斜した傾斜部とを備え、
前記第2押圧部が前記第2部分を押圧する際、前記平坦部の先端面が前記第2方向の一方側から前記第2部分と当接する、請求項6に記載の箱の製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、箱の製造方法及び箱の製造装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
底面部と、底面部から立ち上がった側面部と、底面部とは反対側の側面部の端に対して折り曲げ可能に隣接した内フラップと、を有する箱を、箱の基材をなすブランクを折り曲げて製造する技術が開発されている。特許文献1に記載された技術が、その一例として挙げられる。
【0003】
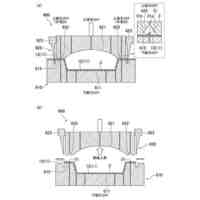
特許文献1に記載の技術では、ブランクのうち、底面部をなす部分に対して、側面部をなす部分とフラップをなす部分とが上下方向に連なって立ち上がった状態にある間に、支軸を中心に折曲げガイド部材が回動することにより、折曲げガイド部材の先端部がフラップをなす部分を押圧する。これにより、フラップをなす部分が、側面部をなす部分に対して、箱の内側に倒れるように折り曲げられる。
【先行技術文献】
【特許文献】
【0004】
特開平6-254998号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の技術では、側面部をなす部分の剛性が低い場合、側面部をなす部分に対して内フラップをなす部分を折り曲げようとする際に、底面部をなす部分に対して、内フラップをなす部分とともに側面部をなす部分が倒れてしまい、側面部をなす部分に対して内フラップをなす部分を適切に折り曲げることができない虞がある。
【0006】
そこで、本発明は、上記の事情に鑑みてなされたものであり、その目的とするところは、ブランクのうち、側面部をなす部分に対して内フラップをなす部分を適切に折り曲げることが可能な箱の製造方法及び箱の製造装置を提供することである。
【課題を解決するための手段】
【0007】
上記の課題は、本発明の箱の製造方法によれば、底面部と、底面部から立ち上がった側面部と、底面部とは反対側の側面部の端に対して折り曲げ可能に隣接した内フラップと、を有する箱を、箱の基材をなすブランクを折り曲げて製造する箱の製造方法であって、ブランクのうち、底面部をなす第1部分に対して、側面部をなす第2部分と内フラップをなす第3部分とが第1方向に連なって立ち上がった状態にある間に、第2部分に対して、第1方向と交差する第2方向の一方側に第3部分を倒すように折り曲げる折曲げ工程を備え、折曲げ工程では、第1押圧部が第2方向の他方側から第3部分を押圧し、且つ、第2押圧部が第2方向の一方側から第2部分を押圧することにより、第2部分に対して第3部分を第2方向の一方側に折り曲げることにより解決される。
【0008】
上記の箱の製造方法によれば、第2押圧部が第2方向の一方側から第2部分を押圧し、且つ、第1押圧部が第2方向の他方側から第3部分を押圧するので、第2部分が第3部分とともに倒れることなく、第2部分に対して第3部分を適切に折り曲げることができる。
【0009】
また、上記の方法において、折曲げ工程の開始時には、第1押圧部を第2方向の他方側において第3部分と対向する第1位置に静止させた状態で、第2押圧部が第2方向の一方側から他方側に第2部分を押圧しながら移動し、又は、第2押圧部を第2方向の一方側において第2部分と対向する第2位置に静止させた状態で、第1押圧部が第2方向の他方側から一方側に第3部分を押圧しながら移動してもよい。
上記の方法によれば、第1押圧部又は第2押圧部の一方が静止した状態で、もう一方の押圧部が動作(押圧動作)することにより、第2部分に対して第3部分をより適切に折り曲げることができる。
【0010】
また、上記の方法において、第2部分に対して第3部分を第2方向の一方側に折り曲げた後、第1押圧部は、第3部分の押圧が維持される位置に保持されるとともに、第2押圧部は、第2部分の押圧が解除されるように第2部分から遠ざかるように移動してもよい。
上記の方法によれば、第1押圧部による第3部分の押圧が維持される位置に第1押圧部を保持することにより、第2部分に対して第3部分をより適切に折り曲げることができる。
また、上記の方法によれば、第3部分を第2部分に対して折り曲げた後に、第2押圧部は、第2部分の押圧が解除されるように第2部分から遠ざかるように移動するので、後工程に備えることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
高剛性段ボール
13日前
株式会社デュプロ
包装装置
7か月前
東罐興業株式会社
紙蓋の製造方法
6か月前
東洋製罐株式会社
ガイド機構
4か月前
株式会社フジキカイ
製函装置
2か月前
東罐興業株式会社
組立式容器の製造方法及び組立式容器
5か月前
TOPPANホールディングス株式会社
トレー製造装置
13日前
TOPPANホールディングス株式会社
口栓溶着方法
1か月前
株式会社サンエー化研
紙製収容体の製造方法及び紙製収容体
7か月前
アイシンシロキ株式会社
紙製箱の組立装置及び組立方法
7か月前
株式会社ISOWA
段ボールシート処理装置、及びサーバ
2か月前
当矢印刷株式会社
複数の印刷装置を用いた印刷物の製造方法
4か月前
王子ホールディングス株式会社
加工装置及び加工方法
1か月前
株式会社フジシール
包装容器の製造方法および包装容器
7か月前
個人
製品梱包用座板の製造方法及びこれによって製造された座板
2か月前
株式会社コバヤシ
透明窓付き紙製包装用袋の製造方法
4か月前
デュプロ精工株式会社
加工装置
1か月前
日産自動車株式会社
折目付装置、及び該折目付装置を用いた折り目形成方法
7か月前
日本トーカンパッケージ株式会社
箱の製造方法及び箱の製造装置
7か月前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
1か月前
東洋製罐株式会社
フィルム搬送装置およびフィルム搬送方法
13日前
王子ホールディングス株式会社
印刷加工装置および印刷加工方法
1か月前
CKD株式会社
フィルムコーティング紙容器の製造装置及びフィルムコーティング紙容器の製造方法
7か月前
クオ、ツェファン
再生利用可能な二重壁カップを製造する装置及び方法
2か月前
パックサイズ,エルエルシー
ボックス形成機
6か月前
ダックエンジニアリング株式会社
扁平な箱体の品質検査方法および品質検査装置
1か月前
出光ユニテック株式会社
シールバーおよびジッパーテープ付き容器の製造方法
6か月前
レンゴー株式会社
紙製緩衝材の製造方法、および原反ロール
1か月前
TOPPANホールディングス株式会社
注出口付き包装袋の製造方法、及び、注出口付き包装袋
6か月前
パックサイズ,エルエルシー
ボックス組立ての方法およびシステム
7か月前
エス.シー. ジョンソン アンド サン、インコーポレイテッド
ポーチまたは容器を製造するためのシステムおよび方法
3か月前
インフィニスパーク株式会社
販売システムとその方法、およびそのプログラム
4か月前
インフィニスパーク株式会社
販売システムとその方法、およびそのプログラム
4か月前
サノフィ・バイオテクノロジー
心血管リスクを低減させる方法
4か月前
artience株式会社
感光性組成物、それを用いた硬化膜、光学フィルタ、カラーフィルタ、画像表示装置、固体撮像素子、及び赤外線センサ
8か月前
株式会社リクルート
注文管理装置及びプログラム
5か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ